Bài đăng gốc bên dưới
👇 👇 👇
Hầu hết mọi người không biết cách sử dụng AI đúng cách.
Đây là cách bạn có thể sử dụng AI đúng cách:
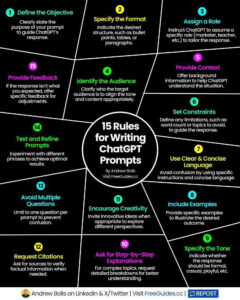
Các phương pháp hay nhất của ChatGPT:
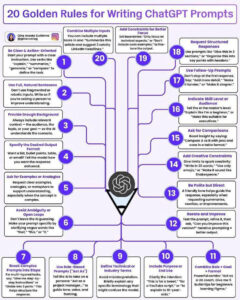
✅ Sử dụng khung nhắc nhở GRWC
✅ Sử dụng hướng dẫn tùy chỉnh về cách bạn muốn đầu ra
GPT:
✅ VideoGPT của Veed: Giúp bạn tạo video AI
✅ Consensus: Trợ lý nghiên cứu dựa trên AI
Khung nhắc nhở:
✅ ERA (Kỳ vọng, Vai trò, Hành động): Xác định kết quả mong muốn (Kỳ vọng), chỉ định vai trò mà ChatGPT nên đảm nhận (Vai trò) và nêu rõ các hành động bạn muốn ChatGPT thực hiện (Hành động).
✅ APEX (Hành động, Mục đích, Kỳ vọng): Xác định rõ ràng nhiệm vụ cụ thể cần thực hiện (Hành động), viết ra mục tiêu cơ bản đằng sau nhiệm vụ (Mục đích) và mô tả kết quả mong muốn (Kỳ vọng).
Các kỹ thuật gợi ý:
✅ Zero-Shot: Kỹ thuật này bao gồm việc cung cấp một gợi ý mà không có bất kỳ ví dụ hoặc ngữ cảnh nào trước đó.
✅ Few-Shot: Cung cấp một vài ví dụ để hướng dẫn AI tạo ra phản hồi.
Và nhiều hơn nữa được đề cập trong infographic.
Học AI miễn phí 👉 https://lnkd.in/dQdb94E8
Bài đăng tiếp theo
Nếu bạn đã từng tự hỏi: Làm thế nào để sử dụng AI?
Hãy theo dõi để tìm câu trả lời bạn đang tìm kiếm.

(St.)







Hầu hết mọi người không biết cách sử dụng AI đúng cách.
Chia sẻ tuyệt vời bởi: Matt Village