Các loại khuyết tật hàn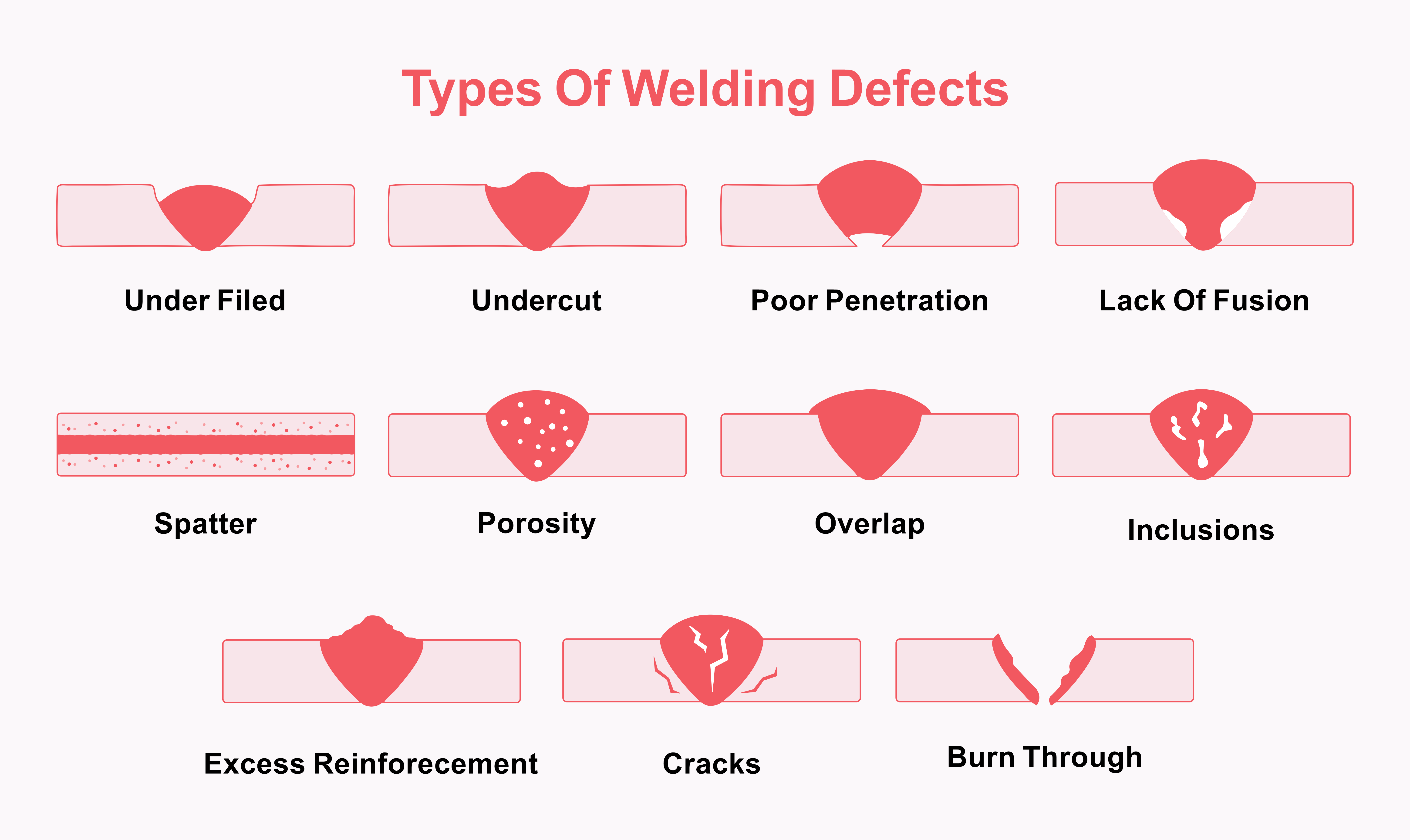

Lỗi hàn đề cập đến bất kỳ sự bất thường hoặc lỗ hổng nào trong mối hàn làm ảnh hưởng đến độ bền, tính toàn vẹn và độ bền của nó. Những khuyết tật này có thể phát sinh do các thông số hàn không chính xác, kỹ thuật kém, các yếu tố môi trường hoặc chuẩn bị không đúng cách.
