Sự khác biệt trong hàn ống, thường đề cập đến các vết nứt hoặc hỏng hóc trong mối hàn, khác nhau đáng kể giữa các vật liệu thép cacbon, thép không gỉ, song công và siêu song công do sự khác biệt về thành phần, tính chất nhiệt và khả năng chống ăn mòn. Những vấn đề này thường phát sinh do hiện tượng giòn hydro, độ cứng cao trong vùng ảnh hưởng nhiệt (HAZ), nứt đông đặc hoặc ăn mòn ứng suất trong quá trình sử dụng.
Nguyên nhân chính do vật liệu
-
Thép cacbon: Dễ bị các vết nứt gần quá trình biến đổi martensite và các vết nứt chậm do hydro gây ra, đặc biệt là trong các đường ống dày hoặc các biến thể carbon cao. Các vết nứt thường bắt đầu từ bề mặt bên trong hoặc gốc mối hàn do làm mát nhanh chóng và các khuyết tật như lỗ kim.
-
Thép không gỉ (Austenitic, ví dụ: 304/316): Dễ bị nứt nóng do các vấn đề giãn nở nhiệt và đông đặc cao; ít bị nứt hydro hơn nhưng có thể bị hỏng ở các mối hàn khác nhau với thép cacbon do độ cứng không khớp.
-
Duplex: Gặp rủi ro pha loãng khi hàn với thép cacbon, dẫn đến các pha giòn nếu mất cân bằng ferit; Độ méo thấp hơn austenit nhưng yêu cầu đầu vào nhiệt chính xác để tránh hình thành pha sigma.
-
Super Duplex: Nguy cơ cao nhất bị pha loãng kim loại mối hàn cứng và nứt nóng từ các nguyên tố hợp kim như Mo; yêu cầu chất độn siêu song công để có độ bền vượt trội và kiểm soát cẩn thận để ngăn chặn các cấu trúc vi mô giòn.
Bảng so sánh
| Khía cạnh | Thép cacbon | Thép không gỉ | Song công | Siêu song công |
|---|---|---|---|---|
| Sự Khác nhau thông thường | Vết nứt hydro / quench | Đường nhiệt hạch/vết nứt nóng | Pha loãng / giòn | Pha Sigma / nứt nóng |
| Khả năng hàn | Tốt, nhưng cần làm nóng trước | Xuất sắc, tha thứ | Quản lý nhiệt dộ giữa các lớp hàn vừa phải | Các thông số chính xác, đầy thách thức |
| Ứng suất | Lựa chọn que hàn dễ dàng nhất | Overmatch với 309 | Que hàn 22Cr hoặc Ni | Yêu cầu que hàn Superduplex |
| Chống nứt | Dịch vụ ướt thấp | Trung bình | Kháng SCC cao | Môi trường clorua cao nhất |
Chiến lược phòng ngừa
Sử dụng que hàn phù hợp hoặc quá khớp (ví dụ: superduplex cho superduplex), làm nóng trước đối với thép carbon (100-200 ° C), kiểm soát nhiệt độ interpass dưới 150 ° C đối với các loại song công và thực hiện PWHT khi cần thiết. Kiểm tra trực quan và NDT như chụp X quang bắt được sự phân chia sớm.
Sự khác biệt trong hàn ống
Thép carbon so với thép không gỉ so với thép song pha so với thép siêu song pha
Trong lĩnh vực hàn đường ống, không phải tất cả các vật liệu đều có thể được xử lý theo cùng một cách khi hàn, bởi vì cấu trúc hóa học và kim loại của mỗi vật liệu đặt ra các điều kiện đặc biệt để đảm bảo chất lượng của mối hàn và ngăn ngừa các khuyết tật trong quá trình sử dụng.
Dưới đây là lời giải thích kỹ thuật chính xác 100% về những khác biệt cơ bản.
