Các mẫu quản lý dự án chuẩn hóa việc lập kế hoạch, thực hiện và theo dõi các dự án, tiết kiệm thời gian và giảm lỗi. Danh sách hàng đầu nêu bật 16-20 loại thiết yếu bao gồm toàn bộ vòng đời dự án, lý tưởng cho các chuyên gia tối ưu hóa các quy trình như EVM hoặc Lean.
Mẫu lập kế hoạch cốt lõi
Những điều này bắt đầu các dự án bằng cách xác định phạm vi, mục tiêu và cấu trúc.
Mẫu lập lịch
Trực quan hóa các mốc thời gian, phần phụ thuộc và tiến độ để giao hàng đúng hạn.
Mẫu tài nguyên & vai trò
Phân bổ con người, ngân sách và làm rõ trách nhiệm giải trình — phù hợp với lợi ích RACI từ lịch sử của bạn.
Truyền thông & Báo cáo
Giữ cho các nhóm và các bên liên quan phù hợp với trạng thái và kế hoạch.
-
Báo cáo trạng thái dự án: Bao gồm tiến độ, vấn đề, số liệu như SPI / CPI — liên quan đến các truy vấn EVM của bạn.
-
Kế hoạch giao tiếp: Phương pháp, tần suất, liên lạc.
-
Kế hoạch các bên liên quan: Thông điệp phù hợp, vòng phản hồi.
-
Chương trình khởi động: Đặt kỳ vọng sớm.
Quản lý rủi ro và thay đổi
Chủ động xử lý những điều không chắc chắn.
Thực hiện & Đóng
Hỗ trợ công việc hàng ngày và tổng kết.
-
Danh sách kiểm tra dự án: Theo dõi các mốc quan trọng, phê duyệt.
-
Thỏa thuận làm việc nhóm: Quy tắc cộng tác.
-
Kết thúc dự án: Bài học kinh nghiệm, ký kết.
Các mẫu này tích hợp tốt với các công cụ tinh gọn như Kanban để giảm chất thải, phù hợp với sở thích quy trình của bạn. Tùy chỉnh thông qua các công cụ như Smartsheet hoặc Asana cho các dự án kỹ thuật / chất lượng của bạn.
Sự thật rất đơn giản. Trong thế giới tốc độ cao ngày nay, các dự án không thất bại vì thiếu nỗ lực mà thất bại vì thiếu cấu trúc. Các nghiên cứu cho thấy 70% dự án thất bại do lập kế hoạch và giao tiếp kém. Đó là nơi mà các mẫu phù hợp thay đổi mọi thứ.
📌 🧭 NỀN TẢNG: BẮT ĐẦU VỚI SỰ RÕ RÀNG
Điều lệ Dự án | Kế hoạch Dự án | Phân tích các Bên liên quan
Những mẫu này xác định hướng đi của bạn. Một điều lệ dự án rõ ràng giúp thống nhất tầm nhìn, trong khi một kế hoạch chi tiết tạo ra lộ trình của bạn. Nếu không có điều này, các nhóm sẽ đi chệch hướng.
👉 Sự thật: Các dự án có mục tiêu được xác định rõ ràng có khả năng thành công cao gấp 2,5 lần.
📊 📅 SỨC MẠNH THỰC THI: NHÌN THẤY MỌI THỨ
Biểu đồ Gantt | Dòng thời gian | Cấu trúc phân tích công việc (WBS) | Bảng Kanban
Việc thực thi trở nên dễ dàng hơn khi công việc được trực quan hóa. Bạn sẽ thấy được các mối phụ thuộc, thời hạn và điểm nghẽn trước khi chúng trở thành vấn đề.
👉 Sự thật: Các công cụ lập kế hoạch trực quan giúp cải thiện năng suất lên đến 25%.
⚠️ 🛡️ KIỂM SOÁT & QUẢN LÝ RỦI RO
Sổ đăng ký rủi ro | Công cụ theo dõi sự cố | Nhật ký thay đổi
Vấn đề không phải là vấn đề—mà là những vấn đề không được theo dõi. Những công cụ này giúp bạn kiểm soát, giúp bạn hành động trước khi rủi ro trở thành thảm họa.
👉 Sự thật: Các công ty sử dụng công cụ theo dõi rủi ro giảm 30% chi phí dự án vượt quá dự kiến.
💰 📈 THEO DÕI CHI PHÍ & HIỆU SUẤT
Công cụ theo dõi ngân sách | Ước tính chi phí | Bảng điều khiển
Tiền là huyết mạch của dự án. Các mẫu này đảm bảo bạn luôn nằm trong ngân sách đồng thời duy trì khả năng hiển thị hiệu suất theo thời gian thực.
👉 Sự thật: Bảng điều khiển thời gian thực giúp cải thiện tốc độ ra quyết định lên đến 40%.
👥 🤝 NHÓM & GIAO TIẾP
Ma trận RACI | Báo cáo trạng thái | Bảng chấm công
Sự rõ ràng về vai trò giúp loại bỏ sự nhầm lẫn. Giao tiếp hiệu quả giúp các bên liên quan luôn đồng thuận và tự tin.
👉 Sự thật: Giao tiếp kém góp phần gây ra 56% thất bại dự án.
🎯 TẠI SAO ĐIỀU NÀY QUAN TRỌNG
Một người quản lý dự án không có mẫu biểu giống như một phi công không có thiết bị đo đạc. Bạn có thể bay – nhưng bạn sẽ không hạ cánh an toàn. 20 mẫu biểu này không chỉ là công cụ – chúng là một hệ thống hoàn chỉnh để lập kế hoạch, thực hiện, giám sát và bàn giao dự án một cách tự tin.
