Tiêu chuẩn chấp nhận kiểm tra tính toàn vẹn của mặt bích trong các tiêu chuẩn công nghiệp như ASME PCC-1 và API 6A
Tiêu chí chấp nhận ASME PCC-1
-
PCC-1 cung cấp các hướng dẫn lắp ráp và kiểm tra khớp nối mặt bích bao gồm kiểm tra trực quan và kích thước, đánh giá bề mặt miếng đệm, kiểm tra mô-men xoắn / độ căng của bu lông và kiểm tra thủy tĩnh hoặc khí nén.
-
Nó bao gồm dung sai độ phẳng mặt ngồi mặt bích cụ thể cho bề mặt ghế gas, được phân biệt cho các miếng đệm cứng và mềm.
-
Ví dụ, sự thay đổi có thể chấp nhận được về độ phẳng bề mặt mặt bích chu vi là nhỏ hơn 0,15 mm đối với miếng đệm cứng và lên đến 0,25 mm đối với miếng đệm mềm.
-
Chiều cao bề mặt vách ngăn trên mặt bích có giới hạn tối đa có thể chấp nhận được là -0,25 mm đến 0 đối với miếng đệm cứng và -0,50 mm đến 0 đối với miếng đệm mềm.
-
Đánh giá cũng xem xét độ hoàn thiện mặt bích theo tiêu chuẩn ASME B16.
Tiêu chí chấp nhận API 6A
-
Tiêu chuẩn API 6A quy định các yêu cầu kiểm tra đối với mặt bích cho thiết bị wellhead and tree, với các tiêu chí kiểm tra lớp phủ mối hàn, tính toàn vẹn của mối hàn và xác minh tính chất vật liệu.
-
Nó yêu cầu kiểm tra mối hàn trực quan 100% ở nơi có thể tiếp cận gốc, với các giới hạn chấp nhận gắn liền với kích thước khuyết tật — ví dụ: không có chỉ báo liên quan với kích thước chính lớn hơn 5 mm (3/16 inch).
-
Thử nghiệm vật liệu và mối hàn phải tuân thủ các tiêu chí thiết kế và thử nghiệm API bao gồm kiểm tra siêu âm và tiêu chí độ cứng.
-
Trọng tâm là đảm bảo tính toàn vẹn cơ học thông qua thử nghiệm vật liệu và mối nối, bao gồm NDE thể tích (kiểm tra không phá hủy) và thử nghiệm mối hàn uốn cong có hướng dẫn theo ASME BPVC Phần IX.
Tóm lại, ASME PCC-1 tập trung các tiêu chí chấp nhận của mình chủ yếu xung quanh độ phẳng mặt bích, kiểm tra trực quan và thử nghiệm cơ học trong giới hạn dung sai được xác định rõ ràng, đặc biệt là đối với bề mặt miếng đệm. API 6A nhấn mạnh tính toàn vẹn của mối hàn, tuân thủ tính chất vật liệu và kiểm tra mối hàn với các tiêu chí cụ thể về kích thước khuyết tật và tần suất thử nghiệm. Cả hai mã đều không thể thiếu để đảm bảo tính toàn vẹn của mối nối mặt bích trong các ứng dụng công nghiệp, đặc biệt là trong dầu khí.
Nếu cần các tiêu chí hoặc bảng số chi tiết hơn, có thể cung cấp thêm trích xuất từ các tiêu chuẩn này.
Bilal Arif ®
Tiêu chuẩn chấp nhận kiểm tra tính toàn vẹn của mặt bích được tìm thấy trong các tiêu chuẩn công nghiệp như ASME PCC-1 và API 6A, trong đó cung cấp các thông số cụ thể về hư hỏng chấp nhận được (như trầy xước, vết lõm và ăn mòn) trên bề mặt đệm gioăng, bao gồm các giới hạn về độ sâu, chiều dài và vị trí của chúng. Các tiêu chí cũng bao gồm việc đánh giá độ thẳng hàng của mặt bích, tình trạng của bu lông và gioăng, và độ dày của bề mặt nhô lên. Việc chấp nhận phụ thuộc vào việc các khuyết tật có đáp ứng các giới hạn của quy chuẩn cho loại mặt bích và gioăng cụ thể hay không, với các lỗi thường dẫn đến việc sửa chữa hoặc thay thế.
