Các yếu tố chính để lựa chọn máy bơm ly tâm đáng tin cậy
-
Đặc điểm chất lỏng: Hiểu độ nhớt, mật độ, nhiệt độ, khả năng tương thích hóa học và hàm lượng chất rắn của chất lỏng. Máy bơm ly tâm phù hợp nhất với chất lỏng có độ nhớt thấp; chất lỏng ăn mòn hoặc mài mòn yêu cầu vật liệu và thiết kế đặc biệt để tránh hư hỏng và mài mòn.
-
Tốc độ dòng chảy và áp suất (đầu): Xác định tốc độ dòng chảy cần thiết (ví dụ: gallon mỗi phút hoặc lít trên giây) và áp suất hoặc đầu mà máy bơm phải cung cấp dựa trên lực nâng và khoảng cách thẳng đứng. Máy bơm phải đáp ứng các thông số kỹ thuật vận hành này một cách hiệu quả.
-
Đường cong hiệu suất máy bơm: Kiểm tra các đường cong của máy bơm để tìm Điểm hiệu quả tốt nhất (BEP) nơi máy bơm hoạt động hiệu quả nhất, đảm bảo tiết kiệm năng lượng và giảm mài mòn. Đồng thời kiểm tra Đầu hút tích cực ròng (NPSH) để tránh các vấn đề xâm thực.
-
Kích thước và thiết kế cánh quạt: Cánh quạt ảnh hưởng đáng kể đến lưu lượng và áp suất được tạo ra. Chọn kích thước và hình dạng cánh quạt phù hợp với yêu cầu chất lỏng và quy trình của bạn.
-
Vật liệu thi công: Máy bơm phải được chế tạo từ vật liệu tương thích với chất lỏng để chịu được sự ăn mòn và mài mòn, đảm bảo độ bền.
-
Môi trường ứng dụng: Xem xét các hạn chế về không gian, điều kiện lắp đặt, khả năng tiếp cận bảo trì và thời gian hoạt động để lựa chọn máy bơm phù hợp.
Các bước lựa chọn máy bơm ly tâm đáng tin cậy
-
Xác định yêu cầu ứng dụng: Làm rõ loại chất lỏng, tốc độ dòng chảy, nhu cầu áp suất, nhiệt độ và các yếu tố môi trường.
-
Xác định các loại máy bơm phù hợp: Máy bơm ly tâm thường phù hợp với chất lỏng có độ nhớt thấp ở tốc độ dòng chảy trung bình-cao.
-
Đánh giá đường cong máy bơm: Chọn máy bơm hoạt động gần BEP của chúng ở lưu lượng và đầu cần thiết.
-
Kiểm tra NPSH và nhu cầu điện: Đảm bảo điều kiện địa điểm đáp ứng các yêu cầu NPSH của máy bơm và mức tiêu thụ điện năng phù hợp với mục tiêu hiệu quả.
-
Đánh giá vật liệu và thiết kế: Chọn máy bơm có vật liệu và thiết kế cánh quạt phù hợp với điều kiện chất lỏng và vận hành.
-
Xem xét lắp đặt và bảo trì: Xác minh kích thước máy bơm và thiết kế phù hợp hạn chế về không gian và dễ bảo trì.
-
Thực hiện phân tích tổng chi phí sở hữu: Yếu tố chi phí ban đầu, sử dụng năng lượng và bảo trì để có độ tin cậy lâu dài.
Theo cách tiếp cận này đảm bảo máy bơm ly tâm được chọn sẽ đáng tin cậy, hiệu quả và phù hợp với dịch vụ dự kiến của nó, giảm thiểu thời gian ngừng hoạt động và chi phí vận hành.
Hadi Veyse
𝗥𝗲𝗹𝗶𝗮𝗯𝗹𝗲 𝗖𝗲𝗻𝘁𝗿𝗶𝗳𝘂𝗴𝗮𝗹 𝗣𝘂𝗺𝗽 𝗦𝗲𝗹𝗲𝗰𝘁𝗶𝗼𝗻
Paul Barringer và Ed Nelson đã trình bày các đường cong minh họa mối quan hệ giữa độ tin cậy của bơm và khoảng cách từ BEP (điểm khác biệt chính của phiên bản ông Simon Bradshaw là BEP của cánh bơm không được cắt, xem Hình I).
BEP di chuyển sang trái đến lưu lượng thấp hơn khi bơm được cắt nhưng hình dạng đầu vào của cánh bơm không thay đổi. Do đó, các thông số quan trọng của cánh bơm như lưu lượng không va chạm và thời điểm bắt đầu tuần hoàn hút cũng không thay đổi, xem Hình II. Vì vậy, chỉ riêng điều khoản 6.1.16 của API STD 610 (Bơm phải có POR từ 70% đến 120% lưu lượng BEP của bơm được trang bị. Lưu lượng định mức phải nằm trong khoảng từ 80% đến 110% lưu lượng BEP của bơm được trang bị) là không đủ để đảm bảo lựa chọn bơm đáng tin cậy.
Lưu ý khi sử dụng bơm:
• Sử dụng điểm lưu lượng định mức, hãy chọn bơm nằm trong khoảng từ 100% đến 120% giá trị BEP của bơm nếu bơm được lắp cánh bơm có đường kính tối đa (Chỉ có giá trị BEP ở đường kính cánh bơm tối đa mới thực sự quan trọng về mặt độ tin cậy).
• Kiểm tra xem điểm lưu lượng bình thường có nằm trong khoảng từ 80% đến 100% giá trị BEP của bơm khi lắp cánh bơm có đường kính tối đa hay không.
• Kiểm tra xem điểm lưu lượng bình thường có nằm trong khoảng từ 80% đến 100% giá trị BEP của bơm khi lắp cánh bơm có đường kính tối đa hay không.
• Kiểm tra xem biên độ NPSHA tại điểm BEP của bơm khi lắp cánh bơm có đường kính tối đa có cho kết quả giá trị NSS nằm trong giới hạn mong muốn hay không.
Công thức:
Độ tin cậy = exp(-t/MTBF) = exp(-λt)
λ: Tỷ lệ hỏng hóc
MTBF: Thời gian trung bình giữa các lần hỏng hóc (Tuổi thọ đặc tính Weibull, η ~MTBF)
𝟮. Điều 6.1.16 của API STD 610 quy định lưu lượng EOC được định nghĩa là 120% lưu lượng BEP. Điều 8.3.3.4.1 của API STD 610 quy định số điểm kiểm tra mà một điểm kiểm tra như vậy là “điểm lưu lượng ở cuối AOR nếu khác với điểm cuối POR”.
𝟯. Điều 6.1.16 của API STD 610 quy định rằng việc đặt ra giới hạn cho POR và vị trí lưu lượng định mức không nhằm mục đích dẫn đến việc phát triển thêm các kích thước bơm nhỏ hoặc ngăn cản việc sử dụng bơm có tốc độ riêng cao. Có thể cung cấp các bơm nhỏ được biết là hoạt động tốt ở lưu lượng thấp hơn giới hạn 70% nêu trên và các bơm có tốc độ riêng cao có thể có vùng hoạt động ưu tiên hẹp hơn vùng nêu trên, nếu phù hợp.
𝟰. ANSI/HI 9.6.3 lưu ý rằng các POR được đề xuất, xem Hình III, nên được giới hạn hơn nữa và nằm xa vùng không ổn định trong trường hợp đường cong cột áp không ổn định đối với bơm đang xét.
𝟱. Để ước tính thời điểm bắt đầu tuần hoàn hút, khuyến nghị sử dụng Công thức Warren H. Fraser 1981.
𝟲. Cánh bơm thường được thiết kế để có góc tới bằng không giữa các cánh cánh bơm đầu vào và chất lỏng tiếp cận ở một lưu lượng cụ thể (thường được gọi là lưu lượng không va chạm). Bạn có thể ước tính lưu lượng không va chạm bằng cách lấy 115% BEP cho cánh quạt có đường kính tối đa.
Xem thêm:
• https://kntn.ly/20b370dc
• API STD 610 2021
• ANSI/HI 9.6.3-2017

