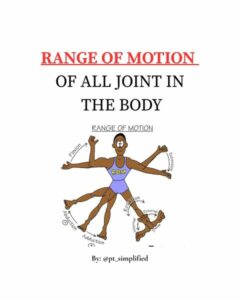
Khái niệm chung về phạm vi chuyển động
Phạm vi chuyển động đề cập đến khoảng cách và hướng mà một khớp có thể di chuyển. Các khớp khác nhau cho phép các loại chuyển động khác nhau bao gồm uốn cong, duỗi, bắt cóc, thêm, xoay, vòng quanh và các loại khác tùy thuộc vào cấu trúc của chúng.
Phạm vi chuyển động bình thường theo khớp
| Khớp | (Các) loại chuyển động | ROM điển hình (độ) |
|---|---|---|
| Cổ (cột sống cổ) | Uốn cong, mở rộng, uốn bên, xoay | 70-90, 55, 35, 70 |
| Vai (ball-and-socket) | Uốn cong, mở rộng, bắt cóc, quyến rũ, xoay | 150, 50, 150, 30, 90 (vĩ độ và trung bình) |
| Khuỷu tay (hinge + pivot) | Gập, duỗi, ngửa, ngửa | 150, 0 (phần mở rộng), 80, 80 |
| Cổ tay | Uốn cong, mở rộng, bắt cóc, thêm | 60, 60, 20, 30 |
| Tay (khớp MCP & IP) | Uốn cong, mở rộng, bắt cóc, thêm | Uốn cong MCP 80, mở rộng 30; IP flex / ext 120/120; Bắt cóc/bắt cóc khác nhau |
| Ngón tay cái | Uốn cong, mở rộng, bắt cóc, thêm | Uốn cong 60-80, Mở rộng 60-90, Bắt cóc 50, Thêm 40 |
| Hông (ball-and-socket) | Uốn cong, mở rộng, bắt cóc, quyến rũ, xoay | 100, 30, 20, 20, 60 (vĩ độ), 40 (trung bình) |
| Đầu gối (hinge) | Uốn cong, mở rộng | 0 (mở rộng hoàn toàn) – 150 (uốn cong) |
| Mắt cá chân | Gập lưng, gập chân, đảo ngược, đảo ngược | 20, 40, 30, 20 |
| Chân (khớp MTP & IP) | Uốn cong, mở rộng | uốn cong MTP 30, phần mở rộng 80; IP flex / ext 50/50 |
Ghi chú chuyển động bổ sung
-
Các khớp bóng và ổ cắm (vai, hông) cho phép chuyển động lớn nhất, bao gồm cả vòng và xoay.
-
Các khớp bản lề (đầu gối, khuỷu tay, mắt cá chân) chủ yếu cho phép uốn cong và duỗi ra.
-
Khớp xoay (khớp atlantoaxial ở cột sống cổ và khớp xương trụ gần ở cẳng tay) cho phép các chuyển động xoay như ngửa và ngửa.
-
Khớp cổ tay và bàn tay có chuyển động kép bao gồm bắt cóc/bổ sung, uốn cong/duỗi.
Bản tóm tắt này cung cấp các giá trị ROM điển hình theo độ, hữu ích để đánh giá khả năng vận động và chức năng của khớp. Sự thay đổi cá nhân tồn tại và ROM có thể bị ảnh hưởng bởi tuổi tác, chấn thương hoặc tình trạng y tế.
Nếu cần các giá trị chi tiết hơn hoặc chuyển động khớp cụ thể, điều đó có thể được khám phá thêm.
Dr Zeeshan Arif (PT)
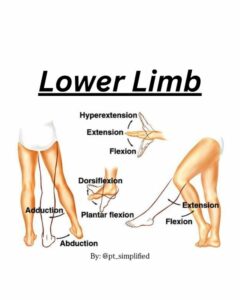
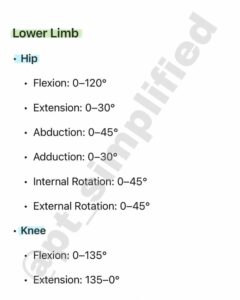
🦵 Chi dưới
Khớp hông
Phạm vi vận động bình thường
Gập 0–120°
Duỗi 0–30°
Dạng 0–45°
Khép 0–30°
Xoay trong (vào trong) 0–45°
Xoay ngoài (sang ngang) 0–45°
Khớp gối
Phạm vi vận động bình thường
Gập 0–135°
Duỗi 135–0° (một số trường hợp duỗi quá mức lên đến 10° là bình thường)
Khớp cổ chân
Phạm vi vận động bình thường
Gập mu bàn chân 0–20°
Gập gan bàn chân 0–50°
Lật trong 0–35°
Lật ngoài 0–15°
Ngón chân (khớp bàn chân ngón chân)
Phạm vi vận động bình thường
Gập 0–45°
Duỗi 0–70°
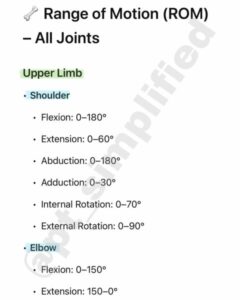
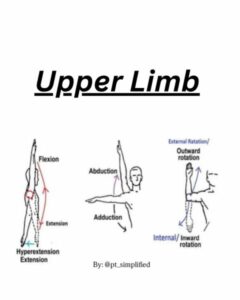
💪 Chi trên
Khớp vai
Phạm vi vận động bình thường
Gấp 0–180°
Duỗi 0–60°
Dạng 0–180°
Khép 0–30°
Xoay trong 0–70°
Xoay ngoài 0–90°
Khớp khuỷu tay
Phạm vi vận động bình thường
Gập 0–150°
Duỗi 150–0°
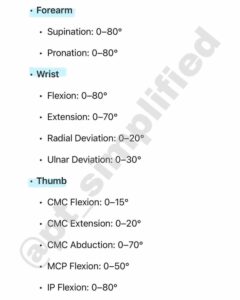
Cẳng tay
Phạm vi vận động bình thường
Lật sấp 0–80°
Sấp 0–80°
Khớp cổ tay
Phạm vi vận động bình thường
Gập 0–80°
Duỗi 0–70°
Độ lệch quay 0–20°
Độ lệch trụ 0–30°
Ngón tay (MCP, PIP, DIP)
Chuyển động bình thường của khớp Phạm vi
Gập MCP 0–90°
Duỗi MCP 0–45°
Gập PIP 0–100°
Gập DIP 0–90°
DIP Duỗi 0–10°
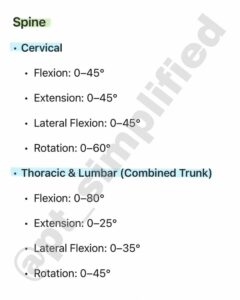
🧍♂️ Cột sống và Thân mình
Cột sống cổ
Phạm vi vận động bình thường
Gập 0–45°
Duỗi 0–45°
Gập sang bên 0–45°
Xoay 0–60°
Cột sống ngực thắt lưng
Phạm vi vận động bình thường
Gập 0–80°
Duỗi 0–30°
Gập sang bên 0–35°
Xoay 0–45°