Các khía cạnh chính của Tiêu chuẩn Chấp nhận
Tình trạng Mặt bích:
Tập trung vào các bề mặt bịt kín và bao gồm các tiêu chí về:
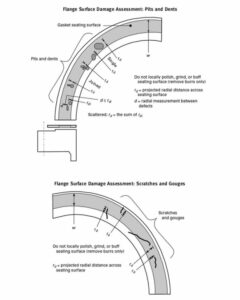
Độ sâu và Chiều dài Khuyết tật: Giới hạn về chiều dài chiếu xuyên tâm (rd) và độ sâu (td) của các khuyết tật như vết xước, vết lõm và vết rỗ.
Vị trí: Giới hạn khuyết tật thường được giới hạn ở chiều rộng đệm gioăng (w) để ngăn ngừa rò rỉ.
Chiều rộng Đệm gioăng: Khu vực mà gioăng bịt kín, với các yêu cầu cụ thể về chiều rộng (w).
Căn chỉnh Mặt bích:
Kiểm tra xem các mặt bích có song song và nằm chính giữa không, với dung sai cho khe hở hoặc độ xoay.
Tình trạng Gioăng và Bu lông:
Đánh giá xem gioăng có bị xuống cấp hay bu lông có dấu hiệu bị ăn mòn hoặc hư hỏng không, vì những điều này có thể ảnh hưởng đến tính toàn vẹn của mối nối.
Độ dày Mặt nhô lên:
Kiểm tra xem mặt nhô lên có đủ độ dày (t) hay không, với các giá trị tối thiểu được quy định bởi quy chuẩn.
Tiêu chuẩn và Quy chuẩn Liên quan
ASME PCC-1:
Cung cấp hướng dẫn chi tiết về lắp ráp mặt bích bu lông và các tiêu chí cụ thể về khuyết tật bề mặt mặt bích dựa trên các phép đo chiều dài, độ sâu và vị trí khuyết tật.
API 6A:
Quy định các yêu cầu đối với đầu giếng và thiết bị sản xuất, bao gồm các tiêu chí về tính toàn vẹn của mặt bích.
Quy trình Kiểm tra
1. Kiểm tra Trực quan:
Thực hiện kiểm tra trực quan kỹ lưỡng để phát hiện bất kỳ khuyết tật nào, chẳng hạn như vết nứt, ăn mòn, vết lõm và vết sẹo rèn.
2. Đo lường:
Sử dụng các công cụ để đo độ sâu, chiều dài và chiều rộng của khuyết tật tại vùng tiếp xúc của gioăng.
3. Đánh giá:
So sánh các giá trị đo được với các tiêu chí chấp nhận từ các tiêu chuẩn liên quan (ví dụ: ASME PCC-1).
4. Quyết định:
Chấp nhận: Nếu khuyết tật nằm trong giới hạn cho phép.
Từ chối: Nếu khuyết tật vượt quá giá trị quy định của tiêu chuẩn, cho thấy khả năng rò rỉ hoặc hỏng hóc.
Sửa chữa/Thay thế: Các lỗi không thể sửa chữa có thể yêu cầu làm lại mặt bích, ốp lại hoặc thay thế toàn bộ mặt bích.
#ASMEPCC1
#FLANGE
#ASME
#INSPECTION
#DAMAGE
#ASSESSMENT
#PITS #DENTS
#SCRATCH #GOUGES
#ACCEPTANCE
ASME PCC1, MẶT BÍCH, ASME, KIỂM TRA, HƯ HẠI, ĐÁNH GIÁ, LỖ RÒ, VẾT LỖ, VẾT XƯỚC, VẾT RĂNG, CHẤP NHẬN
Bilal Arif ®
(St.)