Daily Tier Meeting Cascade đề cập đến một hệ thống có cấu trúc gồm các cuộc họp ngắn, hàng ngày giữa các cấp tổ chức, thường là trong sản xuất hoặc hoạt động tinh gọn, để đảm bảo sự liên kết, leo thang vấn đề nhanh chóng và theo dõi hiệu suất. Nó phân tầng thông tin từ các nhóm phân xưởng cho đến ban lãnh đạo trong cùng một ngày.
Mục đích cốt lõi
Các nhóm theo tầng này thúc đẩy hiệu suất cao thông qua căn chỉnh hàng ngày và giải quyết vấn đề nhanh chóng. Họ tập trung vào các chỉ số như SQDCP (An toàn, Chất lượng, Giao hàng, Chi phí, Con người) và các yếu tố chặn ngay lập tức.
Cấu trúc bậc
-
Cấp 1 (Người điều hành + Trưởng nhóm, ~07:00): Họp nhóm 10 phút để xem xét ca trước, theo dõi SQDCP, nêu vấn đề và ăn mừng chiến thắng.
-
Cấp 2 (Giám sát + Khách hàng tiềm năng, ~07:15-30): Giải quyết các vấn đề Cấp 1 leo thang, sắp xếp các bộ phận, lập kế hoạch trong 24-48 giờ tới.
-
Tier 3 (Quản lý/Lãnh đạo, ~07:45+): Đánh giá xu hướng, KPI, liên kết chiến lược; thường là hàng tuần / hàng tháng cho các cấp độ cao hơn.
Tổng xếp tầng thường hoàn thành trong vòng chưa đầy 1,5 giờ, sử dụng bảng trực quan cho các chỉ số và hành động.
Lợi ích chính
-
Cho phép phân cấp các cuộc họp trong ngày từ công nhân đến các giám đốc điều hành.
-
Thúc đẩy trách nhiệm giải trình thông qua quản lý trực quan và quyết định nhanh chóng.
-
Thúc đẩy cải tiến liên tục mà không cần các cuộc họp kéo dài.
Chia sẻ








Nhà máy của bạn không cần thêm các cuộc họp.
Nó cần một chuỗi các cuộc họp giúp biến các vấn đề lúc 7:00 sáng thành các giải pháp được thực hiện ngay trong ngày.
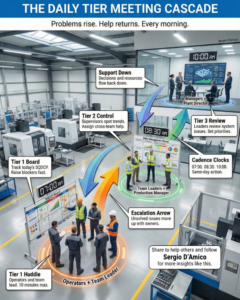
Vấn đề phát sinh. Sự trợ giúp quay trở lại. Mỗi sáng.
Đó là Chuỗi cuộc họp theo cấp bậc hàng ngày.
Hiệu suất cao phụ thuộc vào hai điều:
→ Sự đồng bộ ở mọi cấp độ
→ Nhanh chóng giải quyết khi vấn đề xuất hiện
Các cuộc họp theo cấp bậc tạo ra giao tiếp hàng ngày, có thời hạn.
Từ xưởng sản xuất đến ban lãnh đạo. Cùng ngày. Mỗi ngày.
Cách thức hoạt động của hệ thống phân cấp hỗ trợ:
Cấp 1: Nhân viên vận hành + Trưởng nhóm (07:00)
→ Họp nhóm 10 phút
→ Theo dõi SQDCP
→ Nêu ngay các vấn đề cản trở
Nếu không thể giải quyết ở đây, vấn đề sẽ được chuyển lên cấp cao hơn.
⬆️ Phân cấp trách nhiệm
Các vấn đề chưa được giải quyết sẽ được chuyển lên cấp cao hơn với trách nhiệm rõ ràng.
Cấp 2: Trưởng nhóm + Quản lý sản xuất (08:30)
→ Phát hiện xu hướng
→ Phân bổ nguồn lực giữa các nhóm
→ Loại bỏ ma sát hệ thống
Nếu cần, vấn đề sẽ được chuyển lên cấp cao hơn nữa.
Cấp 3: Quản lý + Giám đốc nhà máy (10:00)
→ Xem xét các vấn đề hệ thống đã được tổng hợp
→ Đặt ưu tiên
→ Phân bổ hỗ trợ chiến lược
Sau đó, phần quan trọng nhất xảy ra.
⬇️ Hỗ trợ quay trở lại cấp dưới
Các quyết định, nguồn lực và sự rõ ràng quay trở lại tuyến đầu.
Triết lý cốt lõi
→ Thông tin chảy lên.
→ Hỗ trợ chảy xuống.
Điều này giúp tránh hai lỗi thường gặp:
→ Lãnh đạo quản lý quá chi tiết các vấn đề thực tế tại xưởng
→ Các đội ngũ tuyến đầu cảm thấy không được lắng nghe và bế tắc
Thay vào đó, bạn sẽ có:
→ Tập trung vào các vấn đề hệ thống thực sự
→ Quy trình leo thang và giải quyết vấn đề minh bạch
→ Ít sự chia rẽ, ít thông tin sai lệch
→ Minh bạch hàng ngày có cấu trúc
Tại sao nó hiệu quả
→ Quản lý theo cấp bậc tốt hơn tin đồn và dữ liệu rời rạc.
→ Các vấn đề được kết nối, theo dõi và leo thang một cách có chủ đích.
Kết quả:
→ Giải quyết nhanh hơn
→ Trách nhiệm rõ ràng
→ Sự đồng thuận
→ Hành động trong cùng ngày
→ Niềm tin
Các nhà máy hoạt động hiệu quả cao không dựa vào những hành động anh hùng.
Họ dựa vào thói quen. Kỷ luật. Thực hiện đến cùng.
***
🔖 Lưu bài viết này để đọc sau.
♻️ Chia sẻ để giúp người khác thúc đẩy sự đồng thuận hàng ngày.