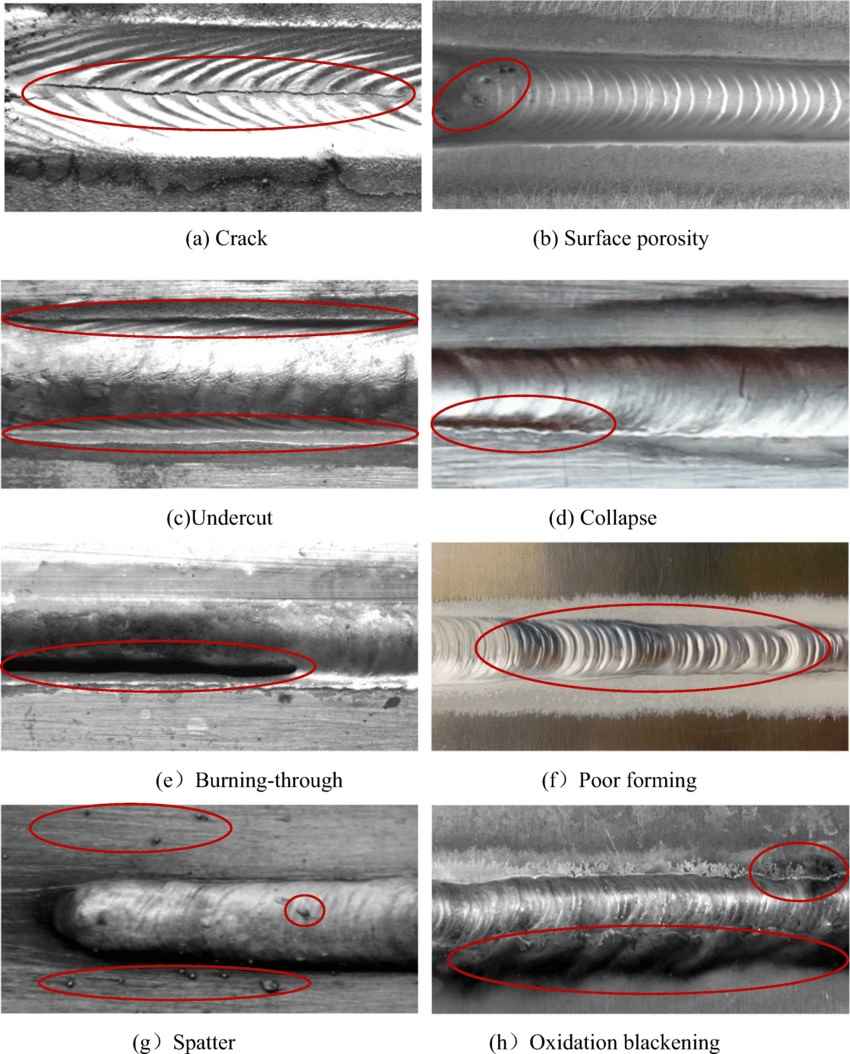
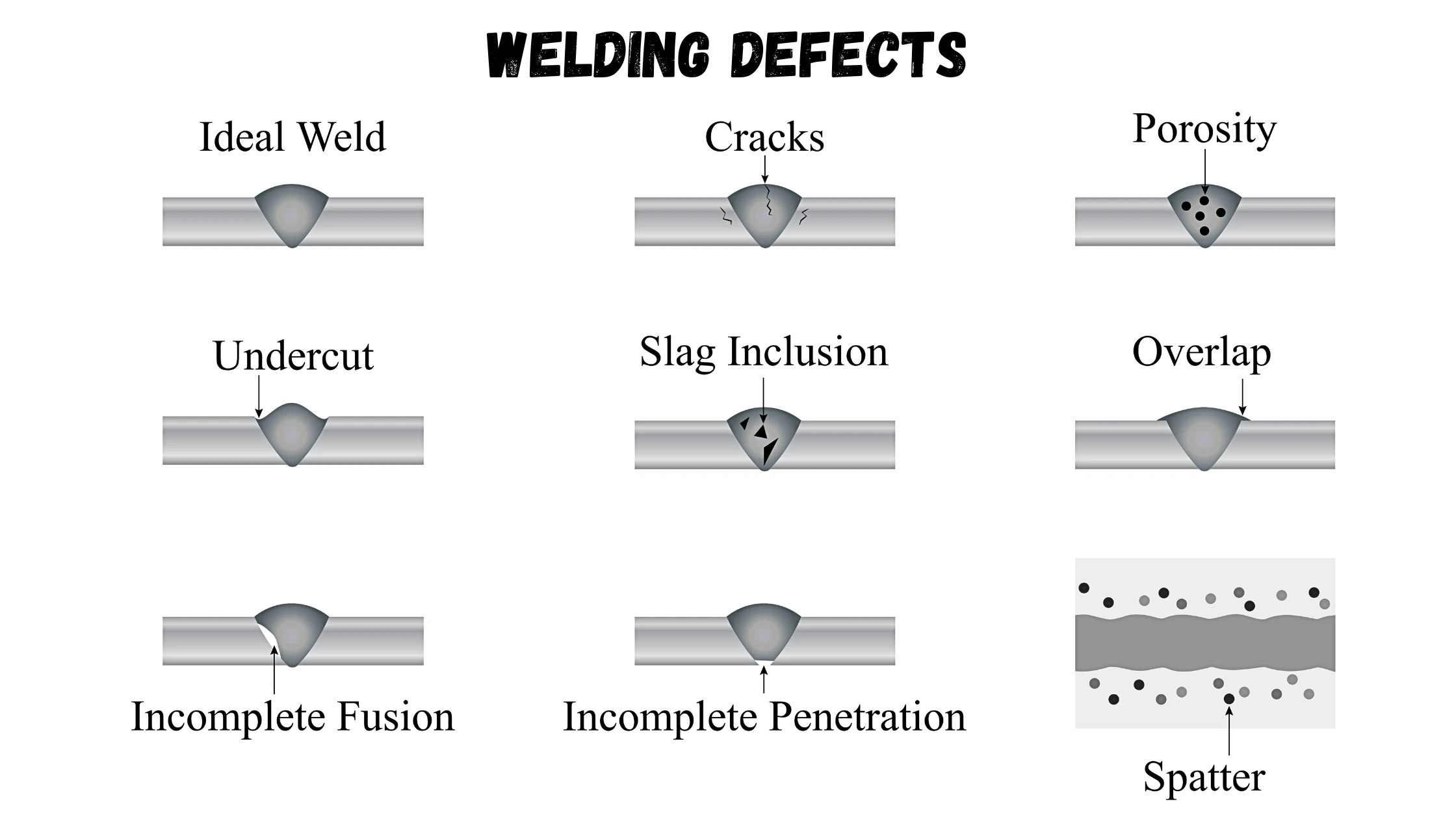
Dưới đây là bảng phân tích chi tiết về các khuyết tật hàn phổ biến, được phân loại theo loại, với nguyên nhân và đặc điểm của chúng:
1. Inclusion
-
: Vật lạ rắn bị mắc kẹt bên trong mối hàn, chẳng hạn như xỉ, oxit hoặc các hạt kim loại.
-
: Các thông số hàn không phù hợp, thao tác điện cực kém, làm sạch không đầy đủ giữa các lần đi hoặc vật tư tiêu hao bị nhiễm bẩn.
-
: Các lỗ hổng thể tích bên trong làm suy yếu mối hàn.
2. Thiếu hợp nhất và thiếu thâm nhập
-
: Xảy ra khi kim loại mối hàn không liên kết đúng cách với kim loại cơ bản hoặc lớp hàn trước đó.
-
: Không đủ độ sâu của kim loại hàn vào vật liệu cơ bản.
-
: Nhiệt đầu vào thấp, tốc độ di chuyển nhanh, góc mỏ hàn không chính xác, lắp khớp kém hoặc kỹ thuật hàn không phù hợp.
-
: Các mối nối yếu dễ bị hỏng dưới ứng suất, đặc biệt quan trọng trong các ứng dụng chịu lực.
3. Vết nứt
-
: Dọc, ngang, miệng núi lửa, vết nứt nóng (trong quá trình đông đặc), vết nứt lạnh (sau hàn).
-
: Ứng suất quá mức, làm mát nhanh, vật tư hàn không phù hợp, thiết kế mối nối không chính xác hoặc giòn hydro.
-
: Khiếm khuyết nghiêm trọng nhất; Các vết nứt làm giảm đáng kể tính toàn vẹn của mối hàn và thường gây ra hỏng hóc kết cấu nếu không được sửa chữa.
4. Độ xốp
-
: Các túi khí bị mắc kẹt bên trong kim loại hàn.
-
: Vật liệu cơ bản bị ô nhiễm, lưu lượng khí bảo vệ hoặc chất lượng không phù hợp, độ ẩm hoặc tốc độ hàn cao.
-
: Giảm độ bền cơ học; ảnh hưởng đến ngoại hình và có thể dẫn đến suy nhược sớm.
5. Undercut
-
: Một rãnh ở ngón mối hàn làm giảm độ dày của kim loại cơ bản.