💼 SẴN SÀNG NÂNG CẤP QUẢNG CÁO DỰ ÁN CỦA BẠN?
Nếu bạn nghiêm túc muốn bàn giao dự án nhanh hơn, thông minh hơn và không có sự hỗn loạn, bạn cần một hệ thống – chứ không phải các tập tin ngẫu nhiên. Các mẫu biểu của chúng tôi được thiết kế như một hệ sinh thái hoàn chỉnh được kiểm soát bởi một cấu trúc dữ liệu mạnh mẽ, cung cấp cho bạn thông tin chi tiết theo thời gian thực, tự động hóa và báo cáo cấp điều hành.
#ProjectManagement #PMO #ProjectPlanning #GanttChart #Leadership #BusinessGrowth #ExcelTemplates #Productivity #ProjectSuccess #RiskManagement
Quản lý Dự án, PMO, Lập Kế hoạch Dự án, Biểu đồ Gantt, Lãnh đạo, Tăng trưởng Kinh doanh, Mẫu Excel, Năng suất, Thành công Dự án, Quản lý Rủi ro

(St.)
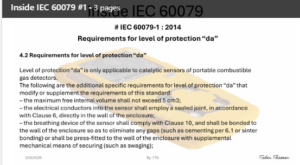













Điều khoản số: 4.2
Điều khoản này trích từ IEC 60079-1 và định nghĩa Cấp độ bảo vệ “da”, là một loại bảo vệ chống cháy nổ đặc biệt (Ex d) nhưng rất hạn chế trong ứng dụng.
Phần giải thích bên dưới được hỗ trợ bởi AI trong khi tệp PDF đính kèm là điều khoản chính xác từ tiêu chuẩn.
🖥️AI: Hãy cùng phân tích rõ ràng và thực tế
🔹 Mức độ bảo vệ “da” là gì?
“da” là mức độ bảo vệ rất cao (EPL Ga).
Nó CHỈ được phép sử dụng cho các cảm biến xúc tác bên trong máy dò khí cầm tay.
Về cơ bản, đó là một vỏ bọc chống cháy nổ thu nhỏ với các giới hạn rất nghiêm ngặt.
👉 Nói một cách đơn giản:
Nó đảm bảo rằng ngay cả khi xảy ra vụ nổ bên trong, nó sẽ KHÔNG gây cháy bầu không khí nguy hiểm bên ngoài.
🔹 Giải thích các yêu cầu chính
1. Thể tích bên trong rất nhỏ
“thể tích bên trong tối đa không được vượt quá 5 cm³”
Buồng cảm biến phải cực kỳ nhỏ.
Tại sao?
👉 Thể tích nhỏ hơn = năng lượng nổ thấp hơn → dễ dàng chứa đựng an toàn hơn.
2. Dây dẫn điện kín
“phải sử dụng mối nối kín… trực tiếp trong tường”
Dây dẫn vào cảm biến phải:
Được bịt kín hoàn toàn (kín khí hoặc tương đương)
Lắp đặt trực tiếp vào tường của vỏ thiết bị
👉 Không có khe hở → không có đường dẫn lửa → không rò rỉ khí.
3. Thiết bị thở (điểm tiếp cận khí)
“phải tuân thủ Điều khoản 10… được dán hoặc ép chặt”
Điều này rất quan trọng vì:
Cảm biến phải “thở” (cho phép khí đi vào để phát hiện)
Nhưng đồng thời:
Nó phải ngăn chặn sự truyền lửa
Vì vậy:
Nó phải được:
Dán (gắn xi măng / thiêu kết) HOẶC
Ép chặt + được cố định bằng cơ học (ví dụ: ép)
👉 Điều này đảm bảo:
Không có khe hở siêu nhỏ
Không có đường thoát lửa
4. Phải được cấp nguồn bằng An toàn Nội tại (Ex ia)
“được cung cấp bởi một mạch có Mức độ Bảo vệ ‘ia’”
Cảm biến phải được kết nối với mạch IEC 60079-11 Ex ia
Giới hạn công suất:
Nhóm I (khai thác mỏ): 3,3 W
Nhóm II (công nghiệp bề mặt): 1,3 W
👉 Tại sao lại có giới hạn công suất? Cảm biến xúc tác hoạt động ở nhiệt độ cao
Công suất quá lớn → nhiệt độ bề mặt cao hơn
Nguy cơ: bắt lửa khí
✔ Giới hạn công suất đảm bảo:
Nhiệt độ nằm trong giới hạn an toàn
5. LƯU Ý quan trọng (rất thiết thực)
“Bộ phận sẽ bị hở mạch nếu quá nóng”
Nếu công suất tăng bất thường:
Cảm biến bị cháy → bị hở mạch
Đây thực chất là một tính năng an toàn
👉 Nhưng:
Bạn vẫn cần giới hạn công suất để:
Tránh bắt lửa bề mặt bên ngoài
6. Các thử nghiệm không truyền tải nghiêm ngặt hơn
“Tăng số lượng thử nghiệm”
Thử nghiệm chống cháy (thử nghiệm không truyền tải) là:
Nghiêm ngặt hơn so với Ex d thông thường
Nhiều lần lặp lại hơn → độ tin cậy cao hơn
👉 Bởi vì:
Điều này được sử dụng trong EPL Ga (Vùng 0) → khu vực có rủi ro cao nhất
🔹 Thông tin kỹ thuật cuối cùng
⚠️ Khái niệm bảo vệ này RẤT chuyên biệt:
Không được sử dụng cho hộp nối, động cơ, v.v.
Chỉ dành cho:
👉 Cảm biến xúc tác trong thiết bị di động Máy dò.