Kỹ thuật hàn ống và các phương pháp hay nhất

Hàn ống đòi hỏi các kỹ thuật chuyên biệt và thực hành tốt nhất do bề mặt cong và vị trí hàn liên quan, đặc biệt là hàn lên dốc thẳng đứng. Dưới đây là các kỹ thuật chính và phương pháp hay nhất:
Kỹ thuật hàn ống
-
:
-
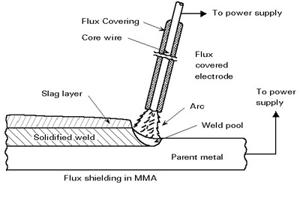
Hàn hồ quang kim loại được che chắn (SMAW hoặc Stick)
-
Hàn hồ quang kim loại khí (MIG)
-
Khí trơ vonfram (TIG)
-
Hàn hồ quang lõi thông lượng (FCAW)
-
Hàn hồ quang chìm (SAW) (chủ yếu cho các đường ống lớn, thẳng)
-
-
:
-
Lớp lót: Mối hàn đầu tiên xuyên qua khe hở gốc hoàn toàn, thiết lập nền móng. Thường được thực hiện bằng hàn que (điện cực E6010 / E6011) hoặc TIG để có chất lượng cao.
-
Lấp đầy rãnh để xây dựng độ bền mối hàn, thường là nhiều lần.
-
Đường hàn cuối cùng tạo thành một bề mặt tròn, nhẵn, thường với sự tích tụ tối thiểu để hoàn thiện dễ dàng hơn. TIG được ưu tiên cho tính thẩm mỹ; Hàn que có thể được sử dụng cho các mối nối ít quan trọng hơn.
-
-
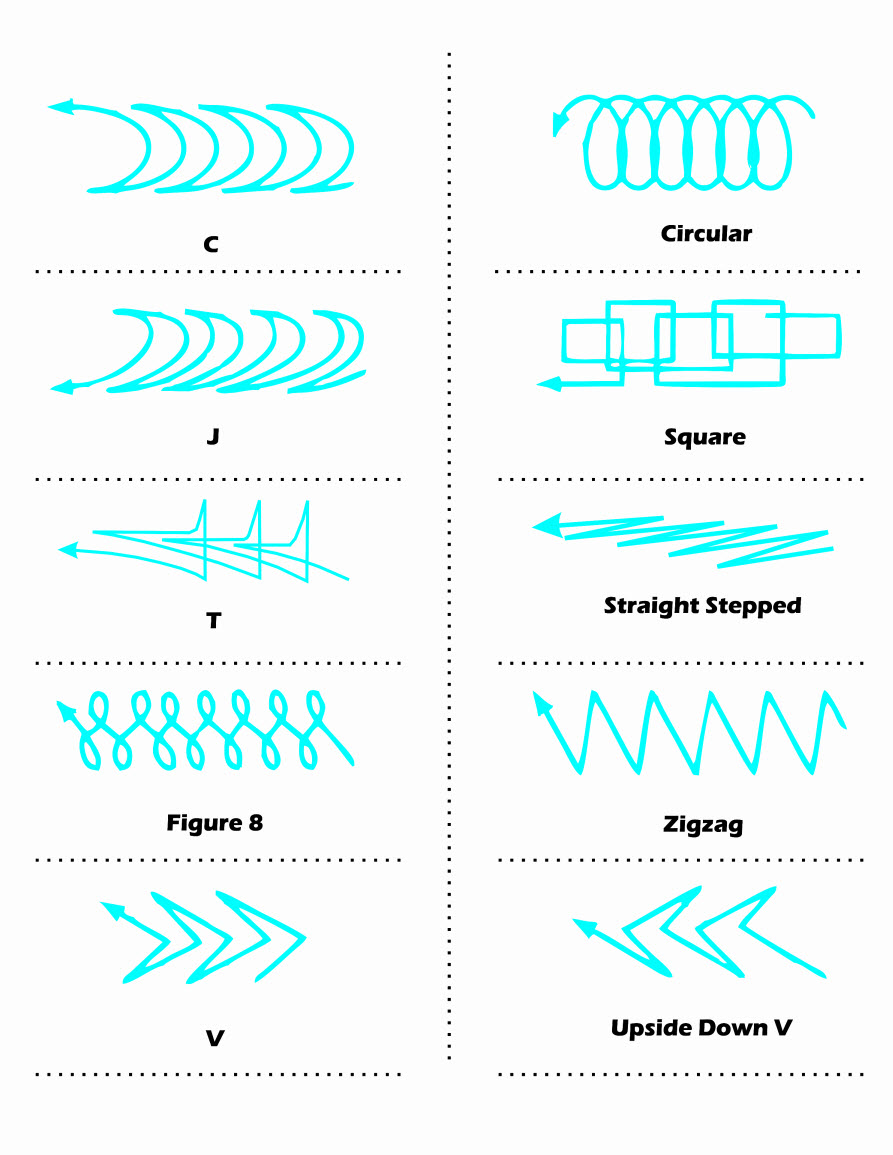
: Nói chung là thẳng đứng lên dốc (thẳng đứng lên), bắt đầu từ đáy (vị trí 6 giờ trên đường ống) và di chuyển lên trên đến 12 giờ. Duy trì góc mỏ hàn nhất quán (khoảng 90 ° so với đường ống) so với mối hàn là rất quan trọng để tránh thất thoát khí và duy trì khả năng kiểm soát bể hàn.
Chuẩn bị và trang bị
-
: Đối với ống dày, các cạnh vát (thường khoảng 37,5 °) để tạo thành rãnh V, U hoặc I. Điều này cải thiện độ thâm nhập và độ bền hàn.
-
: Duy trì khoảng trống rễ thích hợp để đảm bảo thâm nhập thích hợp mà không có khoảng trống quá mức khó lấp đầy.
