- Các loại khuyết tật hàn phổ biến
- 1. Thiếu thâm nhập (thâm nhập không hoàn toàn)
- 2. Thiếu hợp nhất (Hợp nhất không hoàn chỉnh)
- 3. Cắt giảm
- 4. Bắn tóe
- 5. Bao gồm xỉ
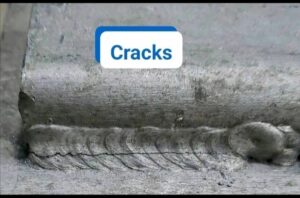
- 6. Vết nứt
- 7. Độ xốp
- 8. Chồng chéo (Over-roll)
- 9. Cong vênh
- 10. Điền dưới mức
- 11. Gia cố quá mức và thâm nhập quá mức
- 12. Rách Lamellar
- 13.Whiskers
- 14. Sai lệch
- Bảng tóm tắt các khuyết tật hàn phổ biến
Các loại khuyết tật hàn




Các loại khuyết tật hàn là các khuyết điểm hoặc sự gián đoạn khác nhau xảy ra trong hoặc sau quá trình hàn, có thể ảnh hưởng đến độ bền, hình thức và tính toàn vẹn của mối hàn. Những khuyết tật này thường được phân loại thành các khuyết tật bên ngoài (bề mặt) và bên trong (dưới bề mặt). Dưới đây là tổng quan chi tiết về các loại khuyết tật hàn phổ biến:
Các loại khuyết tật hàn phổ biến
1. Thiếu thâm nhập (thâm nhập không hoàn toàn)
-
Xảy ra khi kim loại mối hàn không kéo dài qua độ dày của mối nối, không hợp nhất được các bề mặt đối diện.
-
Gây ra các mối nối yếu và có thể được khắc phục bằng cách tăng dòng hàn, giảm tốc độ hàn hoặc điều chỉnh thiết kế mối nối135.
2. Thiếu hợp nhất (Hợp nhất không hoàn chỉnh)
-
Xảy ra khi không có liên kết thích hợp giữa kim loại hàn và kim loại cơ bản hoặc giữa các đường hàn.
-
Có thể xảy ra ở mép khớp, mặt mối hàn hoặc giữa các lớp trong mối hàn nhiều lần.
-
Nguyên nhân bao gồm dòng điện thấp, tốc độ hàn cao, góc điện cực không phù hợp hoặc chuẩn bị mối nối kém136.
3. Cắt giảm
-
Một rãnh hoặc rãnh được hình thành ở ngón mối hàn, làm giảm độ dày mặt cắt ngang của kim loại cơ bản.
-
Nguyên nhân do dòng điện quá mức, tốc độ hàn cao, góc điện cực không chính xác hoặc vật liệu độn sai.
-
Dẫn đến sự tập trung ứng suất và khả năng bắt đầu vết nứt1356.
4. Bắn tóe
-
Những giọt kim loại nóng chảy nhỏ được đẩy ra khỏi vũng hàn dính vào bề mặt xung quanh.
-
Nguyên nhân do dòng điện cao, hồ quang không ổn định hoặc khí che chắn không phù hợp.
-
Chủ yếu là một khiếm khuyết thẩm mỹ nhưng có thể ảnh hưởng đến các quá trình tiếp theo15.
5. Bao gồm xỉ
-
Vật liệu rắn phi kim loại bị mắc kẹt bên trong kim loại hàn hoặc giữa các đường hàn.
-
Kết quả của việc làm sạch không đúng cách giữa các đường chuyền, dòng hàn thấp hoặc kỹ thuật hàn không chính xác.
6. Vết nứt
-
Trong số những khiếm khuyết nghiêm trọng nhất, các vết nứt có thể dẫn đến hỏng hóc thảm khốc.
-
Các loại bao gồm dọc (song song với mối hàn), ngang (ngang mối hàn), vết nứt miệng núi lửa (ở đầu hạt), vết nứt nóng (trong quá trình đông đặc) và vết nứt lạnh (sau khi làm mát).
