Chế tạo bộ sấy dầu khí hình trụ




Việc sản xuất bộ sấy dầu và khí hình trụ bao gồm một số quy trình và thành phần chuyên dụng được thiết kế riêng cho ngành công nghiệp dầu, khí đốt và hóa dầu.
Tổng quan về bộ gia nhiệt dầu khí hình trụ
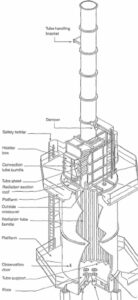
Những bộ sấy này, thường là bộ sấy đốt hình trụ thẳng đứng, rất quan trọng đối với quá trình xử lý hydrocacbon. Chúng thường bao gồm ba phần chính:
-
Hộp cứu hỏa: nơi đốt cháy nhiên liệu và không khí tạo ra nhiệt.
-
Phần đối lưu: truyền nhiệt hiệu quả đến chất lỏng quá trình.
-
Phần bức xạ: tối đa hóa bức xạ nhiệt xung quanh chất lỏng để sưởi ấm tối ưu5.
Các thành phần chính bao gồm đầu đốt để kiểm soát hỗn hợp nhiên liệu-không khí, ăn mòn và ống hợp kim chịu nhiệt độ cao để vận chuyển chất lỏng, lớp lót chịu lửa để cách nhiệt, vách ngăn để dẫn hướng dòng chất lỏng và hỗ trợ cấu trúc chắc chắn5.
Vật liệu và chế tạo
-
Ống được làm từ hợp kim nhiệt độ cao, chống ăn mòn.
-
Lớp lót chịu lửa sử dụng vật liệu gốm chuyên dụng để chịu được nhiệt độ cao.
-
Các yếu tố kết cấu được làm bằng thép chắc chắn để hỗ trợ hệ thống5.
Quy trình sản xuất (Điểm nổi bật chung)
Mặc dù các bước sản xuất cụ thể cho máy sưởi không được nêu chi tiết trong kết quả tìm kiếm, nhưng việc chế tạo bao gồm:
-
Hàn chính xác vỏ hình trụ và các thành phần.
-
Lắp đặt lớp lót chịu lửa.
-
Lắp ráp đầu đốt và ống trao đổi nhiệt.
-
Kiểm tra và kiểm tra chất lượng để đảm bảo an toàn và hiệu suất15.
Sản xuất bình khí hình trụ (Quy trình liên quan)
Đối với bình khí hình trụ (có thể là một phần của hệ thống sưởi hoặc lưu trữ khí), quy trình sản xuất được tự động hóa cao và bao gồm:
-
Kiểm tra vật liệu của thép cuộn cán nóng.
-
Làm trống và dập nổi các tấm thép.
-
Vẽ sâu để tạo thành vỏ hình trụ.
-
Hàn vòng chân, vòng cổ và tấm vải liệm.
-
Hàn đường nối chu vi của thân xi lanh.
-
Xử lý nhiệt để phục hồi tính chất cơ học.
-
Kiểm tra áp suất thủy tĩnh để phát hiện rò rỉ và biến dạng.
-
Chuẩn bị bề mặt thông qua phun mìn.
-
Kim loại hóa kẽm hoặc lớp sơn lót để chống ăn mòn.
-
Sơn tĩnh điện để hoàn thiện bề mặt cuối cùng3.
Bộ gia nhiệt xi lanh cho xi lanh khí
Bộ gia nhiệt xi lanh chuyên dụng được thiết kế để duy trì nhiệt độ bình khí, đảm bảo áp suất ổn định và ngăn khí bị đóng băng hoặc mất khả năng sử dụng. Các tính năng bao gồm:
-
Làm nóng nhanh với mức tiêu thụ năng lượng thấp.
-
Bảo vệ quá nhiệt dự phòng.
-
Vật liệu công nghiệp mạnh mẽ.
-
Điều khiển bộ điều nhiệt chính xác.
-
Các ứng dụng trong bảo vệ sương giá, duy trì nhiệt độ và xử lý khí ở nhiệt độ lên đến 50 °C26.
Tóm tắt
Việc sản xuất bộ gia nhiệt dầu và khí hình trụ liên quan đến việc chế tạo chính xác các bộ sấy đốt bằng vật liệu chống ăn mòn, lớp lót chịu lửa và các thành phần kết cấu chắc chắn được thiết kế riêng cho quá trình xử lý hydrocacbon ở nhiệt độ cao. Các chai khí hình trụ liên quan trải qua các quy trình tạo hình, hàn, xử lý nhiệt và phủ tự động để đảm bảo an toàn và độ bền. Máy sưởi xi lanh bổ sung cho những điều này bằng cách cung cấp hệ thống sưởi có kiểm soát để duy trì hiệu suất của bình khí trong các ứng dụng công nghiệp khác nhau12356.
