Thực hành không an toàn và an toàn
#SafetyFirst #WorkplaceSafety #PPE #SafeWork
#ConstructionSafety #HSE #ZeroAccident
#SafetyCulture #StaySafe #SafetyAwareness
#ConstructionSafety
An toàn là trên hết, An toàn nơi làm việc, Thiết bị bảo hộ cá nhân, Làm việc an toàn, An toàn xây dựng, An toàn lao động và môi trường, Không tai nạn, Văn hóa an toàn, Giữ an toàn, Nhận thức về an toàn, An toàn xây dựng
(St.)






⚠️ An toàn lao động: Hành vi không an toàn so với hành vi an toàn 👷♂️🦺
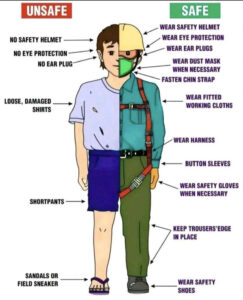
An toàn lao động không phải là điều tùy chọn mà là trách nhiệm của mỗi người. Hình ảnh minh họa rõ sự khác biệt giữa hành vi không an toàn và các biện pháp an toàn trong công việc. Sự bất cẩn nhỏ có thể dẫn đến tai nạn nghiêm trọng
❌ THỰC HÀNH KHÔNG AN TOÀN
Những thực hành không an toàn này có thể gây ra chấn thương đầu, tổn thương mắt, mất thính lực, vết cắt, té ngã và tai nạn nghiêm trọng
✅ THỰC HÀNH AN TOÀN
🪖 Đội mũ bảo hiểm
👓 Sử dụng kính bảo hộ mắt phù hợp
🚫🔊 Đeo nút bịt tai khi cần thiết
😷 Sử dụng khẩu trang chống bụi khi cần thiết
🔒 Thắt chặt dây đeo cằm mũ bảo hiểm
👕 Mặc quần áo lao động vừa vặn và phù hợp
🦺 Sử dụng dây đai an toàn khi làm việc trên cao
👔 Cài khuy tay áo đúng cách
🧤 Đeo găng tay bảo hộ khi cần thiết
👖 Giữ quần vừa vặn
🥾 Luôn mang giày bảo hộ
💡 Hãy nhớ:
An toàn bắt đầu từ BẠN
Sử dụng thiết bị bảo hộ cá nhân (PPE) phù hợp giúp bảo vệ tính mạng, ngăn ngừa thương tích và tạo ra văn hóa an toàn mạnh mẽ tại nơi làm việc.
👉 Làm việc an toàn. Suy nghĩ an toàn. Sống an toàn.