-
Nguyên nhân khác nhau nhưng bao gồm ứng suất dư cao, làm mát nhanh, kim loại phụ không phù hợp và giòn hydro235.
7. Độ xốp
-
Bong bóng khí bị mắc kẹt bên trong kim loại mối hàn, xuất hiện dưới dạng các lỗ nhỏ hoặc hốc.
-
Nguyên nhân do nhiễm bẩn, khí bảo vệ không phù hợp, độ ẩm hoặc thông số hàn không chính xác.
-
Làm suy yếu mối hàn và có thể bị đứt bên trong hoặc bề mặt1356.
8. Chồng chéo (Over-roll)
-
Xảy ra khi kim loại hàn vượt ra ngoài ngón mối hàn mà không hợp nhất với kim loại cơ bản.
-
Nguyên nhân do tốc độ di chuyển chậm, điện cực lớn hoặc góc hàn không phù hợp.
9. Cong vênh
-
Biến dạng hoặc thay đổi hình dạng của các bộ phận hàn do gia nhiệt và làm mát không đều.
-
Có thể ảnh hưởng đến độ chính xác lắp ráp và kích thước1.
10. Điền dưới mức
-
Kim loại hàn không đủ lắng đọng, dẫn đến bề mặt mối hàn lõm.
-
Dẫn đến giảm sức mạnh và ngoại hình kém3.
11. Gia cố quá mức và thâm nhập quá mức
-
Kim loại hàn dư thừa trên bề mặt hoặc nhô ra ngoài gốc.
-
Nguyên nhân do dòng điện quá cao hoặc tốc độ di chuyển chậm.
-
Có thể gây căng thẳng tập trung và kém thẩm mỹ3.
12. Rách Lamellar
-
Các vết nứt xảy ra trên kim loại cơ bản song song với đường hàn nhiệt hạch, thường là ở các tấm thép cán.
-
Nguyên nhân do co nhiệt và chất lượng vật liệu kém5.
13.Whiskers
-
Dây điện cực ngắn nhô ra từ gốc mối hàn, phổ biến trong hàn MIG.
-
Nguyên nhân do tốc độ cấp dây cao hoặc tốc độ di chuyển quá mức.
-
Ảnh hưởng đến chất lượng mối hàn và có thể gây hư hỏng thiết bị5.
14. Sai lệch
-
Căn chỉnh các bộ phận hàn không đúng cách, gây ra hạt hàn không đồng đều và các mối nối yếu.
-
Nguyên nhân do lắp hoặc xử lý kém trong quá trình hàn5.
Bảng tóm tắt các khuyết tật hàn phổ biến
| Thiếu sót | Sự miêu tả | Nguyên nhân | Hiệu ứng |
|---|---|---|---|
| Thiếu thâm nhập | Mối hàn không đến gốc của mối nối | Dòng điện thấp, tốc độ cao, thiết kế khớp | Khớp yếu |
| Thiếu hợp nhất | Không liên kết giữa mối hàn và kim loại cơ bản | Dòng điện thấp, kỹ thuật kém | Khớp yếu |
| Cắt giảm | Rãnh ở chân đường hàn | Dòng điện cao, sai góc | Tập trung ứng suất, vết nứt |
| Bắn tóe | Các giọt nóng chảy trên bề mặt | Dòng điện cao, hồ quang không ổn định | Khiếm khuyết thẩm mỹ |
| Bao gồm xỉ | Vật liệu phi kim loại bị mắc kẹt | Làm sạch kém, dòng điện thấp | Mối hàn yếu |
| Cracks | Đứt gãy mối hàn hoặc kim loại cơ bản | Ứng suất dư, làm mát nhanh | Hỏng hóc cấu trúc |
| Độ xốp | Bong bóng khí trong kim loại hàn | Các vấn đề về ô nhiễm, khí che chắn | Mối hàn yếu |
| Chồng chéo | Kim loại hàn vượt ra ngoài ngón chân hàn | Tốc độ chậm, điện cực lớn | Tập trung căng thẳng |
