Phân loại kim loại hàn của AWS: Hướng dẫn cơ bản
Những điều cơ bản về phân loại kim loại và điện cực của AWS
Sổ tay cuối cùng về hàn kim loại phụ | Nhà máy sắt Capitol
Phân loại kim loại phụ AWS: Hướng dẫn cơ bản
Hệ thống phân loại kim loại phụ của Hiệp hội Hàn Hoa Kỳ (AWS) là một khuôn khổ tiêu chuẩn hóa cung cấp thông tin quan trọng về kim loại phụ hàn. Hệ thống này đảm bảo tính nhất quán về thành phần hóa học, tính chất cơ học và khả năng sử dụng giữa các nhà sản xuất, giúp người vận hành hàn chọn kim loại phụ thích hợp cho các ứng dụng cụ thể.
Các khía cạnh chính của phân loại kim loại phụ AWS
Phân loại AWS được thiết kế để cung cấp thông tin chi tiết về khả năng sử dụng và hiệu suất của kim loại độn. Dưới đây là các chỉ số chính có trong phân loại AWS:
-
Loại sản phẩm: Xác định xem kim loại phụ là điện cực dính, dây rắn hay dây hình ống12.
-
Vị trí sử dụng: Chỉ định các vị trí hàn (ví dụ: phẳng, dọc) phù hợp với kim loại phụ12.
-
Phân loại cường độ: Cho biết độ bền kéo của kim loại hàn2.
-
Thành phần hóa học: Cung cấp thông tin chi tiết về các nguyên tố hợp kim và mức hydro khuếch tán12.
Thông số kỹ thuật chung của AWS
Phân loại AWS khác nhau tùy thuộc vào loại quy trình hàn và vật liệu. Dưới đây là một số thông số kỹ thuật nổi bật:
Kim loại phụ thép cacbon
-
AWS A5.1: Bao gồm các điện cực thép carbon cho hàn hồ quang kim loại được che chắn (SMAW). Ví dụ: E7018, trong đó:
-
“E” là viết tắt của điện cực.
-
“70” cho biết độ bền kéo là 70.000 psi.
-
“1” biểu thị khả năng sử dụng tất cả các vị trí.
-
“8” đề cập đến lớp phủ hydro thấp23.
-
AWS A5.18: Bao gồm dây và thanh rắn để hàn hồ quang kim loại khí (GMAW) và hàn hồ quang vonfram khí (GTAW). Ví dụ: ER70S-3:
-
“ER” biểu thị điện cực / thanh.
-
“70” đề cập đến độ bền kéo.
-
“S” biểu thị dây rắn13.
-
AWS A5.20: Tập trung vào dây lõi thông lượng cho hàn hồ quang lõi thông lượng (FCAW). Ví dụ: E70T-1X:
-
“E” là viết tắt của điện cực.
-
“70” cho biết độ bền kéo.
-
“T” có nghĩa là dây hình ống.
-
Các ký hiệu bổ sung như “C / M” chỉ định khả năng tương thích của khí bảo vệ (CO₂ hoặc khí hỗn hợp) và “H” cho biết mức hydro khuếch tán12.
Kim loại độn thép không gỉ
-
AWS A5.9: Bao gồm kim loại độn bằng thép không gỉ cho các quy trình khác nhau. Ví dụ bao gồm ER308L cho thép không gỉ austenit 300 series và ER316L để tăng cường khả năng chống ăn mòn3.
Kim loại nhôm độn
-
AWS A5.10: Bao gồm kim loại phụ cho hợp kim nhôm. Ví dụ:
-
ER4043: Thích hợp cho hợp kim nhôm không xử lý nhiệt.
-
ER5356: Được thiết kế cho hợp kim nhôm-magiê3.
Kim loại phụ hợp kim niken và đồng
-
AWS A5.14: Hợp kim dựa trên niken cho các ứng dụng như hàng không vũ trụ và xử lý hóa chất.
-
AWS A5.7: Hợp kim làm từ đồng được sử dụng trong các ngành công nghiệp chuyên biệt3.
Ký hiệu tùy chọn
Một số phân loại nhất định bao gồm các ký hiệu tùy chọn cung cấp thông tin bổ sung:
-
Yêu cầu quân sự: Một số điện cực có ký hiệu “M” cho biết việc tuân thủ các tiêu chuẩn quân sự1.
