5S + An toàn + Tinh thần = 7S đề cập đến phương pháp sản xuất tinh gọn mở rộng được xây dựng dựa trên hệ thống 5S ban đầu bằng cách thêm hai yếu tố chính: An toàn và Tinh thần (hoặc Tinh thần đồng đội).
Nguyên tắc cốt lõi 5S
5S nền tảng xuất phát từ các thực hành của Nhật Bản (Seiri, Seiton, Seiso, Seiketsu, Shitsuke), được dịch là:
-
Sắp xếp: Loại bỏ các mục không cần thiết khỏi không gian làm việc.
-
Đặt theo thứ tự: Sắp xếp các công cụ và vật liệu để dễ dàng truy cập.
-
Tỏa sáng: Vệ sinh và kiểm tra nơi làm việc thường xuyên.
-
Chuẩn hóa: Thiết lập các quy trình nhất quán cho ba S đầu tiên.
-
Duy trì: Duy trì kỷ luật thông qua đào tạo và kiểm toán.
Các yếu tố được thêm vào
An toàn (6th S) tập trung vào xác định mối nguy hiểm, đào tạo khẩn cấp, sử dụng PPE và phòng ngừa tai nạn để tạo ra một môi trường an toàn.
Spirit (7th S) thúc đẩy tinh thần đồng đội, tinh thần, hợp tác và văn hóa tích cực thông qua các cuộc họp nhóm, động lực và quyền sở hữu.
Lợi ích
Khuôn khổ 7S này nâng cao hiệu quả, giảm lãng phí (Muda), tăng năng suất và cải thiện sức khỏe tổng thể tại nơi làm việc ngoài tổ chức cơ bản.
Kiểm toán tại chỗ đang che giấu lỗ hổng này.
Một công trường bừa bộn không chỉ trông tệ.
Nó gây chết người.
Và những công trường có nhiều sự cố suýt xảy ra nhất? Tất cả đều có một điểm chung.
Bừa bộn. Rối loạn. Không có hệ thống.
Hầu hết các nhóm nghĩ rằng việc dọn dẹp chỉ là quét nhanh trước khi kiểm toán. Không phải vậy.
Dọn dẹp là tuyến phòng thủ đầu tiên của bạn chống lại các sự cố.
Đó chính là nơi Phương pháp 7S thay đổi mọi thứ.
Nó không phải là một danh sách kiểm tra. Nó là một văn hóa.
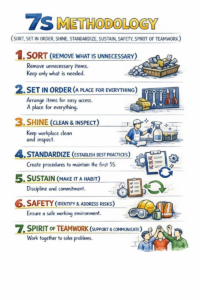
💡Đây là cách nó hoạt động:
1. Phân loại — Loại bỏ những thứ không thuộc về nơi này. 1. Chỉ giữ lại những thứ cần thiết tại chỗ.
2. Sắp xếp ngăn nắp — Mọi thứ đều có chỗ của nó. Dụng cụ được đặt ở nơi công nhân có thể tìm thấy nhanh chóng.
3. Làm sạch — Lau chùi và kiểm tra cùng nhau. Việc làm sạch sẽ phát hiện ra những mối nguy hiểm tiềm ẩn.
4. Chuẩn hóa — Xây dựng các quy trình có thể áp dụng lâu dài. Không phải là những sửa chữa nhất thời. Cần có các hệ thống có thể lặp lại.
5. Duy trì — Biến nó thành thói quen hàng ngày. Kỷ luật luôn hiệu quả hơn động lực.
6. An toàn — Xác định và giải quyết các rủi ro. Lồng ghép nó vào mọi bước, không chỉ bước thứ sáu.
7. Tinh thần làm việc nhóm — Mọi người đều có trách nhiệm. An toàn không phải là việc của một người. Đó là việc của cả nhóm.
💡Đây là điều mà hầu hết các công trường làm sai —
Họ thực hiện 5S, đánh dấu vào ô tuân thủ và dừng lại ở đó.
Nhưng bước 6 và 7 mới là nơi mà sự an toàn thực sự tồn tại.
An toàn được lồng ghép vào quy trình. Các nhóm thực sự giao tiếp với nhau.
Đó là điều phân biệt một công trường không có tai nạn với một công trường đang chờ đợi sự cố.
Phương pháp 7S biến những công trường xây dựng hỗn loạn thành những địa điểm đạt tiêu chuẩn kiểm định mà không gây hoang mang.
Không phải vì họ dọn dẹp. Mà vì họ đã xây dựng một hệ thống.
💡Một bài học rút ra:
Hãy bắt đầu với việc phân loại. Đi khảo sát công trường của bạn ngay hôm nay. Loại bỏ ba thứ không nên có ở đó. Đó là điểm khởi đầu của bạn cho phương pháp 7S.
Công trường của bạn gặp khó khăn nhất ở bước nào trong quy trình 7S? Hãy chia sẻ bên dưới — chúng ta cùng nhau giải quyết vấn đề.
Hãy để lại bình luận. Chúng ta cùng học hỏi lẫn nhau.
Chia sẻ kinh nghiệm của bạn bên dưới. Cuộc trò chuyện này thực sự có thể giúp ích cho ai đó.
#SiteSafety #EHSLeadership #ZeroHarm #ConstructionSafety #WorkplaceSafety
An toàn công trường, Lãnh đạo EHS, Không tai nạn, An toàn xây dựng, An toàn nơi làm việc
Chia sẻ






5S + An toàn + Tinh thần = 7S
Chúng ta đều biết 5S tạo ra trật tự.
Nhưng chỉ trật tự thôi thì chưa đủ để tạo nên sự xuất sắc.
Thêm An toàn — vì kỷ luật mà không có sự bảo vệ là chưa hoàn thiện.
Thêm Tinh thần — vì hệ thống mà không có trách nhiệm sẽ không bền vững.
Giờ đây bạn đã vượt qua giai đoạn dọn dẹp.
Bạn đã xây dựng được một nền văn hóa.
7S = Hệ thống Xuất sắc Nơi làm việc
✔ Tổ chức để vận hành trơn tru
✔ An toàn ngay từ khâu thiết kế
✔ Được thúc đẩy bởi con người
✔ Được dẫn dắt bằng mục đích
Khi lãnh đạo mang tinh thần vào hệ thống, sự tuân thủ sẽ trở thành cam kết.
Sự xuất sắc không bao giờ là ngẫu nhiên. Nó được cấu trúc, bảo vệ và truyền cảm hứng.
#7S #5S #SafetyCulture #OperationalExcellence #LeadershipThroughPurpose #LeanMindset #ContinuousImprovement #HumanCentricLean #WorkplaceSafety #KaizenCulture #HSE #ManufacturingExcellence
7S, 5S, Văn hóa An toàn, Xuất sắc trong Vận hành, Lãnh đạo Thông qua Mục đích, Tư duy Tinh gọn, Cải tiến Liên tục, Tinh gọn Tập trung vào Con người, An toàn Nơi làm việc, Văn hóa Kaizen, HSE, Xuất sắc trong Sản xuất