-
: Loại bỏ rỉ sét, bụi bẩn, dầu, cặn máy nghiền và gờ trên các cạnh ống để có vùng hàn sạch.
-
: Việc lắp đúng cách và thậm chí là khe hở chu vi là điều cần thiết để tránh các mối hàn yếu hoặc rò rỉ. Clamps hoặc đồ đạc nên được sử dụng để căn chỉnh đường ống một cách an toàn.
Các phương pháp hay nhất
-
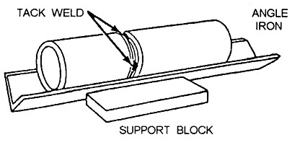
: Cố định đường ống bằng đinh trước khi hàn lần cuối; lông vũ hoặc loại bỏ các miếng dán để có độ nhất quán trong mối hàn cuối cùng.
-
: Chạy đường chuyền gốc nóng hơn để thâm nhập, sau đó giảm cường độ dòng điện cho các đường chuyền lấp đầy và nắp. Để đường ống nguội giữa các lần đi để điều chỉnh nhiệt đầu vào.
-
: Đối với các đường ống lớn hơn, hàn thành các đoạn nhỏ để duy trì khả năng kiểm soát và cho phép định vị lại trong khi đảm bảo ràng buộc giữa các đoạn mối hàn để tránh điểm yếu.
-
: Loại bỏ xỉ, vết bắn tung tóe và mài các mối hàn nếu cần thiết vì lý do thẩm mỹ hoặc cấu trúc.
-
: Sử dụng kiểm tra trực quan, chụp X-quang hoặc siêu âm để phát hiện các lỗ hổng bề mặt hoặc bên trong để đảm bảo chất lượng mối hàn, đặc biệt quan trọng trong hệ thống đường ống.
Các vấn đề thường gặp cần tránh
-
Độ xốp do bụi bẩn hoặc khí bảo vệ kém
-
Thiếu thâm nhập do cài đặt không chính xác hoặc kỹ thuật chuyền rễ kém
-
Sai lệch dẫn đến khớp yếu
-
Dây buộc mối hàn không nhất quán gây ra điểm yếu khi dừng và khởi động lại
Cách tiếp cận toàn diện này đảm bảo các mối hàn chắc chắn, không bị rò rỉ quan trọng trong các ứng dụng như dầu khí, vận tải thủy, sản xuất điện và xây dựng.