Manufacturing-Chế tạo bồn dầu hình trụ vàheaters-bộ gia nhiệt gas.
thường bao gồm hai vùng chính: Phần bức xạ và Phần đối lưu, và được thiết kế theo các tiêu chuẩn như API 560 và ASME B31.3.
Các giai đoạn sản xuất
1. Shell-Chế tạo vỏ
Vỏ bộ gia nhiệt được làm từ các tấm thép cacbon (thường là A516 Gr.70). Các tấm được cắt và cán thành hình trụ, sau đó hàn theo cả chiều dọc và chu vi. Các mối hàn được kiểm tra bằng các phương pháp NDT như UT hoặc RT.
Dung sai: Độ tròn ±3 mm
2. Cấu tạo ống/Coil-cuộn
Ống thường là A106 Gr.B hoặc A335 P11 (dùng cho nhiệt độ cao). Chúng được uốn cong theo design-thiết kế (hình rắn hoặc xoắn ốc), sau đó hàn vào ống góp hoặc ống phân phối. Mỗi ống được thử áp suất thủy lực.
Dung sai: Uốn cong ±2°.
3. Phần Radiant-tỏa nhiệt
Đây là vùng đốt, nơi lắp đặt đầu đốt để tạo ra nhiệt trực tiếp. Các ống ở đây hấp thụ nhiệt tỏa nhiệt trực tiếp từ ngọn lửa. Các bức tường bên trong được lót bằng vật liệu chịu nhiệt độ cao (lên đến 1400°C). Hướng ngọn lửa và bố trí đầu đốt được thiết kế cẩn thận để tránh các điểm nóng và đảm bảo gia nhiệt đồng đều.
4. Phần Convection-đối lưu
Nằm phía trên vùng tỏa nhiệt, phần này thu hồi nhiệt từ khí thải nóng. Nó bao gồm các dãy ống và vách ngăn để tối ưu hóa quá trình truyền nhiệt và phân phối dòng chảy. Nó tăng cường hiệu suất tổng thể của lò sưởi bằng cách làm nóng trước chất lỏng trước khi đi vào các cuộn dây tỏa nhiệt.
5. Insulation-Cách nhiệt và Vỏ
Toàn bộ bộ gia nhiệt được cách nhiệt bên ngoài bằng len đá (độ dày 100–150 mm, mật độ 120–150 kg/m³).
Dung sai cách nhiệt: ±5 mm.
6. Tích hợp Ducts-ống dẫn và đồng hồ đo Venturi
Ống dẫn (Ống dẫn khí thải):
Ống dẫn được sử dụng để dẫn khí thải nóng từ phần đối lưu đến ống khói hoặc đến hệ thống thu hồi nhiệt thải. Chúng thường được chế tạo từ thép cacbon hoặc thép không gỉ (dành cho các khu vực có nhiệt độ cao) và được lót bằng vật liệu cách nhiệt hoặc chịu lửa tùy thuộc vào nhiệt độ.
.
Ghi chú về thiết kế và lắp đặt venturi:
• Được định vị trong một đường ống thẳng (thường là 5–10 đường kính ống ngược dòng và xuôi dòng).
• Vòi áp suất chênh lệch được kết nối với máy phát
• Ống dẫn phải được bịt kín để tránh không khí lọt vào làm giảm hiệu suất của lò sưởi.
Assembly-Lắp ráp và Kiểm tra
Sau khi chế tạo xong tất cả các thành phần, lò sưởi được lắp ráp — lắp vỏ, ống, đầu đốt, ống khói và ống dẫn. Thử nghiệm thủy tĩnh được thực hiện ở áp suất gấp 1,5 lần thiết kế. Kiểm tra chức năng bao gồm chạy thử lạnh và thử nóng để xác nhận hoạt động
• Ngọn lửa đầu đốt không được tác động trực tiếp vào ống.
•Refractory-Neo chịu nhiệt phải thích ứng với sự giãn nở nhiệt.
•Cần tối ưu hóa đường dẫn khí để giảm thiểu sự sụt áp và mất nhiệt.
•Chiều cao và đường kính ống khói được thiết kế để đảm bảo luồng gió tự nhiên thích hợp.
Maintenance–Bảo trì
Chụp ảnh nhiệt định kỳ để phát hiện hotspot-điểm nóng.
Kiểm tra thường xuyên các ống gia nhiệt để phát hiện bám bẩn hoặc ăn mòn.
Hashtag chịu lửa lining phải được kiểm tra xem có vết nứt hoặc bong tróc không
Manufacturing-Sản xuất dầu và khí hình trụ heaters–máy sưởi






Ý kiến bạn đọc (0)