Ba trụ cột của quản lý an toàn cung cấp một khuôn khổ nền tảng để các tổ chức chủ động giảm thiểu rủi ro và thúc đẩy văn hóa an toàn. Trong khi các biến thể tồn tại giữa các ngành (như mô hình bốn trụ cột của hàng không), các mô hình ba trụ cột phổ biến nhấn mạnh khả năng lãnh đạo, quy trình chủ động và các yếu tố hành vi.
Mô hình ba trụ cột phổ biến
Một cách tiếp cận được tham khảo rộng rãi nhấn mạnh Thái độ, Hành vi và Cam kết là trụ cột cốt lõi.
-
Thái độ thúc đẩy sự cảnh giác chủ động và nhận thức về mối nguy hiểm của người lao động.
-
Hành vi chuyển tư duy thành hành động hàng ngày, như tuân theo các giao thức.
-
Cam kết, được dẫn dắt bởi ban lãnh đạo, đảm bảo đầu tư liên tục và củng cố văn hóa.
Khung thay thế
Quản lý an toàn thực phẩm sử dụng Thực hành tốt, Kiểm soát mối nguy và Cam kết quản lý.
-
Thực hành tốt bao gồm các tiêu chuẩn vệ sinh và sản xuất.
-
Kiểm soát mối nguy tập trung vào việc xác định rủi ro.
-
Cam kết quản lý xây dựng văn hóa dựa trên rủi ro.
Lợi ích ứng dụng
Các trụ cột này tích hợp để giảm thiểu sự cố thông qua sự ủng hộ của lãnh đạo, xử lý rủi ro có hệ thống và sự tham gia liên tục của nhân viên. Ví dụ, các hệ thống đẳng cấp thế giới ưu tiên tuân thủ cùng với sự thay đổi văn hóa để có kết quả bền vững.
Chia sẻ

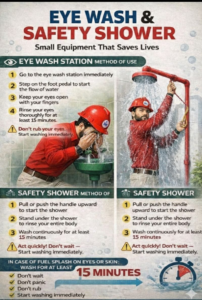


🛑 Mạnh mẽ Công tác chuẩn bị và ứng phó khẩn cấp đảm bảo các cuộc diễn tập giả định hiệu quả, kế hoạch sơ tán, an toàn phòng cháy chữa cháy và sẵn sàng sơ cứu trong các tình huống khẩn cấp. 🚨🧯
#SafetyManagementSystem #WorkplaceSafety #HSE #ISO45001 #ConstructionSafety #EmergencyPreparedness #PPE #ElectricalSafety #IndustrialSafety🦺 Trang thiết bị bảo hộ cá nhân (PPE) và các tiện nghi phúc lợi phù hợp, bao gồm kiểm tra, vệ sinh và các quy định về sức khỏe người lao động, tạo ra một nơi làm việc an toàn và tuân thủ quy định. 👷♂️💧
⚡ Quản lý thiết bị, dụng cụ và điện an toàn với kiểm tra thường xuyên, chứng nhận TPI và quy trình LOTO giúp ngăn ngừa tai nạn và nguy hiểm. 🔧📋
🛡️ Xây dựng một Hệ thống Quản lý An toàn mạnh mẽ để tăng cường tuân thủ, giảm rủi ro và bảo vệ lực lượng lao động của bạn. 🚀
Hệ thống Quản lý An toàn, An toàn Nơi làm việc, HSE, ISO 45001, An toàn Xây dựng, Chuẩn bị Khẩn cấp, PPE, An toàn Điện, An toàn Công nghiệp