Sự phát triển và phát tán vi khuẩn Legionella



Sự phát triển và phát tán vi khuẩn Legionella Legionella liên quan đến các tương tác phức tạp với điều kiện môi trường và sinh vật chủ, cũng như các cơ chế lây lan chủ yếu qua nước dạng khí dung.
-
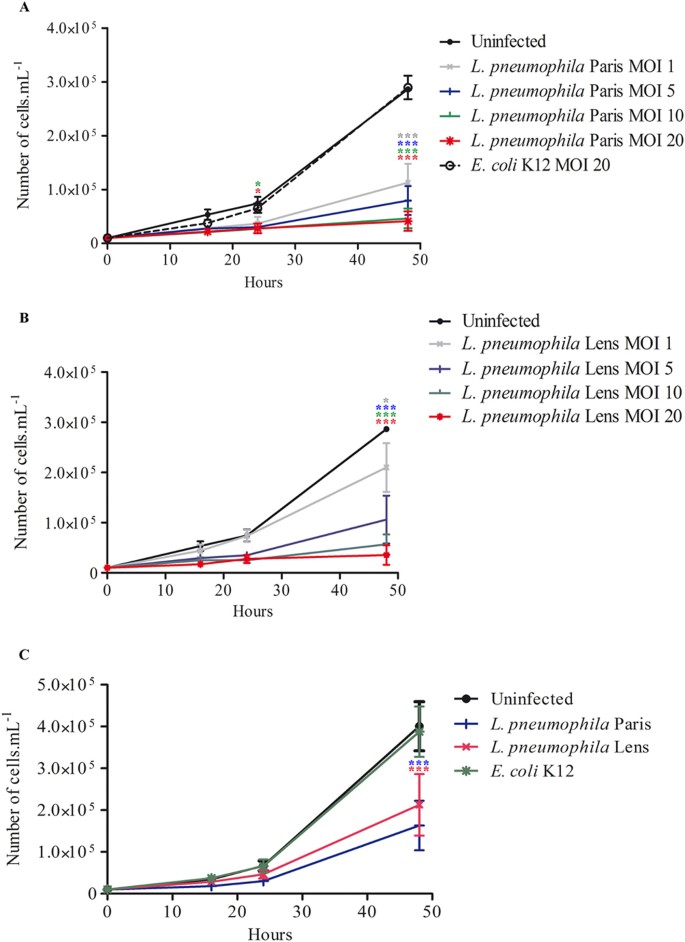
: Legionella pneumophila sinh sôi nảy nở như một ký sinh trùng nội bào trong một số động vật nguyên sinh, chẳng hạn như Tetrahymena pyriformis holotrich có lông mao, đặc biệt là ở nhiệt độ khoảng 35°C. Sự sao chép nội bào này có thể làm tăng đáng kể quần thể Legionella, từ hàng trăm đến hàng chục nghìn tế bào trên mỗi ml trong quá trình đồng nuôi cấy trong một tuần. Legionella không sinh sôi chỉ trong nước vô trùng mà cần động vật nguyên sinh vật chủ để tăng sinh15.
-
: Legionella cũng phát triển mạnh trong màng sinh học, nơi nó phát triển cộng sinh với các vi khuẩn và tảo thủy sinh khác. Những mối quan hệ này cung cấp chất dinh dưỡng và bảo vệ khỏi các chất khử trùng như clo và chất diệt khuẩn, tăng cường sự sống sót và sinh sôi của Legionella trong hệ thống nước5.
-
: Legionella phát triển trong nước ngọt và tù đọng, với sự tăng sinh tối ưu xảy ra trong môi trường nước ấm (thường từ 20°C đến 50°C). Các yếu tố thúc đẩy tăng trưởng bao gồm sự hiện diện của màng sinh học, mức độ khử trùng không đủ và lưu lượng nước thấp hoặc ứ đọng36.
-
: Con đường chính của việc lây truyền Legionella sang người là thông qua việc hít phải các giọt nước dạng khí dung có chứa vi khuẩn. Bình xịt có thể được tạo ra bởi các hệ thống và thiết bị nước khác nhau như vòi hoa sen, tháp giải nhiệt, bồn tắm nước nóng, đài phun nước trang trí và quy trình sục khí trong các nhà máy xử lý nước thải (WWTP)328.