(St.)

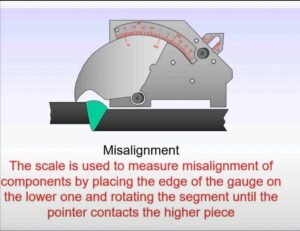
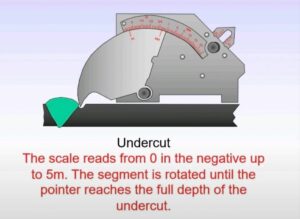
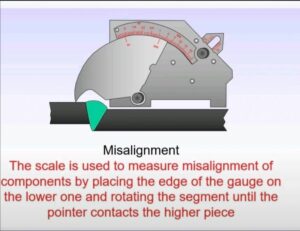




Đồng hồ đo Bridge Cam là một công cụ kiểm tra hàn đa năng được sử dụng để đo độ sâu cắt ngầm, kích thước mối hàn góc, góc mối nối và độ chính xác căn chỉnh để đảm bảo chất lượng và độ tuân thủ của mối hàn.
Sau đây là tóm tắt ngắn gọn và rõ ràng về từng chức năng của Đồng hồ đo Bridge Cam:
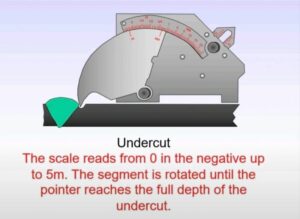
1. Undercut: Đo độ sâu của đường undercut bên cạnh mối hàn để đảm bảo nó nằm trong giới hạn cho phép.
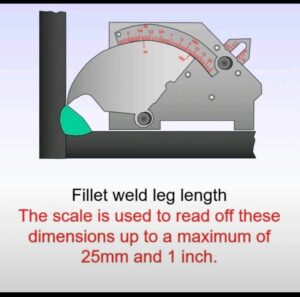
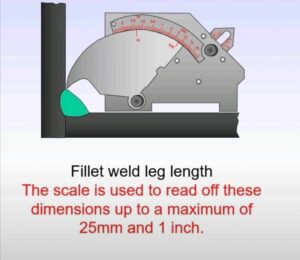
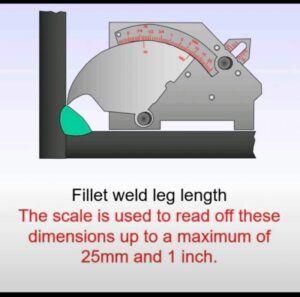
2. Chiều dài chân hàn góc: Kiểm tra kích thước của chân hàn góc, lên đến 25 mm (1 inch).
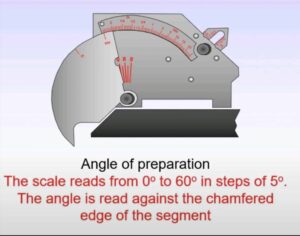
3. Góc chuẩn bị: Đo góc vát của mối hàn trước khi hàn (0°–60°).
4. Độ lệch: Xác định bất kỳ chênh lệch chiều cao hoặc sự không khớp nào giữa các thành phần được ghép nối.