(St.)




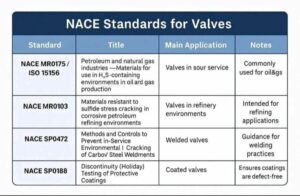

📘 Tìm hiểu về Tiêu chuẩn NACE cho Van
Trong ngành dầu khí và lọc dầu, việc lựa chọn vật liệu đóng vai trò quan trọng đối với sự an toàn, độ tin cậy và khả năng chống ăn mòn.
Dưới đây là tổng quan nhanh về các tiêu chuẩn NACE chính hướng dẫn thiết kế và thử nghiệm van:
NACE MR0175 / ISO 15156: Dành cho van trong môi trường khắc nghiệt (môi trường H2S)
NACE MR0103: Dành cho van lọc dầu chống nứt ứng suất sunfua
NACE SP0472: Thực hành hàn để ngăn ngừa nứt trong quá trình vận hành
NACE SP0188: Kiểm tra lớp phủ bảo vệ để đảm bảo bề mặt không có khuyết tật
Các tiêu chuẩn này giúp đảm bảo tuổi thọ lâu dài, độ tin cậy và an toàn trong môi trường khắc nghiệt.
#Valves #NACE #OilAndGas #QualityEngineering #MechanicalEngineering #QAQC