Các khiếm khuyết thường gặp
Một số khuyết điểm mối hàn có thể dễ dàng phát hiện bằng cách kiểm tra trực quan:
-
Vết nứt: Các vết nứt tuyến tính trong kim loại mối hàn hoặc vật liệu cơ bản, thường là các vết nứt ngang, dọc hoặc miệng núi lửa.
-
Độ xốp: Các túi khí tạo thành các khoang tròn hoặc kéo dài trên bề mặt.
-
Undercut: Một rãnh nóng chảy vào kim loại cơ bản ở mũi hàn, không được lấp đầy bởi kim loại hàn.
-
Chồng chéo: Hàn kim loại chảy qua kim loại cơ bản mà không có nhiệt hạch thích hợp.
-
Nóng chảy không hoàn toàn: Thiếu liên kết giữa kim loại mối hàn và kim loại cơ bản hoặc giữa các đường hàn.
Giới hạn phát hiện
Thử nghiệm trực quan không thể xác định các khuyết tật dưới bề mặt như tạp chất xỉ bên trong hoặc thiếu độ sâu thâm nhập, đòi hỏi phương pháp siêu âm hoặc chụp X quang. Nó vượt trội trong các vấn đề bề mặt như gia cố quá mức, bắn tung tóe hoặc cháy.
Tiêu chí chấp nhận
Các tiêu chuẩn như EN ISO 5817 xác định dung sai cho các khuyết tật này dựa trên mức chất lượng (B, C, D), sử dụng các công thức cho các kích thước như chiều dài vết nứt hoặc kích thước độ xốp. Khả năng chấp nhận của khuyết tật phụ thuộc vào kích thước, vị trí và mã áp dụng của nó.
(St.)
Chia sẻ


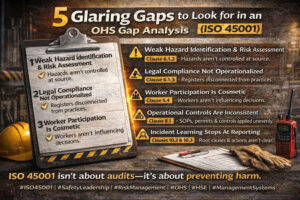


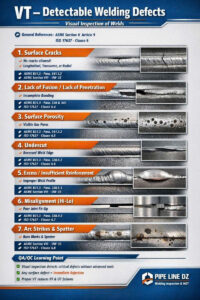
Các Khuyết tật Hàn có thể Phát hiện bằng Kiểm tra Trực quan
Các Khuyết tật Hàn có thể Phát hiện bằng VT
Giới thiệu
Kiểm tra trực quan (VT) được sử dụng để phát hiện các khuyết tật bề mặt có thể nhìn thấy, có thể ảnh hưởng trực tiếp đến tính toàn vẹn của mối hàn, độ bền cơ học và tuổi thọ sử dụng.
Phát hiện sớm các khuyết tật này giúp ngăn ngừa các mối hàn không đạt tiêu chuẩn tiến đến các giai đoạn kiểm tra nâng cao hoặc được đưa vào sử dụng.
Tham khảo chung
ASME Mục V Điều 9
ISO 17637 Điều khoản 6
Các vết nứt bề mặt đầu tiên
Loại khuyết tật nguy hiểm nhất
Không được phép ở bất kỳ kích thước hoặc hướng nào
Có thể là dọc, ngang hoặc xuyên tâm
Sự hiện diện của một vết nứt duy nhất là đủ để loại bỏ mối hàn ngay lập tức
Tham khảo
ASME B313 đoạn 34132
ASME Mục VIII Phần 1 UW 35
ISO Điều 63 của ISO 17637
Thiếu liên kết và thiếu độ xuyên thấu có thể nhìn thấy
Thiếu liên kết Thiếu độ xuyên thấu Dấu hiệu trên bề mặt
Xuất hiện trên bề mặt hoặc chân mối hàn
Cho thấy kỹ thuật hàn kém hoặc cài đặt WPS không phù hợp
Dẫn đến giảm đáng kể độ bền mối nối
Tham khảo
ASME B313 đoạn 328 và 341
Điều 64 của ISO 17637
Rỗ khí trên bề mặt thứ ba
Các lỗ hở có thể nhìn thấy trên bề mặt mối hàn
Do khí bị kẹt trong quá trình hàn
Việc chấp nhận phụ thuộc vào số lượng, kích thước và sự phân bố theo tiêu chuẩn áp dụng
Tham khảo
ASME B313 đoạn 34132
Điều 65 của ISO 17637
Lõm kim loại
Mất kim loại cơ bản ở chân mối hàn
Được đánh giá dựa trên độ sâu và chiều dài
Lõm kim loại sâu được coi là nguyên nhân trực tiếp dẫn đến việc từ chối
Tham khảo
ASME B313 đoạn 32852
Điều 66 của ISO 17637
Thứ năm Gia cường mối hàn quá mức hoặc không đủ
Gia cường quá mức không đủ
Gia cường quá mức gây ra hiện tượng tập trung ứng suất
Gia cường không đủ làm giảm độ bền mặt cắt ngang
Phải nằm trong giới hạn quy định của tiêu chuẩn
Tham khảo
ASME B313 đoạn 32853
ASME Phần VIII UW 35
Sáu Sai lệch Cao Thấp
Sự khác biệt về độ thẳng hàng bên trong hoặc bên ngoài
Được đo bằng thước đo Cao Thấp
Sự chấp nhận phụ thuộc vào độ dày ống và tiêu chuẩn áp dụng
Tham khảo
ASME B313 đoạn 32843
ISO 17637 Điều khoản 67
Bảy Vết hồ quang và bắn tóe
Không được phép có vết hồ quang bên ngoài khu vực hàn
Phải loại bỏ bắn tóe nếu nó ảnh hưởng đến việc kiểm tra hoặc hiệu suất
Tham khảo
ASME Phần VIII UW 35
ISO 17637 Điều khoản 68
Điểm học tập QA QC
Kiểm tra trực quan có thể phát hiện các khuyết tật nghiêm trọng nhất mà không cần thiết bị phức tạp
Bất kỳ khuyết tật bề mặt nào không thể chấp nhận được đều dẫn đến việc từ chối ngay lập tức
Kiểm tra trực quan đúng cách làm giảm đáng kể tỷ lệ lỗi RT và UT
PIPE LINE DZ