Tiêu chuẩn kiểm tra sơn là tập hợp các yêu cầu kỹ thuật và thực tiễn tốt nhất xác định cách sơn bảo vệ hoặc trang trí được áp dụng, kiểm tra và chấp nhận trên các bề mặt như thép, bê tông và các chất nền khác. Chúng được sử dụng chủ yếu trong các dự án công nghiệp, hàng hải và xây dựng để đảm bảo bảo vệ chống ăn mòn lâu dài, hình thức và tuân thủ các thông số kỹ thuật của chủ sở hữu hoặc dự án.
Các cơ quan tiêu chuẩn quốc tế chủ chốt
Một số tổ chức công bố các tiêu chuẩn kiểm tra sơn và sơn:
-
ISO (Tổ chức Tiêu chuẩn hóa Quốc tế) – Cung cấp các tiêu chuẩn chuẩn bị và lớp phủ bề mặt (ví dụ: ISO 8501 về độ sạch bề mặt trực quan và cấu hình vụ nổ).
-
ASTM International – Xuất bản các hướng dẫn và phương pháp thử nghiệm như ASTM D3276-21 “Hướng dẫn tiêu chuẩn cho thanh tra sơn (Chất nền kim loại)”, trong đó phác thảo các yếu tố kiểm tra từ chuẩn bị bề mặt đến kiểm tra màng khô.
-
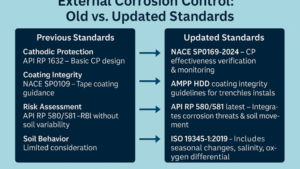
NACE / SSPC – Tại Bắc Mỹ, các tiêu chuẩn NACE (nay là AMPP) và SSPC bao gồm các quy trình chuẩn bị bề mặt, ứng dụng sơn phủ và kiểm tra đối với lớp phủ công nghiệp và hàng hải.
-
Hiệp hội các nhà thầu sơn (PCA / PDCA) – Xác định các tiêu chuẩn về vai trò kiểm tra, trách nhiệm và tiêu chí chấp nhận đối với các bề mặt được sơn đúng cách và kiểm tra công việc sơn phủ.
Các giai đoạn và kiểm tra điển hình
Hầu hết các tiêu chuẩn kiểm tra sơn đều tuân theo một trình tự có cấu trúc:
-
Chuẩn bị trước bề mặt
-
Xem xét thông số kỹ thuật của dự án, hệ thống sơn phủ và các tiêu chuẩn tham chiếu (ISO, ASTM, NACE/SSPC, v.v.).
-
Xác minh kế hoạch kiểm tra, dụng cụ và quy trình an toàn.
-
-
Chuẩn bị bề mặt
-
Kiểm tra độ sạch của phun mài mòn (ví dụ: cấp ISO 8501-1, SSPC-SP) và cấu hình neo.
-
Xác nhận không có dầu, mỡ, muối và các chất gây ô nhiễm khác.
-
-
Ứng dụng sơn phủ
-
Xác minh sơn lót, sơn trung gian và sơn phủ chính xác; trộn, pha loãng và tuổi thọ nồi.
-
Đo độ dày màng ướt (WFT) và đảm bảo điều kiện môi trường xung quanh (nhiệt độ, độ ẩm, điểm sương) nằm trong giới hạn.
-
-
Sau khi sơn và kiểm tra cuối cùng
-
Kiểm tra độ dày màng khô (DFT), kiểm tra độ xốp / độ xốp và độ bám dính (kéo ra hoặc cắt ngang).
-
Đánh giá các khuyết tật trực quan (chạy, chảy xệ, lỗ kim, phun khô, rỉ sét trở lại) so với các tiêu chí chấp nhận trong thông số kỹ thuật hoặc tiêu chuẩn PCA / ASTM.
-
Các tiêu chuẩn “danh sách kiểm tra” phổ biến được sử dụng bởi các thanh tra viên
-
ASTM D3276-21 – Danh sách kiểm tra dành cho thanh tra sơn công nghiệp, bao gồm tài liệu, chuẩn bị bề mặt, ứng dụng và kiểm tra cuối cùng.
-
ISO 8501-1, ISO 8502 (rỉ sét, clorua, v.v.) – Độ sạch bề mặt và giới hạn ô nhiễm.
-
Hướng dẫn kiểm tra SSPC-PA 2 / NACE – Quy trình đo độ dày và tay nghề.
