Miếng đệm là các thành phần làm kín thiết yếu được sử dụng trong các ngành công nghiệp như dầu khí, ô tô, đường ống và sản xuất để ngăn rò rỉ giữa các bề mặt giao phối dưới áp suất và nhiệt độ khác nhau. Chúng có nhiều loại khác nhau được phân loại rộng rãi là phi kim loại, kim loại và composite, mỗi loại phù hợp với các ứng dụng cụ thể. Hiểu được những điều này giúp chọn loại phù hợp để có hiệu suất tối ưu.
Gioăng phi kim loại
Chúng linh hoạt và có thể nén, lý tưởng cho việc sử dụng áp suất thấp và nhiệt độ thấp. Các ví dụ phổ biến bao gồm miếng đệm cao su, có khả năng kháng hóa chất tốt; miếng đệm sợi không amiăng nén (CNAF) cho đường ống chung; và miếng đệm PTFE (Teflon), được đánh giá cao vì khả năng chống lại các hóa chất mạnh trong lĩnh vực thực phẩm và dược phẩm.
Gioăng kim loại
Được thiết kế cho môi trường áp suất cao và nhiệt độ cao, chúng cung cấp khả năng bịt kín mạnh mẽ. Các miếng đệm khớp kiểu vòng (RTJ), chẳng hạn như vòng hình bầu dục hoặc hình bát giác, phù hợp với các rãnh trên mặt bích cho đường ống dẫn dầu và khí đốt. Miếng đệm kim loại sóng xử lý các điều kiện khắc nghiệt trong bộ trao đổi nhiệt.
Gioăng composite
Chúng kết hợp vật liệu kim loại và phi kim loại để mang lại tính linh hoạt. Miếng đệm quấn xoắn ốc, được làm bằng cách cuộn các dải kim loại bằng than chì hoặc chất độn PTFE, vượt trội trong đường ống áp suất cao và là loại được sử dụng rộng rãi nhất. Miếng đệm Kammprofile (hoặc camprofile) có lõi kim loại có rãnh với chất độn mềm để chống xì hơi vượt trội trong các nhà máy lọc dầu.
Các ứng dụng chính
Các ngành công nghiệp lựa chọn miếng đệm dựa trên các yếu tố như cấp áp suất (ví dụ: lên đến 2500 đối với kammprofiles) và mức độ tiếp xúc với phương tiện. Ví dụ, miếng đệm có vỏ bọc phù hợp với chất lỏng ăn mòn trong sản xuất điện, trong khi PTFE mở rộng hoạt động trong các quy trình sạch.
#OilAndGasIndustry #ITSNDT #IndustrialTechnicalService
Ngành công nghiệp dầu khí, ITS NDT, Dịch vụ kỹ thuật công nghiệp
(St.)
Chia sẻ








Các loại gioăng khác nhau được sử dụng trong ngành công nghiệp dầu khí.
Trong ngành công nghiệp dầu khí, việc làm kín đáng tin cậy là điều cần thiết cho sự an toàn, ngăn ngừa rò rỉ, tính toàn vẹn áp suất và hiệu suất thiết bị lâu dài.
Gioăng tạo thành giao diện làm kín giữa các mặt bích, bù đắp cho sự không đồng đều của bề mặt và đảm bảo mối nối kín, không rò rỉ ngay cả trong điều kiện khắc nghiệt. Các tài liệu tham khảo trong ngành nhấn mạnh rằng gioăng rất quan trọng để duy trì khả năng làm kín trong các ứng dụng áp suất cao và nhiệt độ cao.
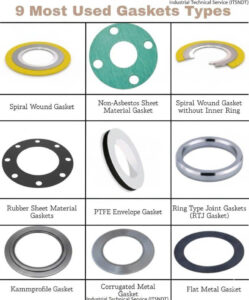
Dưới đây là các loại gioăng được sử dụng phổ biến nhất trong các cơ sở dầu khí, mỗi loại được lựa chọn dựa trên cấp áp suất, nhiệt độ, loại chất lỏng, bề mặt bích và mức độ quan trọng của quy trình.
🔹 Gioăng xoắn ốc
Một loại gioăng được sử dụng rộng rãi cho các dịch vụ áp suất cao và nhiệt độ cao.
Sự kết hợp giữa lớp quấn kim loại và vật liệu độn mang lại độ đàn hồi và hiệu suất làm kín tuyệt vời—lý tưởng cho các đường ống xử lý quan trọng.
🔹 Gioăng xoắn ốc (Không có vòng trong)
Được sử dụng trong các ứng dụng ít quan trọng hơn, nơi không yêu cầu bảo vệ lỗ khoan.
Một lựa chọn tiết kiệm chi phí cho các điều kiện vận hành vừa phải.
🔹 Gioăng tấm không chứa amiăng
Một lựa chọn an toàn hơn so với amiăng, phù hợp cho các ứng dụng áp suất thấp đến trung bình.
Thường được sử dụng trong các dịch vụ nước, hơi nước, dầu và khí đốt.
🔹 Gioăng tấm cao su
Được sử dụng trong các hệ thống tiện ích áp suất thấp như đường ống nước và chất lỏng không nguy hiểm.
Cung cấp độ linh hoạt và khả năng làm kín tốt cho các dịch vụ ở nhiệt độ môi trường.
🔹 Gioăng bao PTFE
Lý tưởng cho các ứng dụng ăn mòn và hóa chất.
PTFE cung cấp khả năng kháng hóa chất vượt trội, trong khi lõi bên trong cung cấp độ bền cấu trúc.
🔹 Gioăng kiểu vòng (RTJ)
Được thiết kế cho các dịch vụ áp suất và nhiệt độ rất cao—đặc biệt là các đường ống dẫn dầu khí thượng nguồn.
Yêu cầu mặt bích RTJ được gia công đặc biệt và được sử dụng rộng rãi trong các cấp áp suất cao ASME B16.5.
🔹 Gioăng Kammprofile
Lõi kim loại có răng cưa với các lớp làm kín mềm.
Kết hợp độ bền cơ học cao với khả năng làm kín tuyệt vời—lý tưởng cho áp suất và nhiệt độ dao động.
🔹 Gioăng kim loại lượn sóng
Thích hợp cho các dịch vụ áp suất và nhiệt độ trung bình.
Các đường lượn sóng giúp cải thiện tính linh hoạt và hiệu suất làm kín.
🔹 Gioăng kim loại phẳng
Được sử dụng chủ yếu trong bộ trao đổi nhiệt và các thiết kế mặt bích đặc biệt yêu cầu làm kín kim loại với kim loại.
✅ Tại sao việc lựa chọn gioăng đúng cách lại quan trọng
Việc lựa chọn gioăng phù hợp giúp ngăn ngừa:
✔ Rò rỉ
✔ Ngừng hoạt động đột xuất
✔ Nguy hiểm về an toàn
✔ Mất lực siết bu lông
✔ Các vấn đề bảo trì dài hạn
Các yếu tố chính bao gồm:
• Áp suất & nhiệt độ
• Loại chất lỏng
• Mặt bích (RF, RTJ, FF)
• Lực siết & mô-men xoắn bu lông
• Khả năng tương thích hóa học
Hướng dẫn của ngành nhấn mạnh rằng việc lựa chọn gioăng đúng cách là điều cần thiết để đạt được độ kín khít đáng tin cậy và ngăn ngừa rò rỉ nguy hiểm.
Hiểu biết về các loại gioăng giúp các kỹ sư thiết kế hệ thống đường ống an toàn hơn, hiệu quả hơn và đáng tin cậy hơn, đặc biệt là trong môi trường dầu khí có rủi ro cao.