Kiểm tra dựa trên rủi ro (RBI)
Tổng quan
Kiểm tra dựa trên rủi ro (RBI) là một phương pháp bảo trì và kiểm tra chiến lược được sử dụng trong các ngành công nghiệp (đặc biệt là dầu khí, hóa dầu, sản xuất điện và các lĩnh vực quy trình liên quan) để ưu tiên các hoạt động kiểm tra cho các thiết bị như bình chịu áp lực, đường ống và bộ trao đổi nhiệt. RBI tập trung nguồn lực kiểm tra vào các lĩnh vực có nguy cơ thất bại và hậu quả của nó cao nhất, thay vì sử dụng các phương pháp tiếp cận dựa trên thời gian hoặc phân bổ đồng đều.
Nguyên tắc cốt lõi
Về cốt lõi, RBI dựa trên các yếu tố sau:
-
Đánh giá rủi ro: Mỗi tài sản hoặc thiết bị được đánh giá về:
-
Xác suất thất bại (PoF): Khả năng một thiết bị bị hỏng, dựa trên cơ chế xuống cấp, lịch sử hư hỏng, thiết kế và các yếu tố hoạt động.
-
Hậu quả của thất bại (CoF): Tác động của thất bại đối với an toàn, sức khỏe, môi trường và kinh doanh. Điều này bao gồm mức độ nghiêm trọng của các bản phát hành tiềm năng, ngừng hoạt động và chi phí sửa chữa.
-
-
Lập kế hoạch kiểm tra: Khoảng thời gian, phương pháp và phạm vi kiểm tra được xác định bởi xếp hạng rủi ro của từng tài sản, tập trung kiểm tra thường xuyên hoặc chi tiết hơn vào các hạng mục có rủi ro cao.
-
Cải tiến liên tục: Chương trình được cập nhật thường xuyên khi dữ liệu kiểm tra mới được thu thập, điều kiện hoạt động thay đổi hoặc tuổi tài sản. Điều này đảm bảo chiến lược kiểm tra thích ứng linh hoạt với các rủi ro đang phát triển.
Mục tiêu của RBI
-
Tăng cường quản lý rủi ro bằng cách xác định, đánh giá và ưu tiên các tài sản và khu vực có rủi ro cao.
-
Tối ưu hóa ngân sách bảo trì và phân bổ nguồn lực bằng cách chỉ tập trung các nỗ lực kiểm tra khi cần thiết.
-
Tăng độ tin cậy và kéo dài tuổi thọ của tài sản bằng cách ngăn ngừa các lỗi không mong muốn.
-
Giảm tần suất và tác động của sự cố ngừng hoạt động hoặc ngừng hoạt động ngoài kế hoạch.
-
Cải thiện an toàn, bảo vệ môi trường và tuân thủ quy định bằng cách chủ động giải quyết các rủi ro cao nhất.
Các bước chính trong việc triển khai RBI
-
Xác định mục tiêu và phạm vi: Đặt mục tiêu rõ ràng và xác định hệ thống hoặc thiết bị nào sẽ là một phần của chương trình RBI.
-
Nhận dạng tài sản và chế độ lỗi: Xác định tất cả các tài sản quan trọng và cơ chế hỏng hóc tiềm ẩn.
-
Đánh giá rủi ro: Đánh giá khả năng và hậu quả của từng kịch bản thất bại; thiết lập các tiêu chí rủi ro.
-
Lập kế hoạch kiểm tra: Xây dựng kế hoạch kiểm tra dựa trên rủi ro — lựa chọn kỹ thuật, tần suất và địa điểm cho phù hợp.
-
Thu thập dữ liệu và thực hiện kiểm tra: Thực hiện kiểm tra, thu thập dữ liệu và ghi lại kết quả.
-
Phân tích và ưu tiên rủi ro: Phân tích dữ liệu để xác nhận, tinh chỉnh hoặc sắp xếp lại thứ tự ưu tiên rủi ro.
-
Giảm thiểu và Hành động khắc phục: Thực hiện các hành động cần thiết như sửa chữa, sửa đổi hoặc thay đổi hoạt động dựa trên phát hiện.
-
Đánh giá lại: Cập nhật đánh giá rủi ro và kế hoạch kiểm tra khi điều kiện thay đổi hoặc có dữ liệu mới.
Các loại phân tích RBI
| Kiểu | Sự miêu tả |
|---|---|
| Phẩm chất | Sử dụng phán đoán và kinh nghiệm của chuyên gia để đánh giá rủi ro, thường là với ma trận rủi ro. |
| Bán định lượng | Sử dụng hệ thống tính điểm hoặc tính toán đơn giản cho cả xác suất và hậu quả. |
| Số lượng | Áp dụng các mô hình toán học chi tiết và dữ liệu mở rộng để ước tính rủi ro bằng số. |
Tất cả các phương pháp tiếp cận đều nhằm tối ưu hóa các hoạt động kiểm tra và bảo trì, nhưng mức độ chi tiết và dữ liệu cần thiết tăng từ phân tích định tính sang định lượng.
