𝙎𝙞𝙣𝙜𝙡𝙚 𝘽𝙚𝙫𝙚𝙡 𝙂𝙧𝙤𝙤𝙫𝙚 𝘽𝙪𝙩𝙩 𝙒𝙚𝙡𝙙 𝙅𝙤𝙞𝙣𝙩 –𝙒𝙚𝙡𝙙 𝙈𝙚𝙩𝙖𝙡 𝘾𝙤𝙣𝙨𝙪𝙢𝙥𝙩𝙞𝙤𝙣 (𝙄𝙙𝙚𝙖𝙡 𝙎𝙞𝙩𝙪𝙖𝙩𝙞𝙤𝙣)
⸻
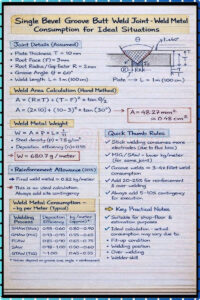
🔹 𝙅𝙤𝙞𝙣𝙩 𝘿𝙚𝙩𝙖𝙞𝙡𝙨 (𝘼𝙨𝙨𝙪𝙢𝙚𝙙)
• Độ dày tấm (T) = 10 mm
• Mặt chân răng (F) = 3 mm
• Bán kính chân răng / hệ số khe hở (R) = 2 mm
• Góc rãnh (θ) = 60°
• Chiều dài mối hàn (L) = 1 mét (100 cm)
⸻
🔹 𝙒𝙚𝙡𝙙 𝘼𝙧𝙚𝙖 𝘾𝙖𝙡𝙘𝙪𝙡𝙖𝙩𝙞𝙤𝙣 (𝙃𝙖𝙣𝙙 𝙈𝙚𝙩𝙝𝙤𝙙)
A = (R × T) + (T − F)² × tan(θ / 2)
A = (2 × 10) + (10 − 3)² × tan(30°)
➡️ A ≈ 48,27 mm² ≈ 0,48 cm²
⸻
🔹 Khối lượng kim loại hàn (W)
W = A × ρ × L × (1 / η)
• Mật độ thép (ρ) = 7,8 g/cm³
• Hiệu suất lắng đọng (η – SMAW) = 0,55
➡️ W ≈ 680,7 g / mét
⸻
🔹 Độ nhô thêm (20%) (Reinforcement)
➡️ Lượng kim loại hàn cuối cùng ≈ 0,82 kg/mét
📌 Đây là tính toán lý tưởng. Luôn luôn cộng thêm dự phòng tại công trường.
⸻
🔹 Lượng kim loại hàn – kg/mét (Điển hình/Thực tế)
• Hàn que (SMAW): η = 0,55–0,60| 0,80-0,90|
• GMAW (MIG): η = 0,93–0,95 |0,55-0,65|
• FCAW: η = 0,85–0,90 |0,65-0,75|
• CƯA: η = 0,98–1,00 |0,50-0,60|
• GTAW (TIG): η = ~1,0 |0,45-0,55|
(Giá trị phụ thuộc vào kích thước rãnh, góc và cốt thép)
⸻
🔹 Lưu ý nhanh
✔️ Thích hợp cho mục đích ước tính và tính toán tại xưởng
✔️ Tính toán lý tưởng – mức tiêu thụ thực tế có thể thay đổi do:
• Tình trạng lắp ráp
• Vị trí hàn
• Hàn quá mức
• Kỹ năng thợ hàn
⚡ Quy tắc nhanh (Rất hữu ích tại công trường)
✔️ Hàn que tiêu thụ nhiều điện cực hơn do hao hụt thuốc hàn
✔️ Hàn MIG / SAW = lượng kg/mét thấp hơn cho cùng một mối hàn
✔️ Mối hàn rãnh ≈ 3–4 lần mức tiêu thụ mối hàn góc
✔️ Cộng thêm 20–25% cho cốt thép & Hàn quá mức
✔️ Luôn thêm 5-10% dự phòng cho việc thi công
#WeldingEngineering #WeldMetalConsumption #WeldingCalculations #GrooveWeld
#ButtWeld #SingleBevelGroove #SMAW #GMAW #FCAW #SAW
#FabricationEngineering #WeldingInspection #ShopFloorEngineering
#SteelFabrication #PracticalEngineering #EngineeringExplained


Ý kiến bạn đọc (0)