-
Tiêu chuẩn PCA P1–P13 – Xác định “bề mặt được sơn đúng cách” là gì, quy tắc chỉnh sửa và trách nhiệm kiểm tra.
#QualityFirst #CoatingInspection #CorrosionControl #ISO12944
#NACE #SSPC #ASTM #PaintingStandards #QAQC #AMPP
Chất lượng là trên hết, Kiểm tra lớp phủ, Kiểm soát ăn mòn, ISO 12944, NACE, SSPC, ASTM, Tiêu chuẩn sơn, QAQC, AMPP

(St.)
Chia sẻ









TIÊU CHUẨN KIỂM TRA SƠN 🎨
Trong lĩnh vực sơn phủ và kiểm soát ăn mòn, tiêu chuẩn không chỉ là tài liệu tham khảo — mà còn là nền tảng của chất lượng, độ bền và an toàn.
Từ khâu chuẩn bị bề mặt đến kiểm tra cuối cùng, việc tuân thủ các tiêu chuẩn toàn cầu đảm bảo tính nhất quán, độ tin cậy và bảo vệ lâu dài các tài sản quan trọng.
Dưới đây là tổng quan nhanh về các tiêu chuẩn quốc tế quan trọng mà mọi chuyên gia QA/QC và sơn phủ nên biết: 👇
📘 Tiêu chuẩn ISO
ISO 12944 (Bộ): Hệ thống sơn bảo vệ cho thép – thiết kế, độ bền và kiểm tra.
ISO 19840: Đo độ dày màng khô (DFT) trên thép được phun cát mài mòn. ISO 8501 / 8502 / 8503: Cấp độ sạch, kiểm tra bụi và đo lường cấu trúc bề mặt.
ISO 4628: Đánh giá sự xuống cấp của sơn – phồng rộp, rỉ sét, nứt nẻ.
ISO 2808: Phương pháp đo độ dày màng sơn.
🚀 🇮🇳 Tiêu chuẩn Ấn Độ (IS)
IS 14164: Hướng dẫn sơn và chuẩn bị bề mặt cho kết cấu thép.
IS 13213: Phương pháp từ tính để đo độ dày lớp phủ.
IS 1477 (Phần 1 & 2): Sơn vật liệu sắt trong kết cấu.
IS 4541: Sơn đường ống thép – bảo vệ chống ăn mòn.
IS 9954: Chuẩn bị bề mặt bằng phương pháp phun bi.
🧰 SSPC / NACE (AMPP)
SSPC-PA 2: Đo độ dày màng sơn khô (DFT) bằng thiết bị đo điện tử/từ tính.
Tiêu chuẩn SSPC-SP: Cấp độ chuẩn bị bề mặt – SP1 (dung môi) → SP10 (phun cát gần trắng).
SSPC-VIS 1 / VIS 3: Tiêu chuẩn trực quan để đánh giá độ sạch.
NACE SP0188: Phát hiện lỗ hổng/lỗ kim.
AMPP QP1 & QP2: Chứng nhận nhà thầu cho việc thi công và loại bỏ lớp phủ.
🧪 Tiêu chuẩn ASTM
ASTM D7091: Xác định độ dày lớp phủ.
ASTM D4417: Đo lường cấu hình bề mặt.
ASTM D4752: Thử nghiệm ma sát MEK – đánh giá quá trình đóng rắn.
ASTM D3359: Độ bám dính – phương pháp cắt chéo/băng dính.
ASTM G62: Phát hiện lỗ hổng – thử nghiệm tia lửa điện.
ASTM D4060: Khả năng chống mài mòn (thử nghiệm Taber).
🌍 Các tiêu chuẩn quốc tế khác
BS 5493 / EN ISO 12944: Bảo vệ chống ăn mòn của Anh/Châu Âu.
AWS C2.23: Lớp phủ phun nhiệt để chống ăn mòn.
API RP 5L2: Lớp phủ đường ống – bên trong & bên ngoài.
AS/NZS 2312: Hệ thống sơn bảo vệ cho kết cấu thép.
SSPC QP3: Chứng nhận cơ sở sơn tại xưởng.
ISO 11124: Chất mài mòn kim loại dùng cho làm sạch bằng phun cát.
✅ Tóm lại:
Hiểu và áp dụng đúng các tiêu chuẩn đảm bảo tính toàn vẹn của lớp phủ, tuổi thọ tài sản và tuân thủ các tiêu chuẩn chất lượng quốc tế.
Đó là sự khác biệt giữa bảo vệ ngắn hạn và hiệu suất dài hạn.