CÁC LOẠI KHUYẾT TẬT HÀN
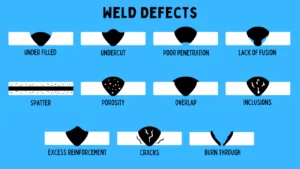

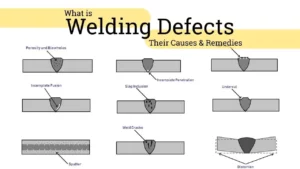
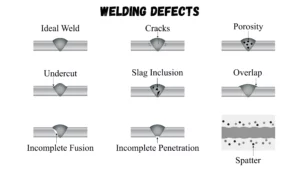
Các loại khuyết tật hàn phổ biến bao gồm:
-
Không ngấu: Kim loại mối hàn không kéo dài qua độ dày mối nối để hợp nhất phía đối diện, dẫn đến các mối nối yếu. Nguyên nhân do dòng điện thấp, tốc độ di chuyển cao hoặc thiết kế khớp không phù hợp13.
-
Lack of fusion: Mối nối không hoàn toàn giữa kim loại hàn và kim loại cơ bản hoặc giữa các đường hàn, thường là do các biến hàn không phù hợp hoặc thao tác điện cực135.
-
: Một rãnh hoặc rãnh ở ngón mối hàn nơi kim loại cơ bản bị nóng chảy, làm suy yếu mối nối. Thường do dòng điện quá mức, tốc độ di chuyển cao hoặc kỹ thuật không chính xác135.
-
Underfill: Bề mặt mối hàn thấp hơn bề mặt kim loại cơ bản do lắng đọng kim loại mối hàn không đủ, thường do tốc độ di chuyển cao hoặc nhiệt đầu vào1.
-
: Các khuyết tật nghiêm trọng có thể gây hỏng hóc, được phân loại là dọc (song song với mối hàn), ngang (vuông góc), vết nứt miệng núi lửa (khi kết thúc mối hàn), vết nứt nóng (trong quá trình đông đặc) và vết nứt lạnh (sau khi làm mát). Nguyên nhân bao gồm vật tư tiêu hao không phù hợp, hạn chế cao hoặc thông số hàn không chính xác124.
-
: Bọt khí bị mắc kẹt bên trong kim loại hàn, làm suy yếu mối nối. Gây ô nhiễm, khí bảo vệ không đúng cách hoặc hơi ẩm345.
-
Bao : Vật liệu rắn phi kim loại bị mắc kẹt trong mối hàn, thường là do làm sạch không đúng cách giữa các lần đi hoặc kỹ thuật hàn không chính xác345.
-
: Các giọt kim loại nóng chảy nhỏ thoát ra khỏi khu vực mối hàn, do dòng điện cao hoặc điều kiện hồ quang không ổn định345.
-
Kim loại hàn chảy qua kim loại cơ bản mà không nung chảy, do góc điện cực không chính xác hoặc tốc độ di chuyển chậm1345.
-
Biến dạng ngoài ý muốn của các bộ phận hàn do gia nhiệt và làm mát không đồng đều23.
-
: Nóng chảy quá mức gây ra các lỗ hổng trên kim loại cơ bản, thường là do nhiệt đầu vào quá cao3.
-
Tách lớp: Các vết nứt song song với ranh giới nhiệt hạch mối hàn, gây ra bởi sự co lại nhiệt trong các tấm thép cuộn4.
-
Whiskers: Dây điện cực ngắn nhô ra từ gốc mối hàn, chủ yếu trong hàn MIG, do tốc độ cấp dây cao hoặc tốc độ di chuyển4.
-
: Chiều cao hoặc vị trí hạt hàn không đồng đều, làm suy yếu mối nối4.
Những khuyết tật này có thể là bên trong hoặc bên ngoài và được phát hiện bằng cách kiểm tra trực quan hoặc các phương pháp kiểm tra không phá hủy như kiểm tra siêu âm hoặc chụp X quang14. Phòng ngừa bao gồm các thông số hàn thích hợp, chuẩn bị mối nối, kỹ thuật và lựa chọn vật tư tiêu hao.

Ý kiến bạn đọc (0)