Kỹ năng chính
Nhu cầu tăng vọt đối với các năng lực cốt lõi này trong các vai trò AI năm 2026.
-
Python với các khung ML như TensorFlow, PyTorch, scikit-learn để xây dựng đường ống.
-
AI tổng quát và LLM, bao gồm kỹ thuật nhanh chóng, tinh chỉnh, hệ thống RAG.
-
MLOps, kỹ thuật dữ liệu, nền tảng đám mây (AWS) và triển khai mô hình.
-
Đạo đức AI, phát hiện thiên vị và các ứng dụng dành riêng cho lĩnh vực như NLP hoặc thị giác máy tính.
-
Kỹ năng lai giữa con người và AI: tư duy sáng tạo, khả năng thích ứng cùng với sự lưu loát về kỹ thuật.
Lộ trình học tập
Thực hiện theo cách tiếp cận theo từng giai đoạn này để có tiến độ có cấu trúc.
Bắt đầu với nền tảng: Python, toán học (đại số tuyến tính, thống kê), xử lý dữ liệu với gấu trúc và NumPy (1-3 tháng). Chuyển sang học máy (scikit-learn, XGBoost), học sâu (PyTorch/TensorFlow) và LLM (3-6 tháng). Kết thúc với việc triển khai, MLOps và đạo đức thông qua các dự án (6+ tháng).
Tài nguyên miễn phí
Tận dụng các tùy chọn miễn phí này để đào tạo thực tế.
-
Coursera: AI cho mọi người, Chuyên ngành Machine Learning của DeepLearning.AI.
-
Các khóa học vi mô Kaggle: Giới thiệu về ML, ML trung cấp, Deep Learning với sổ tay tương tác.
-
Khóa học cấp tốc Google ML, miễn phí CodeCamp AI / ML với Python.
-
Hugging Face cho LLM, GitHub cho các dự án.
Xây dựng danh mục đầu tư
Thể hiện kỹ năng thông qua các dự án có thể triển khai để thu hút nhà tuyển dụng.
-
Quy trình ML đầu cuối (ví dụ: dự đoán cổ phiếu với LSTM).
-
Ứng dụng LLM dành riêng cho miền (ví dụ: bot tài chính, hệ thống RAG trên Hugging Face).
-
Công cụ phát hiện thiên vị hoặc kiểm toán đạo đức AI.
Lưu trữ trên GitHub, triển khai qua Modal hoặc đám mây và tham gia hackathon để hiển thị. Nhắm đến 3-5 dự án thể hiện dữ liệu thực và giá trị kinh doanh.
(St.)






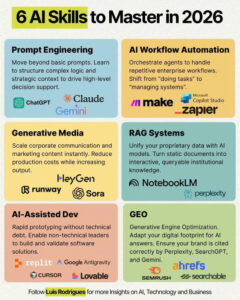
Cách xây dựng kỹ năng AI thực sự có giá trị trong năm 2026
Hầu hết chúng ta đang học AI sai cách.
Chúng ta thu thập công cụ thay vì kỹ năng.
Công cụ thay đổi nhanh chóng.
Kỹ năng mới là điều quan trọng.
Đây là những gì hiệu quả:
1. Vượt ra ngoài việc chỉ đưa ra gợi ý cơ bản.
Kỹ thuật gợi ý là về việc cấu trúc tư duy, không phải là cách diễn đạt khéo léo.
2. Học tự động hóa quy trình làm việc.
Chuyển từ việc thực hiện các nhiệm vụ sang quản lý các hệ thống vận hành chúng.
3. Hiểu về phương tiện truyền thông tạo sinh ở cấp độ doanh nghiệp.
Giá trị nằm ở tốc độ, quy mô và tính nhất quán, chứ không phải sự mới lạ.
4. Làm quen với các hệ thống RAG.
Đây là cách AI kết nối với kiến thức và tài liệu nội bộ của bạn.
5. Sử dụng phát triển hỗ trợ AI một cách chiến lược.
Bạn không cần phải lập trình mọi thứ. Bạn cần tạo nguyên mẫu nhanh chóng và xác thực ý tưởng.
6. Chú ý đến GEO.
Câu trả lời của AI đang trở thành cánh cửa chính dẫn đến thông tin. Khả năng hiển thị phụ thuộc vào cấu trúc, chứ không phải từ khóa.
Một người quản lý đã áp dụng tư duy này trong một đợt nâng cao kỹ năng cho nhóm.
Thay vì dạy mọi công cụ mới, họ tập trung vào quy trình làm việc, cấu trúc nhắc nhở và logic tự động hóa. Nhóm đã ngừng chạy theo xu hướng. Kết quả được cải thiện. Quyết định được đưa ra nhanh hơn. Năng suất tăng lên vì kỹ năng được chuyển giao giữa các công cụ. AI trong công việc cảm thấy ổn định ngay cả khi các nền tảng thay đổi. Đó là sự thay đổi mà các chuyên gia LinkedIn cần thực hiện trong năm 2026.
Tương lai không phải là về việc biết nhiều công cụ hơn.
Mà là về việc biết cách các hệ thống hoạt động.
Kỹ năng AI nào sẽ quan trọng nhất đối với bạn trong năm nay?
Tác giả: Luís Rodrigues