-
Độ dẻo dai: Ký hiệu “J” cho biết độ dẻo dai được cải thiện với các đặc tính CVN ở nhiệt độ thấp2.
-
Độ nhạy đầu vào nhiệt: Ký hiệu “D” hoặc “Q” chỉ định hiệu suất trong các điều kiện nhiệt đầu vào khác nhau2.
Lợi ích của Phân loại AWS
Hiểu được phân loại AWS cho phép người vận hành hàn:
-
Chọn kim loại phụ tương thích dựa trên yêu cầu cơ học và hóa học.
-
Đảm bảo chất lượng mối hàn nhất quán giữa các nhà sản xuất khác nhau.
-
Thích ứng với các nhu cầu ứng dụng cụ thể, chẳng hạn như mức hydro thấp hoặc yêu cầu độ dẻo dai cao123.
Kết luận
Hệ thống phân loại kim loại phụ AWS là một công cụ thiết yếu trong hoạt động hàn, cung cấp hướng dẫn chi tiết về khả năng sử dụng, độ bền, hóa học của sản phẩm, v.v. Bằng cách nắm vững các phân loại này, người vận hành có thể nâng cao năng suất, đảm bảo tiết kiệm chi phí và đạt được chất lượng mối hàn vượt trội trong các ứng dụng đa dạng.
Rinoj Rajan, L6σBB,MEngNZ,MIEAust,MIET, MIIRSM, MIMMM, PCQI, PMP®, RMP®
#AWS #Filler #Metal #Classification-Phân loại: Hướng dẫn tối ưu của bạn! 🛠️🌟
📍 #Classification của AWS là gì? 🤔✨
Hệ thống #FillerMetal Classification của AWS 🔍 cung cấp một cách chuẩn để xác định #fillermetals dựa trên #chemicalcomposition, #mechanicalproperties, và #weldingapplications ⚡💡. Hệ thống này đảm bảo tính nhất quán giữa các #industries như #Construction, #Manufacturing, và #OilAndGas 🏗️🌍.
📍 Các thành phần chính của AWS Classification 🧩🎯
1️⃣ Tiền tố ✨:
⚡ Xác định loại #filler material.
Ví dụ:
✅ #E: Điện cực (ví dụ: #stickwelding) 🔧.
✅ #ER: Dây đặc (ví dụ: #MIGwelding) 💡⚡.
✅ #T: Dây ống (ví dụ: #fluxcorewelding) 🛠️.
✅ #R: Thanh (ví dụ: #TIGwelding) ✨.
2️⃣ Độ bền kéo 📏💪:
Các chữ số đầu tiên biểu thị #tensilestrength-độ bền kéo tối thiểu của kim loại hàn trong #thousandsOfPSI 🌟💡.
Ví dụ: E7018 → độ bền 70.000 psi 🔧💎.
3️⃣ Vị trí hàn 🎯🔌:
⚡ Chỉ ra vị trí phù hợp:
✅ 1: Tất cả các vị trí (ví dụ: phẳng, thẳng đứng) 🌟⚡.
✅ 2: Phẳng và nằm ngang 💡🎯.
4️⃣ Dòng điện & Cực tính ⚡🔋:
Chỉ định #weldingcurrent và #polarityrequirements:
⚡ #DCEP 🌟 (Điện cực dòng điện một chiều dương).
⚡ #DCEN 💡 (Điện cực dòng điện một chiều âm).
⚡ #AC ⚡ (Dòng điện xoay chiều).
5️⃣ Hậu tố 🔧✨:
Cung cấp thông tin chi tiết bổ sung như hàm lượng hydro thấp (#lowH2) hoặc #coatingtypes cụ thể 💎⚡.
📍 Ví dụ về phân loại AWS 🌟
⚡ #E7018:
✅ E: #Electrode.
✅ 70: độ bền kéo 70.000 psi 💪✨.
✅ 1: Có thể sử dụng ở mọi vị trí ⚡.
✅ 8: Hydro thấp, hỗ trợ #DCEP hoặc #ACCurrent 🛠️🌟.
⚡ #ER70S-6:
✅ ER: h #SolidWire cho #MIG.