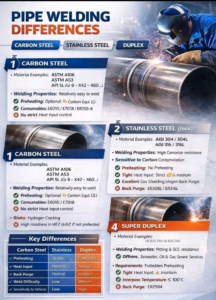
1️⃣ Hàn ống thép cacbon (Thép cacbon)
Ví dụ về vật liệu
ASTM A106
ASTM A53
FIRE 5L (Nhóm B – X42 – X60 … )
Đặc tính hàn
Khá dễ hàn
Chịu được hầu hết các quy trình và kỹ thuật hàn truyền thống
Yêu cầu hàn
✅ Gia nhiệt sơ bộ: đôi khi chỉ cần thiết
Chỉ số tương đương cacbon (CE)
Ống thép
✅ Vật liệu hàn:
E6010 / E7018
ER70S-6
❌ Cần kiểm soát chặt chẽ lượng nhiệt đầu vào
Rủi ro tiềm ẩn
Nứt do hydro
Tăng hiện tượng nứt trong vùng ảnh hưởng nhiệt nếu bỏ qua gia nhiệt sơ bộ
2️⃣ Hàn ống thép không gỉ (Thép không gỉ – Inox)
Ví dụ về vật liệu
AISI 304 / 304L
AISI 316 / 316L
Đặc tính hàn
Khả năng chống ăn mòn cao
Rất nhạy cảm với sự nhiễm bẩn sắt cacbon
Hàn Yêu cầu
❌ Không cần gia nhiệt trước
✅ Kiểm soát nhiệt lượng đầu vào ở mức trung bình và chính xác
✅ Bảo vệ khí tuyệt vời với khí Argon thổi ngược
✅ Vật liệu hàn:
ER308L / ER316L
Rủi ro tiềm ẩn
Nứt nóng
Mất khả năng chống ăn mòn do ô nhiễm
Cacbua là kết quả của việc kiểm soát nhiệt kém
3️⃣ Hàn ống song pha (Thép không gỉ song pha)
Ví dụ về vật liệu
ASTM A790
UNS S31803 / S32205
Đặc tính hàn
Cấu trúc kim loại kép:
50% Austenit
50% Ferrit
Khả năng chống ăn mòn và áp suất tuyệt vời
Yêu cầu hàn
❌ Cấm gia nhiệt trước
⚠️ Kiểm soát chặt chẽ nhiệt lượng đầu vào
⚠️ Kiểm soát nhiệt độ giữa các lớp hàn ở 150°C
✅ Vật liệu hàn: ER2209
✅ Thổi ngược Rủi ro tiềm ẩn
Tăng hàm lượng ferit → dễ vỡ
Thiếu ferit → suy yếu các tính chất cơ học
Mất cân bằng pha
4️⃣ Hàn ống thép siêu song pha (Super Duplex)
Ví dụ về vật liệu
UNS S32750
UNS S32760
Đặc tính hàn
Siêu chống ăn mòn, đặc biệt là:
Ăn mòn rỗ
Ăn mòn nứt do ứng suất (SCC)
Được sử dụng trong:
Ngoài khơi
Hệ thống nước biển
Dịch vụ khắc nghiệt trong ngành dầu khí
Yêu cầu hàn
❌ Nghiêm cấm làm nóng trước
❗ Phạm vi nhiệt lượng đầu vào rất hẹp
❗ Nhiệt độ giữa các lớp hàn ≤ 100°C
✅ Vật liệu hàn: ER2594
✅ Bắt buộc phải thổi khí ngược 100%
Rủi ro tiềm ẩn
Hình thành pha Sigma
Mất các tính chất cơ học
Hỏng hóc sớm do bất kỳ lỗi nào trong quy trình hàn
🧠 Đường ống Mẹo
Khả năng chống ăn mòn của vật liệu càng cao thì yêu cầu độ chính xác khi hàn càng lớn.
Sai sót trong quá trình hàn Duplex hoặc Super Duplex không thể được tha thứ trong quá trình sử dụng.

Ý kiến bạn đọc (0)