#quality #qualityassurance #qualitycontrol #qualitymanagementsystem #qualityjobs #qualityengineer #qualityeducation #qualityaudit #qualitytraining #qualityinspection #qms #qaqc #7qctools #qualityengineering #pdca #sixsigma #capa #qualitymanagement #management #training #productivity #engineering #careers #projectmanagement #lean #excellence #engineers #waste #iso #tutorial #kanban #kaizen #iso9001 #leansixsigma #tutorials #leanmanufacturing #5s #mechanicalengineering #msa #oee #industrialengineering #smed #ishikawa #jidoka #pokayoke #andon #7qctools #histogram #qcc #sop #timwood #takttime #pullsystem #kpi #tpm #ppap #coretools #spc #tpm #automotiveindustry #controlchart #iatf16949 #jobinterviews #checksheet #fishbone #g8d #paretochart #vsm #iatf #qms #linebalancing #fmea #vsmstudy #flowchart #histograms #7waste #3mwaste #apqp #smartgoal #DMAIC #Kaizen #5Why #BlackBelt #GreenBelt #YellowBelt
chất lượng, đảm bảo chất lượng, kiểm soát chất lượng, hệ thống quản lý chất lượng, việc làm chất lượng, kỹ sư chất lượng, giáo dục chất lượng, kiểm toán chất lượng, đào tạo chất lượng, kiểm tra chất lượng, hệ thống quản lý chất lượng, QAQC, 7 công cụ QC, kỹ thuật chất lượng, PDCA, Six Sigma, CAPA, quản lý chất lượng, quản lý, đào tạo, năng suất, kỹ thuật, nghề nghiệp, quản lý dự án, lean, xuất sắc, kỹ sư, chất thải, iso, hướng dẫn, kanban, kaizen, iso 9001, lean six sigma, hướng dẫn, sản xuất tinh gọn, 5S, kỹ thuật cơ khí, MSA, OEE, kỹ thuật công nghiệp, SMED, Ishikawa, Jidoka, Pokayoke, Andon, 7 công cụ QC, biểu đồ tần suất, QCC, SOP, tim wood, takt time, hệ thống kéo, kpi, tpm, ppap, công cụ gốc, spc, tpm, ngành công nghiệp ô tô, biểu đồ kiểm soát, iatf 16949, phỏng vấn việc làm, bảng kiểm tra, biểu đồ xương cá, g8d, biểu đồ pareto, vsm, iatf, qms, cân bằng chuyền, fmea, nghiên cứu vsm, biểu đồ dòng chảy, biểu đồ tần số, 7 lãng phí, 3m lãng phí, apqp, mục tiêu thông minh, DMAIC, Kaizen, 5 Tại sao, Đai đen, Đai xanh, Đai vàng

(33) Post | LinkedIn
(St.)



“Kiểm tra là hành động phòng ngừa – những gì bạn kiểm tra hôm nay có thể cứu sống một người vào ngày mai.”
🔍 Danh sách kiểm tra an toàn hàng tháng
Hướng dẫn thực tiễn dành cho Cán bộ An toàn, Giám sát viên và Thanh tra viên
Kiểm tra định kỳ hàng tháng giúp xác định sớm các mối nguy hiểm, đảm bảo tuân thủ và củng cố văn hóa an toàn tại công trường.
1️⃣ An toàn chung tại công trường
Công tác vệ sinh đạt yêu cầu (không có mảnh vụn, chất lỏng đổ ra hoặc vật cản)
Lối đi, đường tiếp cận và lối thoát hiểm thông thoáng và được đánh dấu rõ ràng
Biển báo an toàn và thông báo cảnh báo dễ nhìn và dễ đọc
Lối thoát hiểm không bị cản trở
Đảm bảo đủ ánh sáng ở tất cả các khu vực làm việc
2️⃣ Thiết bị bảo hộ cá nhân (PPE)
PPE được cung cấp đầy đủ cho tất cả công nhân khi cần thiết
Mũ bảo hiểm, giày bảo hộ, găng tay, kính bảo hộ trong tình trạng tốt
Quan sát việc sử dụng PPE đúng cách tại công trường
PPE bị hư hỏng hoặc hết hạn được loại bỏ và thay thế
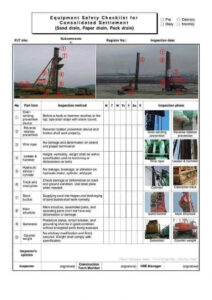
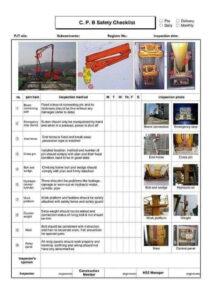
3️⃣ Dụng cụ, máy móc và thiết bị
Thẻ kiểm tra thiết bị còn hiệu lực
Các thiết bị bảo vệ và thiết bị an toàn được lắp đặt và hoạt động tốt
Không có khuyết tật, rò rỉ hoặc tiếng ồn bất thường
Chỉ người vận hành được đào tạo và ủy quyền mới sử dụng
Hồ sơ bảo trì được cập nhật
4️⃣ An toàn điện
Dây cáp, phích cắm và ổ cắm trong tình trạng tốt
Không có dây điện hở hoặc kết nối trái phép
Đảm bảo nối đất/tiếp địa đúng cách
Bảng phân phối điện được khóa và dán nhãn
5️⃣ Làm việc trên cao & Tiếp cận
Giàn giáo được kiểm tra và dán nhãn
Thang ở trong tình trạng tốt và được cố định đúng cách
Lan can, ván chắn chân và bệ làm việc được lắp đặt
Hệ thống bảo hộ chống rơi có sẵn và được sử dụng
6️⃣ Chuẩn bị phòng cháy chữa cháy & Tình huống khẩn cấp
Bình chữa cháy dễ tiếp cận, được kiểm tra và dán nhãn
Điểm tập trung khẩn cấp được xác định
Hộp sơ cứu được trang bị đầy đủ
Số điện thoại liên lạc khẩn cấp được hiển thị
7️⃣ Tài liệu & Đào tạo
Đánh giá rủi ro / Phân tích an toàn công việc (JSA) có sẵn cho các nhiệm vụ
Giấy phép làm việc được cấp và đóng đúng cách
Các buổi nói chuyện về an toàn lao động được tiến hành và ghi lại
Công nhân được đào tạo và hướng dẫn
8️⃣ Môi trường & Phúc lợi
Rác thải được phân loại và xử lý đúng cách
Cung cấp đủ nước uống
Nhà vệ sinh và khu vực rửa sạch sẽ
Kiểm soát tiếng ồn, bụi và khí thải
📌 Mẹo an toàn:
Các cuộc kiểm tra hàng tháng nên được ghi lại, các hành động khắc phục được theo dõi và các phát hiện được thông báo cho tất cả công nhân.