Độ chính xác trong hàn xác định liệu mối nối đạt được tính toàn vẹn của cấu trúc hay dẫn đến hỏng hóc hoàn toàn. Những khiếm khuyết từ kỹ thuật kém có thể biến một kết nối mạnh thành một điểm yếu khi chịu tải.
Các khái niệm hàn chính
Mối hàn đề cập đến cấu hình cụ thể nơi kim loại được nung chảy, chẳng hạn như các loại đối đầu, đùi hoặc phi lê, được thiết kế để truyền ứng suất hiệu quả. Hỏng hóc xảy ra khi mối nối này không thể chịu được lực tác dụng, thường là do các khuyết tật như vết nứt, độ xốp hoặc nhiệt hạch không hoàn toàn lan truyền dưới lực căng hoặc mỏi.
Vai trò của độ chính xác
Độ chính xác cao đảm bảo đầu vào nhiệt đồng đều, lắng đọng kim loại phụ thích hợp và biến dạng tối thiểu, tạo ra mối nối “sound” không có sai sót. Ngược lại, sự không chính xác — chẳng hạn như sai lệch hoặc kiểm soát hồ quang không nhất quán — gây ra sự tập trung ứng suất, giảm khả năng chịu tải và gây ra vết nứt giòn hoặc mỏi.
Các hư hỏng phổ biến
-
Kim loại hàn: Tính chất yếu hoặc tạp chất dẫn đến đứt gãy dẻo ở đây.
-
Vùng ảnh hưởng nhiệt (HAZ): Cứng hoặc mềm do chu trình nhiệt thúc đẩy nứt.
-
Dòng nóng chảy: Không ngấu hoặc cắt xén bắt đầu nhân giống.
| Yếu tố | Mối hàn tốt | Mối hàn dễ bị lỗi |
|---|---|---|
| Căn chỉnh | Kết hợp hoàn hảo, phân phối ứng suất đồng đều | Sai lệch gây ra ứng suất đỉnh |
| Thâm nhập | Đầy đủ, không có khoảng trống | Liên kết không hoàn chỉnh, yếu |
| Khiếm khuyết | Không có hoặc tối thiểu | Các vết nứt / độ xốp đẩy nhanh sự cố |
Độ chính xác là sự khác biệt giữa mối hàn và sự hỏng hóc 🏗️🔥
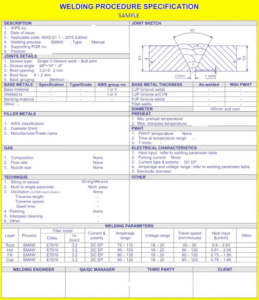
Trong hàn kết cấu, chúng ta không đoán mò—chúng ta tuân theo WPS (Quy trình Hàn). Đó là “kinh thánh kỹ thuật” đảm bảo mỗi mối hàn đáp ứng các tiêu chuẩn nghiêm ngặt của AWS D1.1. 📑✅
Cho dù bạn là Thợ hàn, Kiểm định viên QC hay Quản lý dự án, việc hiểu các bước này là rất quan trọng đối với tính toàn vẹn của kết cấu. 🛠️ Lộ trình thực hiện 5 bước:
1️⃣ Chuẩn bị và lắp ghép mối hàn: 📐
Nền tảng của một mối hàn tốt. Đối với rãnh chữ V đơn này, chúng tôi thiết lập góc 60° với khe hở chân mối hàn 3,2mm. Độ chính xác ở đây giúp ngăn ngừa 90% các khuyết tật trong tương lai.
2️⃣ Mối hàn chân (Nền tảng): ⚡
Sử dụng điện cực E7016 ở dòng điện 70–110 Amps (DC EP). Đây là mối hàn quan trọng nhất—nó phải đạt được độ xuyên thấu hoàn toàn để làm chảy các tấm kim loại ở đáy.
3️⃣ Mối hàn nóng: 🛑
Chúng tôi tăng nhiệt độ lên 90–150 Amps để “đốt cháy” bất kỳ xỉ còn sót lại nào từ chân mối hàn. Mối hàn này củng cố cấu trúc bên trong trước khi bắt đầu hàn đầy.
4️⃣ Hàn đầy và phủ (Tăng cường độ bền): 🧱
Nhiều mối hàn được xếp lớp để lấp đầy rãnh. Lớp mối hàn (Cap) là “mặt” cuối cùng của mối hàn—nó phải nhẵn, đồng đều và không có vết lõm để đạt yêu cầu kiểm tra trực quan.
5️⃣ Kiểm soát chất lượng (Lời cuối cùng): ✅
Làm sạch giữa các lớp hàn là bắt buộc. Mỗi lớp được đục và chải để đảm bảo không có tạp chất xỉ. Nếu không sạch, nó không đạt tiêu chuẩn.
WPS không chỉ là giấy tờ; đó là cam kết về an toàn và chất lượng. Khi chúng ta tuân theo các thông số—Điện áp, Cường độ dòng điện và Tốc độ di chuyển—chúng ta đảm bảo một kết cấu bền vững theo thời gian. 🛡️💪
Quy trình hàn ưa thích của bạn là gì? Bạn là chuyên gia về SMAW hay bạn thích tốc độ của GMAW hơn? Hãy cùng thảo luận bên dưới! 👇
#Welding #Engineering #QualityControl #StructuralSteel #AWS #WPS #ConstructionLife #SteelFabrication #QCInspection #Infrastructure
Hàn, Kỹ thuật, Kiểm soát chất lượng, Thép kết cấu, AWS, WPS, Cuộc sống xây dựng, Chế tạo thép, Kiểm tra QC, Cơ sở hạ tầng

Ý kiến bạn đọc (0)