| Cong vênh | Sự biến dạng của các bộ phận | Sưởi ấm / làm mát không đồng đều | Sự không chính xác về kích thước |
| Điền dưới mức | Không đủ kim loại hàn | Tỷ lệ lắng đọng thấp | Mối hàn yếu |
| Gia cố dư thừa | Kim loại hàn dư thừa trên bề mặt | Dòng điện cao, tốc độ chậm | Tập trung căng thẳng |
| Rách Lamellar | Các vết nứt trên kim loại cơ bản song song với mối hàn | Co nhiệt, vật liệu kém | Yếu kém về cấu trúc |
| Whiskers | Dây điện cực nhô ra ở gốc | Nguồn cấp dây cao, tốc độ quá cao | Mối hàn yếu, hư hỏng thiết bị |
| Sai lệch | Hạt hàn không đồng đều do lắp ráp kém | Xử lý kém | Khớp yếu |
Những khuyết tật này có thể được phát hiện bằng cách kiểm tra trực quan và các phương pháp kiểm tra không phá hủy khác nhau như chụp X-quang, siêu âm, hạt từ tính hoặc thử nghiệm thẩm thấu thuốc nhuộm. Kỹ thuật hàn phù hợp, thông số chính xác, vật liệu sạch và kim loại phụ phù hợp là điều cần thiết để ngăn ngừa những khuyết tật này12356.
Các loại khuyết tật hàn
1) Nứt :-
Nứt là khuyết tật hàn nghiêm trọng nhất. Cuối cùng, chúng sẽ khiến mối hàn bị hỏng và các nhà thầu hàn phải rất nỗ lực để tránh chúng. Mối hàn chịu ứng suất bên trong liên tục do mỏi, uốn, uốn cong và giãn nở/co lại và nứt xảy ra khi ứng suất bên trong vượt quá kim loại cơ bản, kim loại hàn hoặc cả hai.
Các vết nứt nóng :- xảy ra ở nhiệt độ trên 1.000°C và thường do nhiễm bẩn hoặc vấn đề về vật liệu,
Các vết nứt lạnh :- xảy ra sau khi mối hàn nguội, thường do sự khuếch tán hydro và các vết nứt hố xuất hiện do vũng hàn không đủ thể tích. Chuẩn bị mối hàn cẩn thận, lựa chọn vật liệu phù hợp và bảo quản chúng an toàn sẽ giúp ngăn ngừa nứt.
2) Độ xốp :-
Độ xốp là sự hình thành các lỗ trong vũng hàn do các bong bóng khí không thoát ra được. Đây thường là một trong những khuyết tật hàn phổ biến.
3) Cắt lõm :-
Khuyết tật hàn cắt lõm có thể hình thành do sử dụng quá nhiều dòng điện nóng chảy và nối các cạnh.
4) Bắn tóe hàn:-
Bắn tóe là khuyết tật hàn xảy ra khi các giọt kim loại bắn ra trên bề mặt kim loại.
5) Chồng chéo:
Kim loại hàn gây ra lỗi hàn chồng chéo bằng cách lan rộng dọc theo đường hàn. Điều này thường là kết quả của việc trộn kim loại phụ không đúng cách.
6) Thiếu liên kết:
Thiếu liên kết (LOF) là một lỗi cấu trúc trong quá trình hàn xảy ra khi kim loại nóng chảy không làm tan chảy đủ kim loại gốc
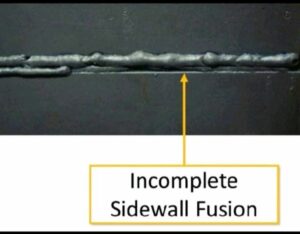
7) Liên kết thành bên không hoàn toàn:
Thiếu liên kết thành bên (LOSWF) là một lỗi hàn xảy ra khi kim loại hàn không liên kết hoàn toàn với mặt bên của mối hàn. Có thể do một số yếu tố gây ra, bao gồm kỹ thuật hàn kém, thiết kế mối hàn không đúng hoặc thông số hàn không phù hợp.





Ý kiến bạn đọc (0)