✅ 70: độ bền kéo 70.000 psi 💡⚡.
✅ S: Dây đặc cho #MIGwelding.
✅ 6: Chỉ ra #deoxidizers để hàn trên #millscale hoặc #rustySurfaces ⚡🔧.
📍 Tại sao Phân loại AWS lại quan trọng? 🛡️😊
⚡ #Standardization: Đảm bảo tính đồng nhất giữa các nhà sản xuất và quy trình 🎯.
⚡ #EaseOfSelection: Đơn giản hóa việc lựa chọn #fillermetal phù hợp cho #project của bạn 💡⚙️.
⚡ #PerformanceAssurance: Xác nhận #strength và #compatibility của mối hàn 🌟💎.
😊✨🌟 #WeldingExcellence #AWSClassification #FillerMetals #QualityMatters 🚀🔧✨
Hàn xuất sắc, Phân loại AWS, FillerMetals, Chất lượng quan trọng
================================================
Rinoj Rajan, L6σBB,MEngNZ,MIEAust,MIET, MIIRSM, MIMMM, PCQI, PMP®, RMP® | QUALITY MANAGEMENT PROFESSIONALS
filler metal CLASSifications
(St.)
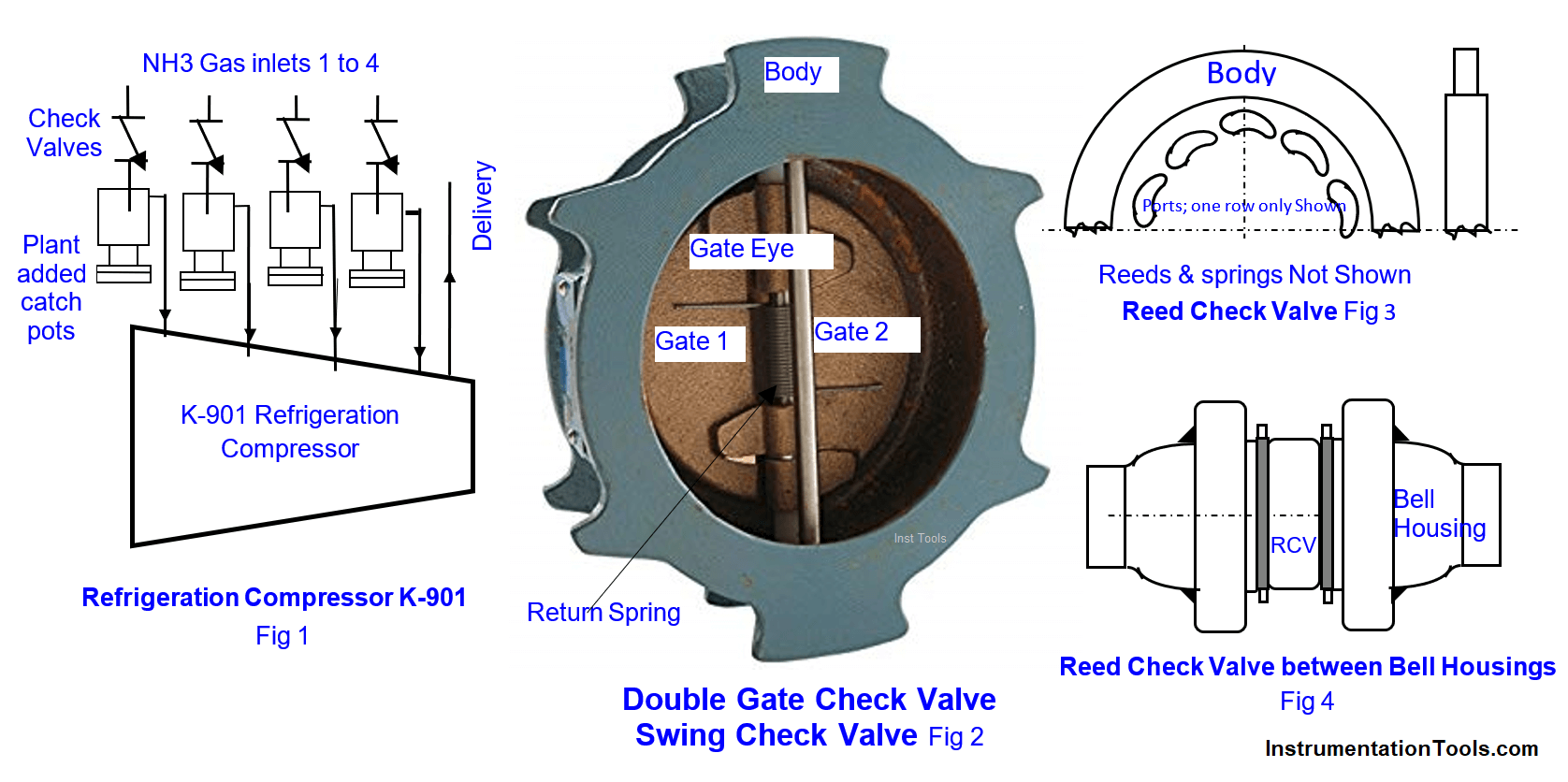
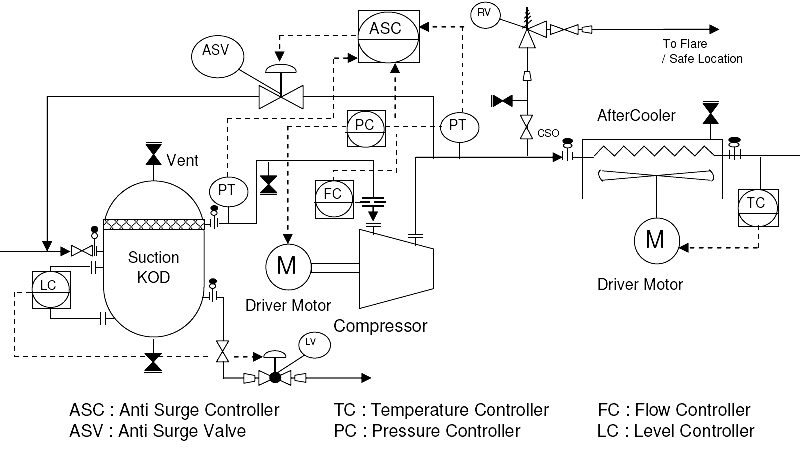




















‼️ Tại sao phải lắp van một chiều ở đầu vào trống đẩy?
Trong các hệ thống xử lý khí, chúng ta thường thấy van một chiều được lắp ở đầu vào của trống đẩy—ngay trước khi khí đi vào máy nén. Tuy nhiên, tính năng này không có sẵn ở mọi đơn vị. Vậy tại sao nó được sử dụng trong một số hệ thống nhưng lại không được sử dụng trong những hệ thống khác?
