Trong ASME Phần IX, việc có cùng số P không tự động đủ để biện minh cho việc chỉ sử dụng một PQR cho tất cả các vật liệu đó. “Một PQR là đủ” hay không phụ thuộc vào các biến thiết yếu và bổ sung, đặc biệt là độ dày, số nhóm (khi cần kiểm tra va đập) và các yêu cầu về quy tắc xây dựng.
Khi một PQR có thể đủ
Theo ASME IX, một PQR duy nhất thường có thể hỗ trợ hàn bất kỳ sự kết hợp nào của kim loại cơ bản có cùng số P như được sử dụng trong phiếu thử nghiệm, với điều kiện:
-
Độ dày kim loại cơ bản và độ dày mối hàn nằm trong phạm vi cho phép của mã (giới hạn \(t\) và \(T\) trong QW-451).
-
Số nhóm vẫn giữ nguyên (hoặc trong phạm vi cho phép) nếu cần thử nghiệm va đập (QW-403.5 và QW-406.5).
-
Tất cả các biến thiết yếu khác (quy trình, vị trí, số F của chất độn, làm nóng sơ bộ, PWHT, v.v.) vẫn nằm trong phạm vi đủ điều kiện của chúng.
Trong thực tế, một PQR được thiết kế tốt cho, chẳng hạn như P-No.-1 (thép carbon) có thể hỗ trợ nhiều WPS cho các loại P-No.-1 khác nhau (ví dụ: SA-106 B, SA-516 Gr. 70, v.v.), miễn là các điều kiện trên được đáp ứng.
Khi bạn cần nhiều hơn một PQR
Bạn phải xem xét lại hoặc đủ điều kiện lại với PQR bổ sung khi:
-
Thử nghiệm va đập là bắt buộc và số nhóm thay đổi (ví dụ: Gr. 1 so với Gr. 2 đối với P-No.-1), hoặc các điều kiện cường độ / PWHT khác nhau đáng kể ngay cả trong cùng một số P.
-
Độ dày kim loại cơ bản hoặc mối hàn di chuyển ra ngoài phạm vi đủ điều kiện của PQR hiện có.
-
Mã xây dựng (ví dụ: ASME B31.3, VIII-1, v.v.) áp đặt các giới hạn nghiêm ngặt hơn so với ASME IX, đôi khi yêu cầu PQR riêng biệt cho các loại vật liệu hoặc điều kiện dịch vụ khác nhau.
Bài học thực tế
-
Cùng một số P + cùng một nhóm (nếu cần tác động) + cùng một phạm vi biến thiết yếu → một PQR thường là đủ.
-
Cùng số P nhưng nhóm / yêu cầu kiểm tra va đập / phạm vi độ dày khác nhau → bạn có thể cần thêm PQR.
Bẫy Số P: Tại sao một #PQR không phải lúc nào cũng đủ cho việc hàn
Bạn nghĩ rằng tất cả các vật liệu trong P-Số 1 đều có thể thay thế cho nhau trong quy trình hàn của bạn? Hãy suy nghĩ lại.
Một trong những phát hiện phổ biến nhất trong các cuộc kiểm toán #ASME Section IX không phải là mối hàn kém chất lượng—mà là sự không khớp tài liệu liên quan đến Số Nhóm.
Đây là thực tế kỹ thuật phân biệt một người chỉ biết làm giấy tờ với một Kỹ sư QA/QC thực thụ:
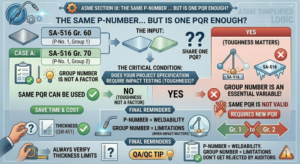
1. Nghiên cứu trường hợp: SA-516 Nhóm 60 so với Nhóm 70 📑
Cả hai loại thép này đều thuộc P-Số 1. Nhìn bề ngoài, chúng có khả năng hàn tương tự nhau. Nhưng hãy xem kỹ hơn Bảng QW/QB-422:
Cấp 60 → Nhóm 1
Cấp 70 → Nhóm 2
2. Yếu tố “Thiết yếu”: Thử nghiệm va đập ❄️🔨
Đây là điểm khác biệt. Số nhóm chỉ trở thành biến số thiết yếu khi Thử nghiệm va đập (Charpy V-Notch) là yêu cầu của quy chuẩn xây dựng (như ASME VIII Div. 1 cho dịch vụ nhiệt độ thấp).
✅ Không cần Thử nghiệm va đập? Bạn có sự linh hoạt. Cùng một #PQR thường có thể bao gồm các Số nhóm khác nhau trong cùng một P-No.
❌ Cần Thử nghiệm va đập? Số nhóm hiện đã bị khóa. Việc thay đổi từ Nhóm 1 sang Nhóm 2 yêu cầu một #PQR.mới.
3. Tại sao lại có sự phân biệt? 🤔
Số P = Khả năng hàn. Nó cho bạn biết liệu kim loại có nóng chảy và kết dính tương tự nhau dưới hồ quang hay không.
Số nhóm = Độ bền. Nó cho bạn biết kim loại chịu được ứng suất và nhiệt độ thấp như thế nào mà không bị gãy.
Xử lý nhiệt hoặc sự thay đổi độ bền có thể không làm thay đổi cách bạn hàn mối nối, nhưng chúng thay đổi đáng kể hiệu suất của mối nối đó trong điều kiện khắc nghiệt.
4. “Danh sách kiểm tra” cho lần xem xét WPS tiếp theo của bạn:
1️⃣ Tham khảo Bảng QW/QB-422: Không bao giờ đoán Số Nhóm. Đó là “Nguồn thông tin chính xác” duy nhất.
2️⃣ Kiểm tra Mã Xây dựng: Dịch vụ có yêu cầu Độ bền va đập (Notch Toughness) không?
3️⃣ Xác minh Độ dày (QW-451): Ngay cả khi Số P khớp, độ dày PQR của bạn có hỗ trợ phạm vi sản xuất của bạn không?
💡 Thông tin chi tiết cuối cùng về QA/QC:
Hầu hết các lỗi kiểm toán không xảy ra ở máy hàn; chúng xảy ra ở bàn làm việc. Hiểu được ranh giới giữa Khả năng hàn và Độ bền va đập là điều đảm bảo một dự án an toàn, tuân thủ mã.
The samecan often cover different Group Numbers within that P-No.
#ASME #SectionIX #WeldingEngineering #QAQC #WPS #PQR #PressureVessels #Inspection #OilAndGas
ASME, Mục IX, Kỹ thuật hàn, QAQC, WPS, PQR, Bình áp lực, Kiểm tra, Dầu khí
(St.)

Ý kiến bạn đọc (0)