Hệ thống bảo vệ áp suất cao (HIPPS) ngăn ngừa quá áp trong các nhà máy công nghiệp như nhà máy lọc dầu hoặc cơ sở hóa chất bằng cách cách ly các nguồn áp suất cao trước khi thiết bị hạ nguồn bị hỏng.
Mục đích
HIPPS hoạt động như một hệ thống thiết bị an toàn (SIS) và rào cản cuối cùng giữa các phần áp suất cao và thấp, ngắt các nguồn áp suất nhanh hơn van xả kích hoạt. Điều này làm giảm nguy cơ vỡ, nổ hoặc khí thải chạy trốn trong khi giảm thiểu nhu cầu về pháo sáng hoặc hệ thống cứu trợ lớn.
Các thành phần
Hệ thống bao gồm cảm biến áp suất (bộ khởi tạo), bộ giải logic để xử lý tín hiệu và các yếu tố cuối cùng như van đóng nhanh với bộ truyền động. Tất cả các bộ phận hoạt động ở chế độ không an toàn, thường được chứng nhận SIL 3 trở lên theo tiêu chuẩn IEC 61508/61511.
Các ứng dụng
Phổ biến trong dầu khí trên bờ/ngoài khơi, HIPPS xử lý áp suất cực cao khi các thiết bị cứu trợ không thực tế do chi phí, môi trường hoặc tốc độ dòng chảy. Nó cho phép giảm giá ống để tiết kiệm tới 25% và cách ly nhanh chóng trong vòng chưa đầy 2 giây.
#hipps #logic_solver #iec61508 #iec61511 #sis #sil #2oo3 #shutdown_valves
hipps, bộ giải logic, iec 61508, iec 61511, sis, sil, 2oo3, van ngắt
Hệ thống bảo vệ áp suất cao (HIPPS) là một loại hệ thống thiết bị an toàn (SIS) được thiết kế để ngăn ngừa tình trạng quá áp trong nhà máy, chẳng hạn như nhà máy hóa chất hoặc nhà máy lọc dầu. HIPPS sẽ ngắt nguồn áp suất cao trước khi áp suất thiết kế của hệ thống bị vượt quá, do đó ngăn ngừa sự rò rỉ do vỡ (nổ) đường ống hoặc bình chứa. Nó ngăn ngừa tình trạng quá áp trong các nhà máy như nhà máy lọc dầu hoặc các cơ sở hóa chất bằng cách cách ly nguồn áp suất cao trước khi vượt quá giới hạn thiết kế.
✅ Các thành phần
HIPPS bao gồm các cảm biến áp suất (bộ truyền tín hiệu), bộ giải logic để xử lý tín hiệu và các phần tử điều khiển cuối cùng như van ngắt nhanh mắc nối tiếp. Các cấu hình phổ biến sử dụng thiết lập dự phòng, chẳng hạn như bỏ phiếu 2oo3 (hai trong ba) cho cảm biến và van kép để đảm bảo tính khả dụng cao.
✅ Nguyên lý hoạt động
Khi phát hiện áp suất cao thông qua cảm biến, bộ giải logic sẽ xử lý tín hiệu và ra lệnh cho van đóng nhanh chóng, thường trong vòng vài giây, ngăn chặn dòng chảy đến thiết bị phía hạ lưu. Hệ thống hoạt động độc lập với việc dừng quy trình với thời gian phản hồi ngắn hơn thời gian an toàn của quy trình.
✅ Tiêu chuẩn và mức độ toàn vẹn áp dụng
HIPPS tuân theo các tiêu chuẩn IEC 61508 và IEC 61511, hướng đến các mức độ toàn vẹn an toàn (SIL) cao, thường là SIL 3 hoặc SIL 4, được xác định bởi các nghiên cứu phân tích rủi ro để giảm thiểu rủi ro cần thiết. Các mức độ này đảm bảo xác suất lỗi thấp khi cần thiết thông qua các thiết kế dự phòng được chứng nhận. Điều quan trọng cần lưu ý là toàn bộ vòng lặp HIPPS bao gồm phần tử điều khiển cuối cùng, truyền tín hiệu (khí nén/điện) và bộ giải logic sẽ có độ tin cậy cao được xác định bởi mức SIL của vòng lặp HIPPS.
✅ Ứng dụng trong đường ống dẫn dầu khí thượng nguồn
Trong ngành dầu khí, HIPPS bảo vệ các đường ống có công suất thấp hơn khỏi áp suất cao tại giếng khoan, giúp tiết kiệm chi phí cơ sở hạ tầng và giảm thiểu việc đốt khí thải. Ví dụ bao gồm các cụm khí từ xa và đường ống xuất khẩu ngoài khơi, giúp tăng cường an toàn và tuân thủ các quy định về môi trường.
Tệp đính kèm bài đăng này là một bài báo đoạt giải về HIPPS được xuất bản từ năm 2000 và nội dung của nó được đưa vào “Sổ tay Kỹ sư Thiết bị” Tập 3.
Ankur.

(St.)

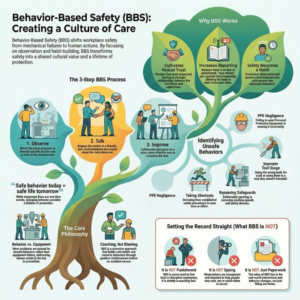






AN TOÀN DỰA TRÊN HÀNH VI (BBS)
Hầu hết các nơi làm việc đều có quy tắc an toàn.
Tuy nhiên, tai nạn vẫn xảy ra. Tại sao?
Bởi vì an toàn thất bại khi hành vi không phù hợp với kiến thức.
Một hành động không an toàn có thể không gây ra tai nạn hôm nay…
nhưng lặp lại nó sẽ gây ra tai nạn.
Những hành vi không an toàn phổ biến mà chúng ta thấy hàng ngày:
Mũ bảo hiểm treo lủng lẳng, không đội
❌ Tháo găng tay khi làm “việc nhanh”
❌ Làm việc với điện mà không cách ly/kiểm tra
❌ Bỏ qua dây đai an toàn khi làm việc trên cao
Hành vi an toàn có hiệu quả — ngay cả khi nó có vẻ nhàm chán: ✅ Luôn đeo thiết bị bảo hộ cá nhân (PPE)
✅ Tuân thủ quy trình và hướng dẫn công việc (PTW)
✅ Hỏi khi không chắc chắn
✅ Dừng các hành vi không an toàn một cách tôn trọng
Văn hóa an toàn bắt đầu từ những hành động hàng ngày.
Mọi người bắt chước hành vi nhiều hơn là tuân theo biển báo.
Không có công việc nào khẩn cấp đến mức không thể thực hiện một cách an toàn.
Sản xuất có thể được phục hồi. Mạng sống thì không thể.
#BehaviourBasedSafety #SafetyFirst #HSE #WorkplaceSafet #HSELife
An toàn dựa trên hành vi, An toàn là trên hết, HSE, An toàn nơi làm việc, HSE Life