Sau đây là những điểm cần cân nhắc:
1. Ngăn ngừa dòng chảy ngược:
Trong trường hợp máy nén dừng hoặc bị vô hiệu hóa, nó sẽ ngăn chặn dòng khí chảy ngược trở lại trong hệ thống. Theo cách này, cả thiết bị đầu cuối đều được bảo vệ và chất lỏng không bị trộn ngược trở lại hệ thống.
2. Bảo mật doanh nghiệp:
Trong quá trình xả khí hoặc cô lập khẩn cấp, áp suất giảm đột ngột có thể gây ra dòng chảy ngược xuống dưới. Van kiểm tra ngăn chặn tình trạng này.
3. Cấu hình hệ thống:
Sự khác biệt về mức độ, logic xả đáy hoặc van cô lập bổ sung trong một số thiết bị có thể loại bỏ nhu cầu sử dụng van một chiều.
Bài học:
Các thành phần nhỏ như van kiểm tra không chỉ là “bộ phận bổ sung”. Nó phản ánh những cân nhắc quan trọng về mặt kỹ thuật đối với sự an toàn của quy trình và tính liên tục của dòng chảy.
#ProsesGüvenliği #KimyaMühendisliği #PetrolveGaz #ÇekValf #KompresörSistemleri #ProsesTasarımı #MühendislikAnalizi #KnockOutDrum #TesisTasarımı #AkışSürekliliği #EndüstriyelGüvenlik #MühendislikMükemmelliği #Enstrümantasyon #SahaDeneyimi #GüvenilirlikMühendisliği