-
Nhà : Sục khí trong nhà máy thoát nước thải là một yếu tố nguy cơ đáng kể đối với phát thải Legionella, vì nó tạo ra các bình xịt có thể lây lan vi khuẩn trên khoảng cách vượt quá 3 km. Nồng độ cao của Legionella (≥10^6 CFU/L) trong bể sục khí và nước thải làm tăng nguy cơ phơi nhiễm. Ma trận rủi ro đã được phát triển để đánh giá và ưu tiên WWTP để giám sát Legionella dựa trên các yếu tố như loại sục khí và nồng độ vi khuẩn2.
-
: Legionella cũng có thể phát triển trong các thùng chứa chất lỏng cần gạt nước kính chắn gió của xe nếu đổ đầy nước thay vì chất lỏng tẩy rửa thích hợp, gây ra một nguồn phơi nhiễm ít được biết đến hơn3.
Legionella sinh sôi chủ yếu bằng cách sao chép nội bào trong vật chủ động vật nguyên sinh và màng sinh học trong môi trường nước ấm, tù đọng. Sự phát thải của nó xảy ra chủ yếu thông qua các giọt nước dạng khí dung được tạo ra bởi hệ thống nước do con người tạo ra, với tháp giải nhiệt và sục khí nước thải là những nguồn đáng chú ý. Các biện pháp kiểm soát tập trung vào việc duy trì hệ thống nước để ngăn chặn sự hình thành màng sinh học, kiểm soát nhiệt độ, đảm bảo khử trùng đầy đủ và giảm thiểu sự phát sinh bình xịt.
Sự hiểu biết này rất quan trọng để ngăn ngừa bệnh Legionnaires và các bệnh nhiễm trùng liên quan do phơi nhiễm Legionella12356.














**Xem xét lại việc giám sát vi khuẩn Legionella: Tại sao các nhà máy xử lý nước thải xứng đáng được chú ý nhiều hơn**
Bạn có biết Nhà máy xử lý nước thải (WWTP) là điểm nóng tiềm ẩn cho sự phát triển và phát tán vi khuẩn Legionella không? Nhiệt độ ấm, vật chất hữu cơ và các vùng ứ đọng trong các bể sục khí và máy phân hủy tạo ra môi trường hoàn hảo cho sự phát triển. Thêm vào đó là các quy trình khuấy trộn và sục khí—và đột nhiên, bạn có các hạt khí dung sinh học có thể mang vi khuẩn Legionella vào không khí mà công nhân hít thở.
Vậy, làm thế nào để chúng ta phát hiện và quản lý mối đe dọa vô hình này?
✅ Chiến lược lấy mẫu: Nhắm mục tiêu vào các khu vực có nguy cơ cao—bùn, bể sục khí và màng sinh học. Kết hợp lấy mẫu nước và không khí để có bức tranh toàn cảnh.
✅ Phương pháp phát hiện: Nuôi cấy vẫn là tiêu chuẩn vàng, nhưng PCR và xét nghiệm miễn dịch cung cấp thông tin chi tiết nhanh hơn khi thời gian là yếu tố quan trọng.
✅ Các yếu tố rủi ro: Nhiệt độ (25–45°C), màng sinh học, cơ sở hạ tầng cũ kỹ và sai sót trong bảo trì đều góp phần.
✅ Đánh giá và quản lý rủi ro: Giám sát thường xuyên, lập bản đồ rủi ro và xem xét dữ liệu lịch sử có thể đánh dấu các vùng nguy hiểm trước khi xảy ra dịch.
✅ Biện pháp kiểm soát: Sử dụng thuốc diệt khuẩn có mục tiêu, duy trì độ pH và nhiệt độ tối ưu và bảo vệ người lao động bằng PPE và biện pháp kiểm soát phơi nhiễm phù hợp.
Những tác động vượt ra ngoài ranh giới hàng rào—khí dung sinh học có thể trôi dạt đến các cộng đồng xung quanh. Đã đến lúc phải nghiêm túc thực hiện các chương trình giám sát Legionella tại WWTP.
#Legionella #WastewaterSafety #EnvironmentalHealth #InfectionControl #IndustrialHygiene #OccupationalHealth #EHS #PublicHealth #Bioaerosols
Legionella, An toàn nước thải, Sức khỏe môi trường, Kiểm soát nhiễm trùng, Vệ sinh công nghiệp, Sức khỏe nghề nghiệp, EHS, Sức khỏe cộng đồng, Bioaerosols
🌎 www.moldbacteria.com
📸 @moldbacteria