Tiêu chuẩn công nghiệp
Các phương pháp luận của RBI thường tham khảo các tiêu chuẩn được quốc tế công nhận như:
-
API 580: Thực hành kiểm tra dựa trên rủi ro và hướng dẫn thực hiện chương trình.
-
API 581: Phương pháp RBI định lượng, tính toán chi tiết cho PoF và CoF.
Lợi ích của RBI
-
Phân bổ có mục tiêu các nguồn lực bảo trì.
-
Tăng cường tính toàn vẹn của tài sản và độ tin cậy của nhà máy.
-
Giảm các cuộc kiểm tra không cần thiết và các chi phí liên quan.
-
Cải thiện việc tuân thủ quy định và tài liệu.
-
Chủ động xác định và giảm thiểu các hỏng hóc tiềm ẩn, cải thiện an toàn tổng thể và giảm thiểu tác động môi trường.
Do đó, Kiểm tra dựa trên rủi ro là một cách tiếp cận toàn diện, có thể thích ứng và dựa trên dữ liệu, gia tăng giá trị cho quản lý tài sản công nghiệp bằng cách tập trung nỗ lực ở những nơi quan trọng nhất.
#RBI #RiskBasedInspection #ISO31000 #AssetIntegrity #ProcessSafety #InspectionPlanning #OilAndGas #Refining #MechanicalIntegrity #PlantReliability #QHSE #MaintenanceStrategy #qms #quality #qa #qc
📋 Kế hoạch Kiểm tra RBI: Nó là gì và nó mang lại gì
Theo API RP 580, lập kế hoạch kiểm tra trong khuôn khổ Kiểm tra Dựa trên Rủi ro (RBI) — được áp dụng theo các yêu cầu và giới hạn của các mã kiểm tra bắt buộc (API 510, API 570 và API 653) và Thực hành Khuyến nghị này.
Lập kế hoạch kiểm tra là một quy trình có hệ thống bắt đầu bằng việc xác định các cơ sở hoặc thiết bị và kết thúc bằng một kế hoạch kiểm tra chi tiết cho từng thiết bị hoặc nhóm thiết bị được đánh giá.
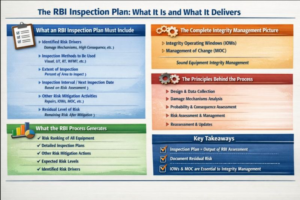
🎯 Những gì một Kế hoạch Kiểm tra RBI phải bao gồm
Đối với mỗi thiết bị hoặc mạch được đánh giá, kế hoạch phải ghi lại:
a) Các Yếu tố Rủi ro Đã Xác định
Điều gì khiến thiết bị này có rủi ro cao? (Cơ chế hư hỏng, hậu quả nghiêm trọng, v.v.)
b) Phương pháp kiểm tra được sử dụng
Những kỹ thuật NDT nào phù hợp? (Quan sát trực quan, siêu âm, chụp X-quang, WFMT, v.v.)
c) Phạm vi kiểm tra
Kiểm tra bao nhiêu? (Phần trăm tổng diện tích hoặc các vị trí cụ thể)
d) Khoảng thời gian kiểm tra hoặc ngày kiểm tra tiếp theo
Thời gian dựa trên đánh giá rủi ro
e) Các hoạt động giảm thiểu rủi ro khác
Các hành động bổ sung ngoài việc kiểm tra: sửa chữa, thay thế, thiết kế lại thiết bị, Cửa sổ vận hành toàn vẹn (IOW), kiểm soát điều kiện vận hành
f) Mức độ rủi ro còn lại
Rủi ro còn lại sau khi đã thực hiện kiểm tra và các hành động giảm thiểu khác
🔗 Bức tranh quản lý toàn vẹn hoàn chỉnh
Khi một kế hoạch RBI (được phát triển theo API RP 580) được kết hợp với:
Một bộ Cửa sổ vận hành toàn vẹn (IOW) toàn diện cho mỗi đơn vị quy trình
Một chương trình Quản lý thay đổi (MOC) nghiêm ngặt
…nó cung cấp cơ sở cho việc quản lý hiệu quả tính toàn vẹn của thiết bị cố định trong ngành công nghiệp lọc dầu và hóa dầu. 📊 Quy trình RBI tạo ra gì
Ngoài các kế hoạch riêng lẻ, quy trình RBI mang lại:
Xếp hạng theo rủi ro tương đối của tất cả thiết bị được đánh giá
Kế hoạch kiểm tra chi tiết cho từng hạng mục (phương pháp, phạm vi, thời gian)
Mô tả về bất kỳ hoạt động giảm thiểu rủi ro nào khác
Mức độ rủi ro dự kiến sau khi tất cả các biện pháp giảm thiểu được thực hiện
Xác định rõ ràng các yếu tố gây ra rủi ro
🧱 Các nguyên tắc đằng sau quy trình
Khung RBI được xây dựng dựa trên các nguyên tắc nền tảng sau:
a) Hiểu tiền đề thiết kế
b) Lập kế hoạch đánh giá RBI
c) Thu thập dữ liệu và thông tin
d) Xác định cơ chế hư hỏng và các chế độ lỗi
e) Đánh giá xác suất lỗi (POF)
f) Đánh giá hậu quả của lỗi (COF)
g) Xác định, đánh giá và quản lý rủi ro
h) Quản lý rủi ro bằng các hoạt động kiểm tra và kiểm soát quy trình
i) Các hoạt động giảm thiểu rủi ro khác
j) Đánh giá lại và cập nhật
k) Vai trò, trách nhiệm, đào tạo và trình độ chuyên môn
l) Tài liệu và lưu trữ hồ sơ
💡 Những điểm chính cần ghi nhớ
Kế hoạch kiểm tra là kết quả hữu hình của đánh giá RBI. Rủi ro còn lại phải được ghi nhận – điều này cho thấy lợi ích của các hoạt động đã lên kế hoạch.
