-
Hiệu chuẩn áp suất: Quan trọng trong các ngành công nghiệp làm việc với khí, hơi nước và thủy lực. Các dụng cụ như đồng hồ đo áp suất, cảm biến và đầu dò được hiệu chuẩn để đảm bảo độ chính xác trong phép đo áp suất.
-
Hiệu chuẩn nhiệt độ: Đảm bảo độ chính xác của các thiết bị đo nhiệt độ, rất quan trọng trong môi trường được kiểm soát như lò nướng hoặc tủ đông. Nhiệt kế, cặp nhiệt điện và nhiệt điện trở là những dụng cụ điển hình được hiệu chuẩn.
-
Hiệu chuẩn dòng chảy: Đo tốc độ dòng chảy của chất lỏng hoặc khí trong đường ống và tàu chứa. Các thiết bị bao gồm lưu lượng kế khối lượng nhiệt và tầng.
-
Hiệu chuẩn điện: Hiệu chỉnh các thiết bị đo các thông số điện như điện áp, dòng điện, điện trở, điện dung và tần số. Các dụng cụ phổ biến là máy hiện sóng, đồng hồ vạn năng và bộ đếm tần số.
-
Hiệu chuẩn cơ học: Bao gồm các dụng cụ đo các tính chất cơ học như khối lượng, lực, mô-men xoắn, góc và độ rung. Ví dụ bao gồm cân, panme, cờ lê mô-men xoắn và cảm biến lực.
Các loại hoặc cách tiếp cận hiệu chuẩn khác bao gồm:
-
Hiệu chuẩn tĩnh: Hiệu chỉnh đầu ra ở các giá trị đầu vào cố định, thường dành cho máy phát tín hiệu và nguồn điện áp / dòng điện.
-
Hiệu chuẩn động: Đo phản ứng của thiết bị đối với sự thay đổi tín hiệu đầu vào, rất quan trọng đối với cảm biến.
-
Hiệu chuẩn hiện trường: Được thực hiện trong môi trường hoạt động thực tế của thiết bị để đảm bảo hiệu suất thực tế đáng tin cậy.
-
Hiệu chuẩn có thể truy xuất nguồn gốc: Hiệu chuẩn liên kết với các tiêu chuẩn quốc gia để đảm bảo tính nhất quán và tuân thủ quy định.
-
Hiệu chuẩn chính: Sử dụng các tiêu chuẩn tham chiếu có độ chính xác cao làm cơ sở để hiệu chuẩn các thiết bị khác.
Quy trình hiệu chuẩn cũng có thể được đặc trưng bởi các điểm hoặc phương pháp như:
-
Hiệu chuẩn Zero hoặc Span (2 điểm): Điều chỉnh ở các điểm phạm vi không và tối đa.
-
Hiệu chuẩn đa điểm: Điều chỉnh tại nhiều điểm trong phạm vi để tuyến tính hóa phản ứng của thiết bị chính xác hơn.
Các loại này đáp ứng nhiều nhu cầu hiệu chuẩn trong các ngành công nghiệp và giúp duy trì độ chính xác, độ tin cậy và tuân thủ các tiêu chuẩn của phép đo.
Quality Management System Study
✅ Các loại hiệu chuẩn mà mọi ngành công nghiệp nên biết
Hiệu chuẩn là nền tảng của độ chính xác, độ tin cậy và sự tuân thủ trong mọi lĩnh vực sản xuất và dịch vụ. Nó đảm bảo các thiết bị đo lường mang lại kết quả chính xác và nhất quán. Dưới đây là các loại hiệu chuẩn chính:
🔹 Hiệu chuẩn kích thước – Kiểm tra đồng hồ đo, thước cặp, micromet, CMM.
🔹 Hiệu chuẩn khối lượng – Đảm bảo độ chính xác của cân và các loại cân.
🔹 Hiệu chuẩn nhiệt độ – Dành cho nhiệt kế, RTD, cặp nhiệt điện, cảm biến.
🔹 Hiệu chuẩn áp suất – Được sử dụng trong các ngành công nghiệp thủy lực, khí nén và quy trình.
🔹 Hiệu chuẩn điện – Đồng hồ vạn năng, máy hiện sóng, máy phân tích công suất.
🔹 Hiệu chuẩn thời gian và tần số – Dành cho đồng hồ bấm giờ, bộ hẹn giờ, bộ dao động.
🔹 Hiệu chuẩn lực – Cảm biến lực, máy kiểm tra độ bền kéo, lực kế.
🔹 Hiệu chuẩn mô-men xoắn – Cờ lê lực và tua vít trong dây chuyền lắp ráp.
🔹 Hiệu chuẩn thể tích – Pipet, buret, bồn chứa, cốc đo lưu lượng.
🔹 Hiệu chuẩn độ ẩm – Cảm biến độ ẩm, ẩm kế, buồng khí hậu.
🔹 Hiệu chuẩn lưu lượng – Lưu lượng kế, vòi phun và bơm trong điều khiển quy trình.
📌 Hiệu chuẩn thường xuyên không chỉ là về sự tuân thủ mà còn về sự tin cậy, an toàn và đảm bảo chất lượng.
💡 Câu hỏi dành cho bạn:
👉 Tổ chức của bạn lên lịch hiệu chuẩn các thiết bị quan trọng của mình thường xuyên như thế nào?
#quality #qualityassurance #qualitycontrol #qualitymanagementsystem #qualityjobs #qualityengineer #qualityeducation #qualityaudit #qualitytraining #qualityinspection #qms #qaqc #7qctools #qualityengineering #pdca #sixsigma #capa #qualitymanagement #management #training #productivity #engineering #careers #projectmanagement #lean #excellence #engineers #waste #iso #tutorial #kanban #kaizen #iso9001 #leansixsigma #tutorials #leanmanufacturing #5s #mechanicalengineering #msa #oee #industrialengineering #smed #ishikawa #jidoka #pokayoke #andon #7qctools #histogram #qcc #sop #timwood #takttime #pullsystem #kpi #tpm #ppap #coretools #spc #tpm #automotiveindustry #controlchart #iatf16949 #jobinterviews #checksheet #fishbone #g8d #paretochart #vsm #iatf #qms #linebalancing #fmea #vsmstudy #flowchart #histograms #7waste #3mwaste #apqp #smartgoal #DMAIC #Kaizen #5Why #BlackBelt #GreenBelt #YellowBelt
chất lượng, đảm bảo chất lượng, kiểm soát chất lượng, hệ thống quản lý chất lượng, việc làm chất lượng, kỹ sư chất lượng, giáo dục chất lượng, kiểm toán chất lượng, đào tạo chất lượng, kiểm tra chất lượng, qms, qaqc, 7 công cụ qc, kỹ thuật chất lượng, pdca, six sigma, capa, quản lý chất lượng, quản lý, đào tạo, năng suất, kỹ thuật, nghề nghiệp, quản lý dự án, tinh gọn, xuất sắc, kỹ sư, chất thải, iso, hướng dẫn, kanban, kaizen, iso 9001, leansix sigma, hướng dẫn, sản xuất tinh gọn, 5s, kỹ thuật cơ khí, msa, oee, kỹ thuật công nghiệp, smed, ishikawa, jidoka, pokayoke, andon, 7 công cụ qc, biểu đồ, qcc, sop, timwood, takt time, hệ thống kéo, kpi, tpm, ppap, core tools, spc, tpm, ngành công nghiệp ô tô, biểu đồ kiểm soát, iatf 16949, phỏng vấn việc làm, checksheet, fishbone, g8d, biểu đồ pareto, vsm, iatf, qms, cân bằng chuyền, fmea, vsmstudy, flowchart, histograms, 7waste, 3m waste, apqp, smart goal, DMAIC, Kaizen, 5 Why, Black Belt, Green Belt, Yellow Belt

