Nội dung bài viết
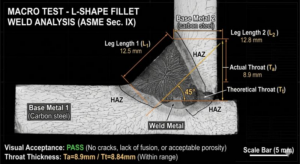
Chiều dài chân mối hàn góc
#Welding #ASME #NDT #Metallurgy #QualityControl #WeldInspection #NABL #MechanicalTesting #Fabrication #EngineeringQuality
Hàn, ASME, NDT, Luyện kim, Kiểm soát chất lượng, Kiểm tra mối hàn, NABL, Kiểm tra cơ khí, Chế tạo, Chất lượng kỹ thuật
(St.)

Ý kiến bạn đọc (0)