IOW và MOC là những yếu tố thiết yếu đi kèm với kế hoạch RBI để quản lý tính toàn vẹn toàn diện.
#RBI #API580 #InspectionPlanning #MechanicalIntegrity #RiskBasedInspection #AssetManagement #IOW #MOC #API510 #API570 #API653
RBI, API 580, Lập kế hoạch kiểm tra, Tính toàn vẹn cơ khí, Kiểm tra dựa trên rủi ro, Quản lý tài sản, IOW, MOC, API 510, API 570, API 653
Chia sẻ










Trong các ngành công nghiệp có rủi ro cao hiện nay, việc chỉ kiểm tra mọi thứ là không bền vững.
Kiểm Tra Dựa Trên Rủi Ro (RBI) cung cấp một phương pháp tiếp cận có cấu trúc và thông minh, phân bổ các nỗ lực kiểm tra vào những nơi quan trọng nhất — trên các thiết bị có nguy cơ hỏng hóc cao nhất.
________________________________________
🎯 Mục tiêu của RBI
• Ưu tiên kiểm tra dựa trên rủi ro
• Tối ưu hóa tần suất kiểm tra và sử dụng tài nguyên
• Tập trung vào các thiết bị quan trọng, có rủi ro cao
• Nâng cao an toàn, độ tin cậy và tuân thủ
• Giảm thiểu hỏng hóc, thời gian ngừng hoạt động và chi phí
________________________________________
⚠️ Các loại rủi ro trong RBI
• Rủi ro về Sức khỏe & An toàn – Tiềm ẩn nguy cơ gây hại cho nhân viên
• Rủi ro Môi trường – Tác động đến không khí, nước hoặc đất
• Rủi ro Vận hành – Hỏng hóc thiết bị ảnh hưởng đến sản xuất
• Rủi ro Tài chính – Thiệt hại kinh tế do ngừng hoạt động hoặc sự cố
• Rủi ro Danh tiếng – Gây tổn hại đến hình ảnh hoặc uy tín của công ty
🧩 Các Yếu tố Chương trình RBI
• Hệ thống quản lý tài liệu và chứng nhận
• Phương pháp đánh giá xác suất và hậu quả của sự cố
• Giảm thiểu rủi ro thông qua kiểm tra và hành động khắc phục
________________________________________
⚙️ Phương pháp của RBI
✅ Định tính – Dựa trên chuyên gia, nhanh chóng, đơn giản
✅ Định lượng – Sử dụng nhiều dữ liệu, Chính xác
✅ Bán định lượng – Phương pháp chấm điểm/chỉ số, cân bằng
________________________________________
🚧 Những thách thức chính
• Dữ liệu kém chất lượng hoặc bị thiếu
• Mô hình hóa và phân tích phức tạp
• Khoảng cách về nguồn lực và kỹ năng
• Tích hợp với các hệ thống cũ
• Chống thay đổi
• Cần cập nhật liên tục
• Tuân thủ quy định và tiêu chuẩn
• Truyền đạt sai lệch kết quả rủi ro
• Quá phụ thuộc vào các công cụ phần mềm
• Dự đoán sai sót
________________________________________
✅ Những điểm chính
• RBI đảm bảo các cuộc kiểm tra ưu tiên rủi ro, không chỉ là các cuộc kiểm tra định kỳ
• Giúp duy trì hoạt động an toàn, đáng tin cậy và tiết kiệm chi phí
• Cho phép ra quyết định dựa trên dữ liệu
• Phù hợp với ISO 31000 và các thông lệ tốt nhất về tính toàn vẹn tài sản
________________________________________
💡 Trong lĩnh vực kiểm tra, vấn đề không phải là làm nhiều hơn—mà là làm những gì cần thiết, ở nơi cần nhất. =====