Kỹ thuật hàn ống và các phương pháp hay nhất:
🔧 Hàn ống:
Kỹ thuật, thách thức và phương pháp hay nhất 🔧
Trong lĩnh vực cơ sở hạ tầng và các dự án công nghiệp, hàn ống là một trong những hoạt động quan trọng nhất—ảnh hưởng trực tiếp đến sự an toàn, độ bền và hiệu quả của toàn bộ hệ thống.
Cho dù trong các hệ thống dầu khí, đường ống nước, hệ thống phòng cháy chữa cháy hay hệ thống HVAC, chất lượng hàn quyết định hiệu suất lâu dài và chi phí bảo trì của bất kỳ cơ sở nào.
🔹 Các loại kỹ thuật hàn ống:
1. SMAW (Hàn hồ quang kim loại có vỏ bọc)
Thường được gọi là “hàn que”, được sử dụng rộng rãi trong các công trình lắp đặt tại hiện trường.
2. GTAW (TIG – Hàn khí trơ bằng vonfram)
Được sử dụng cho đường ống thành mỏng hoặc thép không gỉ với độ chính xác cao.
3. GMAW (MIG – Hàn khí trơ kim loại)
Hiệu quả hơn trong môi trường xưởng với ít kỹ năng thủ công hơn.
4. FCAW (Hàn hồ quang lõi thuốc)
Thích hợp cho các đường ống dày hơn và ứng dụng ngoài trời.
🔹 Những thách thức chính trong hàn ống:
Ống hàn không thẳng hàng và lắp ráp kém
Rỗng hoặc nứt do che chắn không đúng cách
Chân hàn không đều
Tia hàn và tạp chất xỉ
Mỏi do chu kỳ nhiệt lặp lại
🔹 Các biện pháp tốt nhất để đảm bảo mối hàn chất lượng cao:
✅ Chuẩn bị mối hàn đúng cách: Làm sạch, vát mép và căn chỉnh
✅ Gia nhiệt trước (nếu cần) cho ống dày hơn để giảm ứng suất
✅ Thợ hàn có trình độ và quy trình được chứng nhận (WPS/PQR)
✅ Sử dụng vòng đệm hoặc khí làm sạch cho vật liệu cao cấp
✅ Kiểm tra không phá hủy (NDT): Chụp X-quang, siêu âm hoặc thẩm thấu thuốc nhuộm
✅ Ghi chép và truy xuất nguồn gốc của từng mối hàn, đặc biệt là trong các hệ thống quan trọng
🔧 Hàn tại hiện trường so với hàn tại xưởng:
Hàn tại hiện trường đòi hỏi sự linh hoạt và các biện pháp an toàn mạnh mẽ.
Hàn tại xưởng cho phép kiểm soát, tự động hóa và năng suất tốt hơn.
Trong các dự án hiện đại, mô hình kết hợp được sử dụng: chế tạo sẵn tại xưởng, sau đó là hàn mối nối hoàn thiện tại công trường.
🛡️ An toàn & Tiêu chuẩn:
Hàn phải tuân thủ các quy chuẩn và tiêu chuẩn quốc tế, chẳng hạn như:
ASME B31.3 cho đường ống công nghệ
API 1104 cho hàn đường ống
ISO 9606 cho chứng chỉ thợ hàn
Việc sử dụng thiết bị bảo hộ cá nhân (PPE), phòng cháy chữa cháy và thông gió phù hợp là điều cần thiết
🔚 Kết luận:
Hàn ống không chỉ là một nhiệm vụ kỹ thuật — đó là một hoạt động chiến lược trong bất kỳ dự án cơ sở hạ tầng hoặc công nghiệp nào.
Với kế hoạch phù hợp, đội ngũ nhân viên có trình độ và tuân thủ các tiêu chuẩn, chúng tôi có thể đảm bảo hệ thống đường ống chắc chắn, không rò rỉ và bền lâu.
💬 Bạn đã sử dụng kỹ thuật hàn nào trong các dự án gần đây?
Hãy cùng nhau chia sẻ kinh nghiệm và nâng cao chất lượng.
#Mr_Con_Engineering
#Welding #PipeWelding #Infrastructure #Engineering #PipingSystems #QualityControl #Construction #OilAndGas #ASME #NDT #SmartEngineering #Fabrication #LinkedInEngineering









Ý kiến bạn đọc (0)