#SCAFFOLDINGSAFETY #WORKATHEIGHT
#CONSTRUCTIONSAFETY #INDUSTRIALSAFETY
AN TOÀN GIÀN GIÁO, LÀM VIỆC TRÊN CAO, AN TOÀN XÂY DỰNG, AN TOÀN CÔNG NGHIỆP
An toàn Giàn giáo 🏗️ | Các loại & Thành phần Cấu trúc Chính
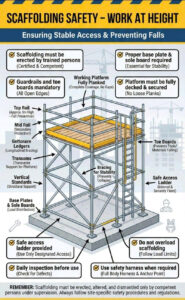
Giàn giáo là một cấu trúc tạm thời quan trọng cho phép làm việc an toàn trên cao trong các hoạt động xây dựng, bảo trì và công nghiệp. Hiểu rõ các loại giàn giáo và chức năng của từng bộ phận cấu trúc là điều cần thiết để ngăn ngừa té ngã, sập kết cấu và các sự cố do vật rơi ⚠️
🔹 Các loại giàn giáo phổ biến • Giàn giáo ống và khớp nối
• Giàn giáo khung
• Giàn giáo hệ thống
• Giàn giáo treo
Mỗi loại được thiết kế cho các khả năng chịu tải, yêu cầu tiếp cận và điều kiện công trường cụ thể.
🔧 Các bộ phận giàn giáo chính được xác định (Cột đứng) | Thanh ngang | Thanh dọc | Lan can bảo vệ | Tấm chắn chân | Sàn/Ván | Thanh giằng chéo | Khớp nối | Tấm đế | Ván lót | Kích vít điều chỉnh | Thang tiếp cận | Bánh xe đẩy (nếu có)
🦺 Biện pháp phòng ngừa an toàn
1️⃣ Lắp đặt & Kiểm tra chuyên nghiệp
👷♂️ Chỉ những người thợ giàn giáo được đào tạo mới được phép lắp đặt/tháo dỡ
📋 Kiểm tra trước khi sử dụng & định kỳ với hệ thống gắn thẻ
2️⃣ Nền móng vững chắc
🧱 Tấm đế & ván lót được lắp đặt đúng cách
🚫 Không bao giờ lắp đặt trên nền đất lỏng lẻo hoặc không bằng phẳng
3️⃣ Bảo vệ chống ngã
🛑 Bắt buộc phải có lan can bảo vệ, thanh giữa & ván chân
🪢 Sử dụng đai toàn thân khi cần thiết
4️⃣ Quản lý tải trọng
⚖️ Không vượt quá Tải trọng làm việc an toàn (SWL)
📦 Phân phối vật liệu đều
5️⃣ Tiếp cận an toàn
🪜 Sử dụng thang hoặc tháp cầu thang được bảo đảm an toàn
🚫 Không leo lên các thanh giằng hoặc khung
6️⃣ Thanh giằng & Dây buộc
🔩 Lắp đặt thanh giằng chéo & dây buộc tường theo thiết kế
7️⃣ Vệ sinh
🧹 Giữ cho sàn thao tác thông thoáng Từ mảnh vụn & dầu
8️⃣ Biện pháp phòng ngừa thời tiết
🌧️ Ngừng làm việc khi có bão/gió lớn
🔍 Kiểm tra lại sau khi thời tiết xấu
An toàn trên cao không phải là may mắn — mà là được lên kế hoạch, kiểm tra và thực thi ✅
Làm việc thông minh. Giữ an toàn. Về nhà an toàn.🦺💯
#HSE #EMS #EHS #SHE #FIRSTYFIRST

(St.)







An toàn giàn giáo là yếu tố quan trọng khi làm việc trên cao, vì té ngã vẫn là nguyên nhân hàng đầu gây tử vong tại nơi làm việc trên toàn thế giới. Năm 2026, các quy trình an toàn vẫn tập trung vào một hệ thống kiểm soát nghiêm ngặt: trước tiên là tránh làm việc trên cao nếu có thể, sau đó là ngăn ngừa té ngã thông qua các biện pháp tập thể như giàn giáo, và cuối cùng là giảm thiểu hậu quả của té ngã bằng thiết bị bảo hộ cá nhân (PPE).
