Hàn thép cacbon thấp (MS) với thép không gỉ (SS) là một trường hợp điển hình của hàn kim loại khác loại, và nó phổ biến trong công việc chế tạo, đường ống và sửa chữa.
Những thách thức chính
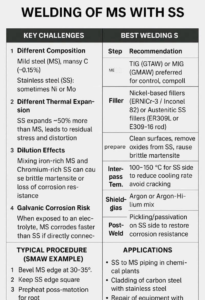
1. Thành phần khác nhau
MS: Chủ yếu là Fe + hàm lượng C thấp (~0,15%)
SS: Fe + Cr (≥10,5%), đôi khi có Ni, Mo
Cr và Ni làm thay đổi thành phần hóa học của vũng hàn và hành vi đông đặc.
2. Hệ số giãn nở nhiệt khác nhau
SS giãn nở nhiều hơn MS khoảng 50% → dẫn đến ứng suất dư và biến dạng.
3. Ảnh hưởng của sự pha loãng
Trộn MS giàu Fe và SS giàu Cr có thể gây ra mactenxit giòn hoặc mất khả năng chống ăn mòn.
4. Nguy cơ ăn mòn điện hóa
Khi tiếp xúc với chất điện phân, thép cacbon (MS) bị ăn mòn nhanh hơn thép không gỉ (SS) nếu được kết nối trực tiếp.
—
Các phương pháp hàn tốt nhất
Các bước khuyến nghị
Quy trình hàn: Hàn TIG (GTAW) hoặc MIG (GMAW) được ưu tiên để kiểm soát, hàn SMAW cũng khả thi
Vật liệu hàn: Que hàn gốc Niken (ERNiCr-3 / Inconel 82) hoặc que hàn thép không gỉ Austenit (ER309L hoặc E309-16)
Chuẩn bị: Làm sạch bề mặt, loại bỏ oxit khỏi thép không gỉ, loại bỏ rỉ sét/vảy khỏi thép cacbon (MS)
Nung nóng trước 100–150 °C cho phía MS để giảm tốc độ làm nguội và tránh nứt
Nhiệt độ giữa các lớp hàn: Duy trì ≤150 °C cho SS để tránh hiện tượng nhạy cảm
Khí bảo vệ: Argon hoặc hỗn hợp Argon-Helium
Xử lý sau hàn: Tẩy gỉ/thụ động hóa phía SS để khôi phục khả năng chống ăn mòn
—
Quy trình điển hình (Ví dụ SMAW)
1. Vát mép MS ở góc 30–35°, giữ cho mép SS vuông góc.
2. Sử dụng que hàn E309L-16 cho lớp hàn gốc và các lớp hàn bổ sung.
3. Duy trì chiều dài hồ quang ngắn, lượng nhiệt đầu vào thấp đến trung bình.
4. Làm nguội dần dưới lớp phủ để giảm biến dạng.
—
Ứng dụng
Đường ống thép không gỉ sang thép cacbon trong nhà máy hóa chất
Lớp phủ thép không gỉ cho thép cacbon
Sửa chữa thiết bị có cấu tạo bằng vật liệu hỗn hợp
(St.)

Ý kiến bạn đọc (0)