Kết nối nhánh đường ống liên quan đến việc hàn các đường ống hoặc phụ kiện nhỏ hơn vào đường ống chạy chính, với các yêu cầu chủ yếu được nêu trong ASME B31.3 đối với đường ống quy trình.
Tiêu chuẩn chính
Các mối hàn cho các kết nối nhánh phải tuân theo Đặc điểm kỹ thuật quy trình hàn (WPS) và Hồ sơ đánh giá quy trình (PQR) đủ điều kiện theo ASME Phần IX. Thợ hàn hoặc người vận hành có trình độ thực hiện công việc, đánh dấu các mối hàn bằng các ký hiệu nhận dạng của họ. Các mối hàn sử dụng kim loại độn tương đương với đường qua gốc và phải được hợp nhất đúng cách, loại bỏ các đinh bị nứt.
Các loại mối hàn
Các kết nối nhánh sử dụng các mối hàn rãnh xuyên thấu hoàn toàn được hoàn thiện bằng các mối hàn phi lê có họng ít nhất nhỏ hơn 0,7 lần độ dày nhánh hoặc 6 mm (1/4 in.). Các mối hàn phi lê cho miếng đệm hoặc yên xe yêu cầu kích thước họng tối thiểu cụ thể, chẳng hạn như 0,5 lần độ dày miếng đệm trên đường ống chạy. Các phụ kiện được gia cố tích hợp như Weldolets® tuân theo ASME B31.3 và MSS SP-97, đảm bảo gia cố 100% mà không cần thêm miếng đệm.
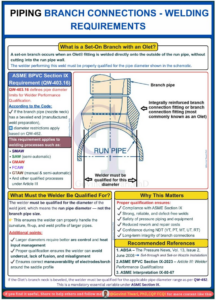
Sơ đồ này minh họa kết nối nhánh được gia cố điển hình với kích thước được dán nhãn cho tiêu đề, nhánh, độ dày miếng đệm và ghi chú hàn, phổ biến trong các thiết kế đường ống.
Quy tắc chuẩn bị
Các nhánh tiếp giáp với đường viền bề mặt chạy để phù hợp với yêu cầu mối hàn rãnh; Các cành được chèn vào kéo dài đến bề mặt bên trong của đường chạy. Các lỗ chạy nằm trong dung sai, cho phép bổ sung kim loại hàn nếu cần. Peening bị cấm trên rễ và đường chuyền cuối cùng, và hàn tránh thời tiết bất lợi hoặc điều kiện ẩm ướt.
Phụ kiện thông thường
Weldolets®, Sockolets® và Thredolets® cung cấp các kết nối có đường viền, được gia cố cho các nhánh hàn đối đầu, mối hàn ổ cắm hoặc ren, được đánh giá phù hợp với độ bền ống theo ASME B16.9. Các phụ kiện này giúp giảm chi phí chế tạo so với tees hoặc miếng đệm bằng cách tích hợp cốt thép và cải thiện dòng chảy.
Kết nối nhánh đường ống – Yêu cầu hàn 🔥
Một nhánh nối kiểu Set-On với Olet® được tạo ra khi phụ kiện Olet được hàn trực tiếp vào bên ngoài ống chính mà không cần cắt vào thành ống chính.
Đối với mối hàn này, thợ hàn phải có chứng chỉ phù hợp với đường kính ống chính, theo định nghĩa của ASME Mục IX.
🎯 Yêu cầu của ASME Mục IX (QW-403.16)
• QW-403.16 đề cập đến giới hạn đường kính đối với Chứng chỉ năng lực thợ hàn.
• Khi cổ ống nhánh Olet có đầu vát/chuẩn bị hàn, các hạn chế về đường kính của tiêu chuẩn QW-452 sẽ được áp dụng.
• Yêu cầu này áp dụng cho: SMAW, SAW (bán tự động), GMAW, FCAW, GTAW (thủ công & bán tự động) và các quy trình khác theo Điều III.
• Thợ hàn phải đủ điều kiện về đường kính mối hàn, nghĩa là đường kính ống chính, chứ không phải kích thước ống nhánh.
Tại sao việc chứng nhận thợ hàn phụ thuộc vào đường kính ống chính
• Đường kính lớn hơn đòi hỏi khả năng kiểm soát hồ quang và quản lý nhiệt lượng tốt hơn.
• Đảm bảo khả năng điều khiển chính xác điện cực/mỏ hàn xung quanh đường viền ống.
• Ngăn ngừa các khuyết tật hàn điển hình: lõm, mất mối hàn, gia cường quá mức, lệch trục.
• Đảm bảo các mối hàn nhánh chắc chắn và đáng tin cậy cho dịch vụ áp suất.
Yêu cầu hàn đối với các mối nối nhánh gia cường liền khối (ASME B31.3)
🚀 Tiêu chuẩn ASME B31.3 quy định các yêu cầu bắt buộc bổ sung đối với việc hàn các phụ kiện nhánh gia cường liền khối (ví dụ: Weldolet®, Threadolet®, Sweepolet®):
• Mối hàn phải tuân thủ WPS/PQR đã được chứng nhận theo ASME Mục IX.
• Loại và kích thước mối hàn phải tuân theo kích thước hoặc thiết kế kỹ thuật của nhà sản xuất.
• Lớp hàn gốc, lớp hàn nóng, lớp hàn đầy và lớp hàn phủ phải đảm bảo sự kết dính hoàn toàn với ống chính và phụ kiện nhánh.
• Lớp hàn không được làm giảm sự gia cường do cấu hình Olet cung cấp.
• Nhiệt độ giữa các lớp hàn phải nằm trong giới hạn WPS để tránh nứt.
• Khả năng tiếp cận xung quanh yên nhánh phải cho phép hàn hoàn toàn – không có khoảng trống không hàn.
• Bề mặt phải sạch, khô, không có lớp mỏng hoặc khuyết tật bề mặt trước khi hàn.
• Xử lý nhiệt sau hàn (PWHT) phải được thực hiện khi được yêu cầu bởi Bảng 331.1.1 của tiêu chuẩn B31.3.
• Các yêu cầu kiểm tra không phá hủy (VT/PT/MT/UT/RT) phải tuân theo Bảng 341.3.2 của tiêu chuẩn B31.3 và các thông số kỹ thuật của dự án.
• Mặt cắt mối hàn cuối cùng phải đáp ứng các tiêu chí chấp nhận của ASME B31.3 về gia cường, rãnh lõm, đường viền, vết nứt và sự nóng chảy.
📢 Tại sao những yêu cầu này lại quan trọng
• Đảm bảo tuân thủ ASME IX & B31.3
• Giảm nguy cơ rò rỉ hoặc hỏng hóc trong quá trình vận hành
• Tăng cường tính toàn vẹn lâu dài của các mối nối nhánh Olet
• Giảm thiểu việc làm lại, sửa chữa và thời gian ngừng hoạt động
• Tăng sự tự tin trong quá trình kiểm tra không phá hủy và thử nghiệm áp suất
🔑 Tài liệu tham khảo được đề xuất
ABSA – The Pressure News, Vol. Tập 13, Số 2 – Lắp đặt vòi phun kiểu xuyên suốt và kiểu bật
ASME BPVC Phần IX – Điều III: Tiêu chuẩn năng lực thợ hàn
Giải thích ASME IX-80-67
ASME B31.3 – Đường ống công nghiệp (Hàn, Kiểm tra không phá hủy, Quy tắc gia cường)
=====
(St.)
Chia sẻ

Ý kiến bạn đọc (0)