(St.)






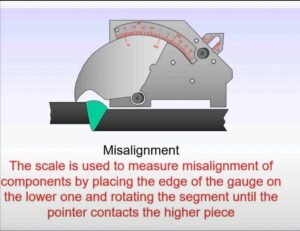
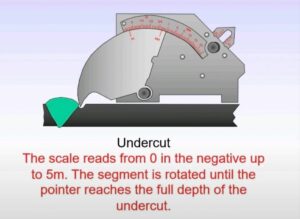
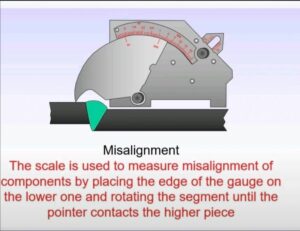

Đồng hồ đo Bridge Cam là một công cụ kiểm tra hàn đa năng được sử dụng để đo độ sâu cắt ngầm, kích thước mối hàn góc, góc mối nối và độ chính xác căn chỉnh để đảm bảo chất lượng và độ tuân thủ của mối hàn.
Sau đây là tóm tắt ngắn gọn và rõ ràng về từng chức năng của Đồng hồ đo Bridge Cam:
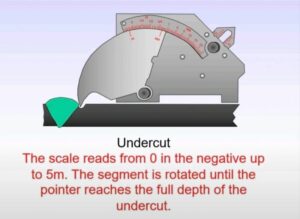
1. Undercut: Đo độ sâu của đường undercut bên cạnh mối hàn để đảm bảo nó nằm trong giới hạn cho phép.
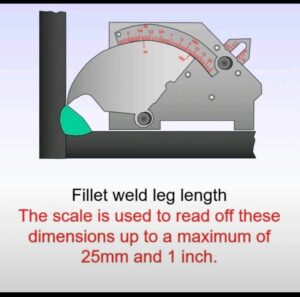
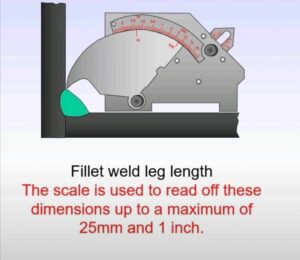
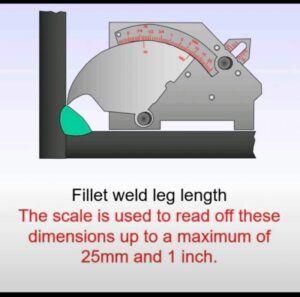
2. Chiều dài chân hàn góc: Kiểm tra kích thước của chân hàn góc, lên đến 25 mm (1 inch).
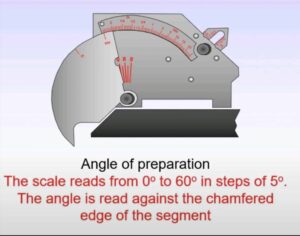
3. Góc chuẩn bị: Đo góc vát của mối hàn trước khi hàn (0°–60°).
4. Độ lệch: Xác định bất kỳ chênh lệch chiều cao hoặc sự không khớp nào giữa các thành phần được ghép nối.