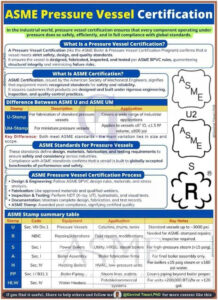
Điều quan trọng nhất cần nhớ là ASME là một mã kỹ thuật (cách chế tạo), trong khi PED là một chỉ thị pháp lý (những mục tiêu an toàn phải được đáp ứng để bán nó ở Châu Âu).
1. So sánh cấp cao
2. Phân loại rủi ro
Một sự khác biệt chính nằm ở cách thiết bị được phân loại để giám sát.
-
Phương pháp tiếp cận ASME: Nói chung xử lý hầu hết các tàu theo cùng một bộ quy tắc (ví dụ: Phần VIII Phân khu 1), với độ phức tạp cao hơn được chuyển sang Phân khu 2 hoặc Phân khu 3.
-
Phương pháp tiếp cận PED: Sử dụng hệ thống phân loại (I, II, III và IV). Như áp suất (PS), Thể tích (V), và nguy cơ chất lỏng tăng lên, danh mục tăng lên. Các hạng mục cao hơn yêu cầu sự tham gia mạnh mẽ hơn từ Cơ quan được thông báo.
3. Vật liệu và truy xuất nguồn gốc
-
ASME 2025: Sử dụng vật liệu ASME Phần II. Mặc dù gần đây nó đã cho phép nhiều vật liệu “quốc tế” hơn, nhưng nó vẫn bị quản lý chặt chẽ bởi các thông số kỹ thuật của riêng mình (ví dụ: SA-516).
-
PED: Thích Tiêu chuẩn hài hòa (vật liệu EN). Nếu bạn sử dụng vật liệu ASME (như SA-516) cho bồn dành cho Châu Âu, bạn phải thực hiện PMA (Thẩm định vật liệu cụ thể) để chứng minh vật liệu đáp ứng các yêu cầu về độ dẻo dai và độ dẻo của PED.
4. Tuân thủ “ASME + PED”
Bạn có thể chế tạo một bồn ASME và bán nó ở châu Âu không? Có. Để làm điều này, bạn tuân theo Mã ASME để thiết kế và chế tạo, nhưng bạn phải thêm Phân tích khoảng cách “Phụ lục I”. Điều này có nghĩa là Cơ quan được thông báo kiểm tra xem thiết kế ASME cũng đáp ứng các yêu cầu PED cụ thể mà ASME không đề cập nghiêm ngặt hay không, chẳng hạn như:
-
Độ dẻo của vật liệu: PED yêu cầu 20% độ giãn dài; một số vật liệu ASME bị thiếu.
-
Áp suất kiểm tra thủy tĩnh: Các hệ số nhân khác nhau.
-
Phân tích mối nguy: PED yêu cầu rõ ràng một đánh giá rủi ro/mối nguy được lập thành văn bản chính thức cho mọi bồn.
5. Có gì mới trong ASME BPVC 2025?
Phiên bản 2025 (phát hành tháng 7 năm 2025) tiếp tục hiện đại hóa mã để phù hợp hơn với xu hướng sản xuất và kỹ thuật số toàn cầu, gián tiếp giúp điều chỉnh PED:
-
Vật liệu phi kim loại: Các quy tắc mở rộng đối với nhựa gia cố sợi và polyetylen mật độ cao (HDPE) trong dịch vụ áp suất.
-
Sản xuất bồi đắp: Tích hợp thêm các thành phần kim loại in 3D vào mã.
-
Chuyển đổi kỹ thuật số: Các yêu cầu nâng cao đối với việc sử dụng thiết kế có sự hỗ trợ của máy tính và dữ liệu bản sao kỹ thuật số để quản lý vòng đời.
Dịch vụ hydro: Các bản cập nhật mới được hỗ trợ bởi nghiên cứu cho các vật liệu được sử dụng trong lưu trữ hydro áp suất cao, phản ánh sự thay đổi “Năng lượng xanh” ở cả thị trường Mỹ và EU.
Bài học chính cho các dự án
Nếu bạn là nhà sản xuất tại Hoa Kỳ xây dựng cho khách hàng Châu Âu, bạn có thể sẽ chế tạo theo ASME Phần VIII Div 1 nhưng thuê Cơ quan được thông báo để chứng nhận rằng tàu tuân thủ PED và mang Dấu CE.