-
: Dòng hàn quá mức, góc mỏ hàn không chính xác hoặc tốc độ di chuyển cao.
-
: Các điểm tập trung ứng suất làm suy yếu khớp và có thể gây ra các vết nứt.
6. Under-fill
-
: Hạt hàn thấp hơn mức kim loại cơ bản, thiếu đủ kim loại phụ.
-
: Tỷ lệ lắng đọng thấp, kỹ thuật hàn không phù hợp.
-
: Không đủ vật liệu dẫn đến các khớp bị suy yếu.
7. Gia cường quá mức và thâm nhập quá mức
-
: Kim loại hàn dư thừa vượt quá kích thước yêu cầu phía trên mối nối (cốt thép) hoặc qua gốc (xuyên thấu).
-
: Dòng hàn quá mức, tốc độ di chuyển chậm, lắp khớp không chính xác.
-
: Có thể dẫn đến sự tập trung ứng suất và khả năng nứt.
8. Chồng chéo (Over-Roll)
-
: Kim loại hàn tràn bề mặt kim loại cơ bản mà không có sự hợp nhất thích hợp.
-
: Tốc độ di chuyển chậm, góc mỏ hàn sai, dòng điện quá mức.
-
: Các khớp yếu dễ bị hỏng dưới áp lực.
9. Hư hỏng cơ học
-
: Các vết lõm hoặc hư hỏng bề mặt do các dụng cụ gây ra trong quá trình chuẩn bị hoặc xử lý.
-
: Sử dụng máy mài, búa hoặc dụng cụ sứt mẻ không đúng cách.
-
: Các khuyết tật bề mặt có thể dẫn đến các điểm tập trung ứng suất.
10. Cháy xuyên
-
: Nhiệt độ quá cao khiến mối hàn xuyên qua hoàn toàn các vật liệu mỏng, tạo ra các lỗ thổng.
-
: Dòng hàn cao, khe hở gốc rộng.
-
: Các lỗ trên mối hàn làm giảm độ bền của mối nối.
11. Bắn tóe
-
: Những giọt kim loại nhỏ bám vào các bề mặt xung quanh.
-
: Dòng điện cao, khí bảo vệ không phù hợp, chiều dài hồ quang dài.
-
: Các khuyết tật thẩm mỹ thường không ảnh hưởng đến tính toàn vẹn của cấu trúc nhưng cần được loại bỏ.
Bảng tóm tắt các khuyết tật hàn phổ biến
| Loại khiếm khuyết | Sự miêu tả | Nguyên nhân | Tác động |
|---|---|---|---|
| Inclusion | Vật liệu lạ bên trong mối hàn | Làm sạch kém, ô nhiễm | Lỗ hổng bên trong yếu |
| Thiếu hợp nhất | Liên kết không hoàn chỉnh | Nhiệt độ thấp, tốc độ di chuyển nhanh | Các khớp yếu, tách lớp |
| Thiếu thâm nhập | Độ sâu không đủ | Dòng điện thấp, phù hợp kém | Khớp yếu |
| Cracks | Đứt gãy trong hoặc gần mối hàn | Căng thẳng, làm mát, hydro | Rủi ro hỏng hóc cấu trúc |
| Độ xốp | Túi khí trong kim loại hàn | Ô nhiễm, các vấn đề về dòng khí | Giảm độ bền |
| Undercut | Rãnh ở chân đường hàn | Dòng điện dư thừa, lỗi góc | Tập trung căng thẳng |
| Điền dưới mức | Không đủ kim loại phụ | Lắng đọng thấp | Mối hàn yếu |
| Gia cường quá mức | Quá nhiều kim loại hàn | Tốc độ di chuyển chậm | Nồng độ căng thẳng |
| Chồng chéo | Hàn kim loại trên đế mà không cần nhiệt hạch | Dòng điện dư thừa, tốc độ chậm | Mối hàn yếu |
| Thiệt hại cơ học | Các vết lõm bề mặt | Sử dụng công cụ không đúng cách | Các điểm hỏng hóc tiềm ẩn |
| Đốt cháy | Lỗ do nhiệt độ quá cao | Dòng điện cao | Mất tính toàn vẹn của vật liệu |
| Bắn tóe | Các giọt kim loại trên bề mặt | Dòng điện cao, che chắn kém | Thẩm mỹ, cần mài sạch |
Tổng quan toàn diện này bao gồm các khuyết tật hàn chính, nguyên nhân của chúng và các tác động tiềm ẩn đến chất lượng và hiệu suất mối hàn.

Ý kiến bạn đọc (0)