Bể nước chữa cháy NFPA 22

NFPA 22 là tiêu chuẩn của Hiệp hội Phòng cháy chữa cháy Quốc gia đặt ra các yêu cầu đối với việc thiết kế, xây dựng, lắp đặt và bảo trì các bể chứa nước được sử dụng đặc biệt cho phòng cháy chữa cháy125. Những điểm chính về bể chứa nước chữa cháy NFPA 22 bao gồm:
-
: Bể chứa phải được thiết kế để chịu được tải trọng sống, chết, gió, tuyết và địa chấn theo tiêu chuẩn NFPA 22 và ASCE 7, đồng thời đáp ứng Loại rủi ro IV theo Bộ luật Xây dựng Quốc tế để đảm bảo độ tin cậy trong các sự kiện khắc nghiệt5.
-
Phụ : Các bể chứa phải bao gồm các phụ kiện cần thiết và duy trì lượng nước có thể sử dụng theo NFPA 13, NFPA 1142 hoặc các quy tắc phòng cháy chữa cháy địa phương, được thiết kế bởi một kỹ sư phòng cháy chữa cháy được cấp phép5.
-
: Đối với các bể chứa không được đề cập rõ ràng trong NFPA 22, các nhà sản xuất phải chứng minh tính tương đương bằng cách gửi các tính toán cấu trúc chi tiết và tài liệu thiết kế phòng cháy chữa cháy cho Cơ quan có thẩm quyền (AHJ)57.
-
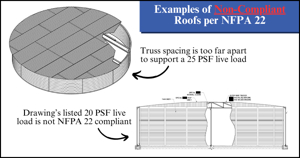
: Mái có độ dốc nhỏ hơn 30 độ phải chịu tải trọng đồng đều là 25 lb / ft²; Bể cũng phải xử lý trọng lượng nước và hiệu ứng lắc lư một cách an toàn5.
-
: Cần có một gói toàn diện bao gồm tính toán thiết kế kết cấu (được đóng dấu bởi kỹ sư kết cấu được cấp phép) và tài liệu thiết kế phòng cháy chữa cháy (do kỹ sư phòng cháy chữa cháy đóng dấu) để được phê duyệt5.
-
: Bể chứa phải được đổ đầy nước, duy trì mức thấp hơn không quá 4 inch so với mức dịch vụ cứu hỏa được chỉ định để đảm bảo sẵn sàng6.
Tóm lại, NFPA 22 đảm bảo các bể chứa nước chữa cháy có cấu trúc chắc chắn và được trang bị đúng cách để cung cấp nước một cách đáng tin cậy cho phòng cháy chữa cháy. Tuân thủ liên quan đến kỹ thuật và tài liệu nghiêm ngặt được các cơ quan chức năng xem xét để xác nhận tính an toàn và chức năng15.






• Bồn nước chữa cháy là gì?
Bồn nước chữa cháy là một bồn chứa chuyên dụng được thiết kế để chứa nước chỉ dành cho mục đích chữa cháy. Bồn cung cấp nước cho máy bơm chữa cháy, sau đó phân phối nước thông qua hệ thống phòng cháy chữa cháy, đảm bảo chữa cháy nhanh chóng và hiệu quả.
• Vật liệu bể nước chữa cháy thông thường (NFPA 22 – 4.2)
Bể nước chữa cháy phải được chế tạo từ vật liệu bền, không ăn mòn để đảm bảo độ tin cậy lâu dài.
NFPA 22 phác thảo các vật liệu sau:
☑️ Bể thép (Mục 4.3, 4.4) – Bể thép hàn hoặc bu lông rất phổ biến do độ bền và độ chắc chắn của chúng.
☑️ Bể bê tông (Mục 4.5) – Bể bê tông cốt thép có độ bền cao và khả năng chống chịu với các yếu tố
môi trường.
☑️ Bể sợi thủy tinh (Mục 4.9) – Chống ăn mòn và nhẹ, lý tưởng cho một số ứng dụng nhất định.
☑️ Bể gỗ (Mục 4.8) – Được sử dụng trong các công trình cụ thể, thường được xử lý để chống cháy và chống nước.
• Các thành phần chính của bể nước chữa cháy (NFPA 22- Chương 14)
☑️Van điều khiển phao tự động – Điều chỉnh mức nước để duy trì dung tích bể.
☑️Cổng xả tràn bể – Ngăn ngừa tràn nước bằng cách cho phép nước thừa thoát ra.
☑️Tấm xoáy (Mục 14.2.13) – Ngăn ngừa không khí bị cuốn vào và đảm bảo hút nước vào máy bơm chữa cháy một cách trơn tru.
☑️Giếng ống & Đường ống cấp nước – Đảm bảo nước được nạp vào và bổ sung đầy đủ.
☑️Khoảng cách tối thiểu (6 in., Mục 14.2.13.3) – NEPA
22 yêu cầu khoảng cách tối thiểu giữa ống hút và sàn bể để ngăn ngừa cặn lắng.
• Tại sao bể nước chữa cháy lại quan trọng?
☑️Đảm bảo nguồn cung cấp nước đáng tin cậy – Cung cấp nguồn nước chuyên dụng để chữa cháy.
☑️Tuân thủ NFPA – Bể chữa cháy phải tuân thủ các tiêu chuẩn NFPA 22 để đảm bảo hoạt động bình thường.
☑️Ngăn ngừa tình trạng thiếu nước – Lưu trữ đủ nước để đáp ứng các yêu cầu về lưu lượng thiết kế của hệ thống.
☑️Hỗ trợ máy bơm chữa cháy – Đảm bảo máy bơm nhận được luồng nước ổn định mà không có túi khí hoặc nguy cơ tạo lỗ rỗng.
☑️Hoạt động ở các khu vực xa xôi – Thiết yếu đối với các tòa nhà có nguồn cung cấp nước của thành phố không đủ hoặc không đáng tin cậy.
• Yêu cầu về bể nước chữa cháy theo NFPA 22
• Bể nước chữa cháy phải được thiết kế dựa trên nhu cầu phòng cháy chữa cháy của tòa nhà (NFPA 22 – Chương 4).
• Bể phải có hệ thống đầu vào, đầu ra, tràn và thoát nước thích hợp để duy trì hiệu quả.
• Phải lắp đặt các tấm chống xoáy (Mục 14.2.13) tại cửa hút để ngăn ngừa nhiễu loạn và túi khí.
• Bồn chứa phải có khoảng hở tối thiểu để đảm bảo rác và cặn không xâm nhập vào đường ống hút của máy bơm.