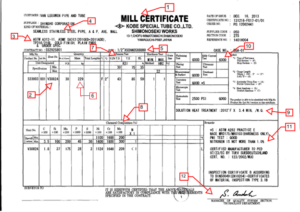




Chứng nhận Vật liệu “Cách đọc, Mẫu 2.1, 2.2, 3.1 và 3.2”
Báo cáo kiểm tra nhà máy (MTR) hoặc chứng chỉ kiểm tra nhà máy (MTC) là một tài liệu đảm bảo chất lượng trong ngành kim loại. Nó xác nhận các thông số kỹ thuật như thuộc tính hóa học, cơ học hoặc vật lý khác, quy trình sản xuất, thông tin xử lý nhiệt, kết quả thử nghiệm hoặc sự phù hợp với một bộ tiêu chuẩn quốc tế hoặc địa phương. Bài viết này xem xét quy trình chứng nhận vật liệu và tiết lộ sự khác biệt giữa các mẫu 2.1, 2.2, 3.1 và 3.2.
Mặc dù mỗi chứng chỉ vật liệu thường có bố cục báo cáo khác nhau, nhưng thông tin của chúng là phổ biến. Do đó, hướng dẫn cách đọc chứng chỉ vật liệu này giải thích từng trường liên quan.
1. Nhà sản xuất
• Tên, logo hoặc dấu hiệu của nhà máy hoặc xưởng sản xuất.
2. Mã số lô vật liệu
• Mã số truy xuất nguồn gốc chính phải khớp với cả chứng chỉ và ký hiệu trên vật liệu (Dấu cứng).
3. Mác và thông số kỹ thuật vật liệu
• Ví dụ: ASTM A106 Gr.B, SS316L — theo tiêu chuẩn ASTM / ASME.
4. Tình trạng giao hàng
• Loại sản phẩm: Không mối hàn (SMLS) / Có mối hàn (W, WX, WU)
• Cho biết có kiểm tra bằng tia X/siêu âm (RT/UT) trên mối hàn hay không.
5. Kích thước vật liệu
• Tấm: độ dày × chiều rộng × chiều dài.
• Ống: Đường kính & Tiêu chuẩn.
6. Trọng lượng
• Trọng lượng đơn vị thường được yêu cầu đối với ống có đường kính NPS từ 4″ trở lên.
7. Tính chất cơ học
• Giới hạn chảy, giới hạn bền kéo, độ cứng — phải đáp ứng các yêu cầu của tiêu chuẩn.
8. Phân tích hóa học
• Tỷ lệ phần trăm các nguyên tố hợp kim xác nhận mác thép chính xác.
9. Xử lý nhiệt
• Nhiệt độ và phương pháp xử lý nhiệt chuẩn hóa, tôi và ram.
10. Kiểm tra không phá hủy (NDE), thử nghiệm thủy lực, v.v.
• Các loại thử nghiệm được thực hiện: NDE, thử nghiệm thủy lực, thử nghiệm va đập, v.v.
11. Bổ sung
• Các yêu cầu bổ sung do khách hàng/đơn đặt hàng đưa ra, chẳng hạn như thử nghiệm PMI, tuân thủ NACE MR0175, thử nghiệm ăn mòn giữa các hạt, v.v.
12. Chữ ký được chứng nhận của nhà máy
• Chữ ký và con dấu của nhân viên nhà máy chịu trách nhiệm — chứng nhận tính xác thực của dữ liệu.
Có bốn loại chứng chỉ kiểm tra được định nghĩa bởi EN 10204, mỗi loại cung cấp mức độ đảm bảo và khả năng truy xuất nguồn gốc khác nhau:
Chứng chỉ vật liệu 2.1
Chứng chỉ vật liệu 2.1 cung cấp tuyên bố rằng các sản phẩm được cung cấp tuân thủ các yêu cầu của đơn đặt hàng. Tuy nhiên, mẫu 2.1 này không yêu cầu bao gồm kết quả thử nghiệm.
Giấy chứng nhận vật liệu 2.2
bao gồm các kết quả kiểm tra tổng quát do nhà sản xuất thực hiện, nhưng đây là các kết quả kiểm tra không chuyên biệt và không liên quan đến lô hàng thực tế đã giao.
Giấy chứng nhận vật liệu 3.1
cung cấp các kết quả kiểm tra chuyên biệt được thực hiện theo tiêu chuẩn hoặc quy định hiện hành và được ký bởi đại diện kiểm tra độc lập với bộ phận sản xuất.
Giấy chứng nhận vật liệu 3.2
tiến thêm một bước nữa, yêu cầu giấy chứng nhận phải được xác nhận không chỉ bởi nhà sản xuất mà còn bởi một thanh tra viên độc lập (khách hàng hoặc bên thứ ba), mang lại mức độ tin cậy và khả năng truy xuất nguồn gốc cao nhất.