1. Yêu cầu An toàn Thiết yếu
Giám sát có năng lực: Tất cả giàn giáo phải được dựng, sửa đổi và tháo dỡ dưới sự giám sát của người có năng lực.
Kiểm tra bắt buộc: Giàn giáo phải được kiểm tra trước khi sử dụng lần đầu, cứ 7 ngày một lần sau đó và sau bất kỳ sự kiện nào có thể ảnh hưởng đến sự ổn định (ví dụ: bão hoặc sửa đổi).
Hệ thống gắn thẻ: Sử dụng hệ thống “Thẻ giàn giáo” để truyền đạt trạng thái: Xanh lá cây (An toàn để sử dụng), Vàng (Thận trọng/Đã sửa đổi) và Đỏ (Không sử dụng).
1. Giới hạn tải trọng: Giàn giáo phải được thiết kế để chịu được trọng lượng của chính nó cộng với ít nhất bốn lần tải trọng tối đa dự kiến.
2. Các bộ phận an toàn kết cấu
Lan can và thanh chắn giữa: Bắt buộc phải có ở tất cả các cạnh hở của sàn thao tác. Thanh chắn trên cùng nên cao từ 900mm đến 1200mm, thanh chắn giữa được đặt ở vị trí giữa thanh chắn trên cùng và sàn thao tác.
Tấm chắn chân: Chiều cao tối thiểu 150mm là bắt buộc để ngăn dụng cụ hoặc vật liệu rơi xuống.
Ván sàn: Sàn thao tác phải được lát ván hoàn toàn, không có khe hở nào rộng hơn 25mm để tránh vấp ngã.
Lối tiếp cận: Công nhân phải sử dụng thang hoặc cầu thang được chỉ định. Nghiêm cấm leo trèo qua các thanh giằng ngang hoặc sử dụng các giải pháp tạm bợ như thùng phuy.
3. Hướng dẫn về độ ổn định
Tỷ lệ chiều rộng đế so với chiều cao: Đối với giàn giáo tự đứng, quy tắc 3:1 (hoặc 4:1 ở một số vùng) được áp dụng: cứ mỗi 3 đơn vị chiều cao thẳng đứng, chiều rộng đế phải ít nhất là 1 đơn vị.
Nền móng: Giàn giáo phải được đặt trên mặt đất chắc chắn, bằng phẳng bằng cách sử dụng các tấm đế và thanh giằng.
Buộc và giằng: Giàn giáo được đỡ phải được buộc vào một cấu trúc ổn định theo khoảng cách đều đặn (thường là 4m-9m) để tránh bị lật.
4. Thiết bị bảo hộ cá nhân (PPE)
Bảo vệ chống ngã: Cần có đai an toàn toàn thân với dây buộc đôi và bộ giảm xóc khi làm việc ở độ cao thường trên 1,8m (6 feet) hoặc khi không thể sử dụng lan can bảo vệ.
Buộc chắc chắn 100%: Người lao động phải luôn được buộc chặt vào điểm neo hoặc dây an toàn trong khi di chuyển.
Thiết bị bảo hộ cá nhân chung: Mũ bảo hiểm có dây đeo cằm, giày bảo hộ chống trượt và áo phản quang là bắt buộc đối với tất cả nhân viên trên hoặc xung quanh giàn giáo.
5. Các mối nguy hiểm nghiêm trọng cần tránh
Nguy hiểm về điện: Duy trì khoảng cách tối thiểu 3m (10 feet) so với đường dây điện đang hoạt động.
Điều kiện thời tiết: Ngừng làm việc khi có gió lớn, giông bão hoặc khi giàn giáo bị phủ băng hoặc tuyết.
Vệ sinh kém: Giữ cho giàn giáo sạch sẽ, không có mảnh vụn, dầu mỡ và dụng cụ rơi vãi để tránh trượt ngã.