Định nghĩa
Lớp phủ liên quan đến việc áp dụng kim loại hàn, được gọi là “lớp bơ”, để chuẩn bị mối nối cho sự nhiệt hạch và liên kết luyện kim tốt hơn. Nó khác với sự tích tụ, tập trung vào phục hồi kích thước, vì bơ chủ yếu giải quyết khả năng tương thích luyện kim như ngăn ngừa nứt hoặc giảm nhu cầu xử lý nhiệt sau hàn.
Mục đích chính
-
Tạo độ dày mối nối để mối hàn chắc chắn hơn và phân phối nhiệt tốt hơn.
-
Cung cấp một lớp chuyển tiếp khi hàn các kim loại khác nhau, giảm thiểu các hợp chất giòn.
-
Giảm ứng suất nhiệt bằng cách phân bổ đều, giảm nguy cơ biến dạng.
Các ứng dụng
Lớp phủ phù hợp với các ngành công nghiệp như kỹ thuật hàng hải để chống ăn mòn hoặc sửa chữa tàu khi các khe hở cần định hình lại. Nó phổ biến với các hợp kim niken cao trên thép hợp kim để tránh xử lý nhiệt ở một bên.
Các bước thủ tục
Chuẩn bị bao gồm làm sạch và làm nóng sơ bộ kim loại cơ bản. Thợ hàn chọn vật liệu độn phù hợp, hàn các lớp đều nhau thông qua các quy trình như GTAW và đảm bảo không có dạng xốp.
#WeldingEngineering #ButteringInWelding #ASME #PressureVessels #PipingEngineering #WPS #Fabrication #RepairWelding #Quality
Kỹ thuật hàn, Kỹ thuật hàn đắp, ASME, Bình áp suất, Kỹ thuật đường ống, WPS, Chế tạo, Hàn sửa chữa, Chất lượng

(St.)
Chia sẻ





Lớp phủ trong hàn 🔥
Trong chế tạo hiện đại, hệ thống đường ống, bình áp lực và hàn sửa chữa tại chỗ, các kỹ sư và thanh tra thường xuyên phải đối mặt với hai thách thức rủi ro cao:
🔹 Hàn kim loại khác loại (DMW)
🔹 Sai lệch khớp nối & chuyển đổi độ dày
Nếu không được thiết kế đúng cách, những điều này có thể dẫn đến hỏng hóc về mặt luyện kim, nứt, giảm tuổi thọ và thậm chí không tuân thủ tiêu chuẩn.
🔹 Lớp phủ trong hàn là gì?
Lớp phủ là việc đắp một hoặc nhiều lớp kim loại hàn lên vật liệu nền trước khi thực hiện mối hàn cuối cùng.
🎯 Mục tiêu chính:
✔ Điều chỉnh thành phần hóa học của kim loại mối hàn
✔ Giảm sự pha loãng kim loại nền
✔ Kiểm soát độ cứng và cấu trúc vi mô
✔ Cải thiện khả năng hàn
✔ Giảm thiểu nguy cơ nứt
🔹 Ứng dụng chính
1️⃣ Hàn kim loại khác loại (DMW)
Những thách thức trong DMW phát sinh do sự khác biệt về:
• Thành phần hóa học
• Hệ số giãn nở nhiệt
• Hàm lượng cacbon
• Tính chất cơ học
Các tổ hợp DMW phổ biến:
🔹 Thép cacbon ↔ Thép không gỉ
🔹 Thép hợp kim thấp ↔ Thép không gỉ Austenit
🔹 Thép Cr-Mo ↔ Hợp kim gốc Niken
🔍 Tại sao việc trám kín mối hàn lại quan trọng trong DMW:
✔ Ngăn ngừa cấu trúc mactenxit giòn
✔ Giảm sự di chuyển cacbon tại ranh giới nóng chảy
✔ Giảm thiểu nứt do đông đặc và nứt do hydro
🧪 Vật liệu trám kín mối hàn điển hình:
• ER/E309L
• ER/E312
• Chất độn gốc niken (ERNiCr-3, ENiCrFe-3)
2️⃣ Kiểm soát sai lệch và chuyển đổi độ dày
✔ Sai lệch bên trong/bên ngoài
✔ Không khớp độ dày
✔ Tập trung ứng suất tại các điểm chuyển đổi đột ngột
📌 Lưu ý kỹ thuật quan trọng:
Việc dùng chất độn không phải là giải pháp tắt cho việc lắp ráp kém.
Việc sử dụng nó phải được chứng minh về mặt kỹ thuật, được định nghĩa và phê duyệt trong WPS.
🔹 Các quy chuẩn và tiêu chuẩn cho phép hàn đắp (buttering)
✅ ASME Phần IX
• Được phân loại là hàn đắp
• Yêu cầu PQR riêng biệt
• Bao gồm vật liệu nền, vật liệu hàn, độ dày và xử lý nhiệt sau hàn (PWHT)
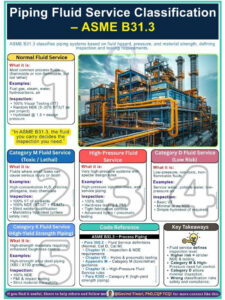
✅ ASME B31.3 / B31.1
• Cho phép hàn đắp đối với DMW và các mối nối chuyển tiếp
• Yêu cầu xác minh cơ học và luyện kim
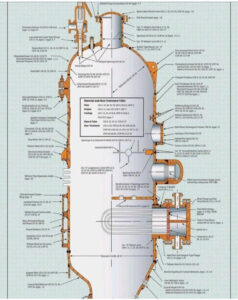
✅ ASME Phần VIII (Phần 1 & 2)
• Thường dùng cho các mối hàn Nozzle với vỏ, giao diện lớp phủ
✅ ISO 15614 / ISO 9606
• Công nhận lớp phủ trong hàn là 1 loại hàn đắp
• Yêu cầu WPS đủ điều kiện và quá trình lắng đọng được kiểm soát
✅ API 510 / API 570 (Sửa chữa)
• Được sử dụng để khôi phục độ dày và sửa chữa ăn mòn
• Yêu cầu phê duyệt và kiểm tra kỹ thuật
📌 Chú thích Tóm lại:
Kỹ thuật hàn phủ lớp bảo vệ (buttering), khi được thiết kế và kiểm định đúng cách, là một công cụ kiểm soát luyện kim mạnh mẽ—không chỉ là một tiện ích trong chế tạo.
👉 Kinh nghiệm của bạn về kỹ thuật hàn phủ lớp bảo vệ trong hàn DMW hoặc hàn sửa chữa là gì?
👉 Bạn có bài học kinh nghiệm nào từ các cuộc kiểm tra hoặc sự cố không?
Hãy cùng trao đổi kinh nghiệm trong phần bình luận 👇
Govind Tiwari, PhD, CQP FCQI