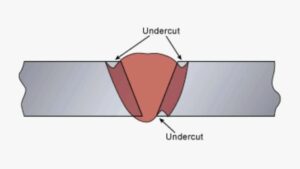
Trong hàn, undercut là rãnh hoặc chỗ lõm ở chân mối hàn, nơi kim loại nền bị nóng chảy, làm giảm độ dày mặt cắt ngang. Giới hạn undercut cho phép khác nhau đáng kể giữa các kết nối chịu tải tĩnh và chịu tải tuần hoàn do điều kiện ứng suất và cơ chế hỏng hóc riêng biệt của chúng, được điều chỉnh bởi các tiêu chuẩn như AWS D1.1, ASME hoặc ISO.
Đối với **các kết nối chịu tải tĩnh**, trong đó tải trọng không đổi và không dao động, giới hạn undercut sẽ dễ dàng hơn. Các tiêu chuẩn như AWS D1.1 thường cho phép độ sâu undercut tối đa là **1/16 inch (1,6 mm)** đối với hầu hết các mối hàn kết cấu, với điều kiện undercut không quá sắc hoặc quá dài. Sự khoan dung này là do tải trọng tĩnh tạo ra trạng thái ứng suất ổn định, và các vết lõm nhỏ ít có khả năng gây ra nứt hoặc phá hủy. Độ sâu chấp nhận được có thể thay đổi tùy theo độ dày vật liệu, loại mối hàn và tiêu chí kiểm tra, nhưng trọng tâm là đảm bảo khả năng chịu tải đủ mà không ảnh hưởng đến tính toàn vẹn của kết cấu.
Đối với các kết nối **có tải trọng tuần hoàn**, chịu tải trọng lặp lại hoặc dao động (ví dụ: cầu, cần cẩu hoặc máy móc), giới hạn vết lõm nghiêm ngặt hơn nhiều do lo ngại về mỏi. Tải trọng tuần hoàn tạo ra ứng suất xen kẽ làm khuếch đại tập trung ứng suất tại các vết lõm, làm tăng nguy cơ hình thành và lan truyền vết nứt. Ví dụ, AWS D1.1 quy định độ sâu vết lõm tối đa là **0,01 inch (0,25 mm)** hoặc thấp hơn đối với các mối hàn quan trọng về mỏi trong các ứng dụng chu kỳ cao. Một số tiêu chuẩn thậm chí có thể không yêu cầu vết lõm có thể đo được ở các vùng quan trọng. Ngoài ra, chiều dài và độ sắc nét của vết lõm được kiểm soát chặt chẽ, vì những yếu tố này càng làm tăng độ nhạy mỏi. Các phương pháp kiểm tra, chẳng hạn như kiểm tra siêu âm hoặc chụp X-quang, thường khắt khe hơn đối với các mối hàn chịu tải tuần hoàn để đảm bảo tính tuân thủ.
Các giới hạn nghiêm ngặt hơn đối với các kết nối chịu tải tuần hoàn phản ánh nhu cầu giảm thiểu ứng suất tăng và đảm bảo độ bền lâu dài trong điều kiện động, trong khi các kết nối chịu tải tĩnh có thể chịu được các khuyết tật lớn hơn một chút mà không có rủi ro đáng kể.



Ý kiến bạn đọc (0)