(St.)
Chia sẻ
Bảng dữ liệu an toàn vật liệu (MSDS), còn được gọi là Bảng dữ liệu an toàn (SDS), là tài liệu tiêu chuẩn hóa cung cấp thông tin chi tiết về các đặc tính, mối nguy hiểm, xử lý an toàn, bảo quản và các biện pháp khẩn cấp liên quan đến các chất hoặc sản phẩm hóa học. Chúng chủ yếu nhằm mục đích an toàn và sức khỏe nghề nghiệp để bảo vệ người lao động có thể tiếp xúc với các hóa chất này trong quá trình làm việc256.
Những điểm chính về MSDS bao gồm:
MSDS chứa thông tin về thành phần hóa học, tính chất vật lý và hóa học (chẳng hạn như điểm nóng chảy, điểm chớp cháy, màu sắc và trạng thái), ảnh hưởng đến sức khỏe, phản ứng, các biện pháp sơ cứu, thiết bị bảo vệ cá nhân, quy trình bảo quản, xử lý, xử lý và tràn / rò rỉ6.
Chúng rất cần thiết để đảm bảo sản xuất, xử lý, sử dụng, vận chuyển và thải bỏ an toàn các vật liệu nguy hiểm, thường cần thiết cho các hóa chất gây rủi ro như dễ cháy, độc tính hoặc ăn mòn14.
MSDS được quy định bởi các quy định quốc tế, bao gồm Hệ thống hài hòa toàn cầu (GHS) do Liên hợp quốc phát triển, tiêu chuẩn hóa phân loại và ghi nhãn các mối nguy hóa học để tạo điều kiện giao tiếp rõ ràng trên toàn thế giới26.
Không phải tất cả các sản phẩm đều yêu cầu MSDS; Thông thường, nó được yêu cầu đối với các hóa chất độc hại và đôi khi đối với các sản phẩm như mỹ phẩm, thực phẩm chức năng hoặc bột để đảm bảo an toàn cho người dùng13.
MSDS giúp người lao động và người xử lý hiểu được những rủi ro liên quan đến hóa chất và các biện pháp phòng ngừa cần thiết để giảm thiểu phơi nhiễm và ứng phó với các trường hợp khẩn cấp47.
Tóm lại, MSDS là tài liệu an toàn quan trọng cung cấp thông tin toàn diện về mối nguy hiểm và an toàn về hóa chất để bảo vệ người lao động và đảm bảo xử lý và vận chuyển an toàn125.
Thử nghiệm không phá hủy (NDT) đề cập đến một nhóm rộng các kỹ thuật phân tích và kiểm tra được sử dụng để đánh giá các đặc tính, tính toàn vẹn và chất lượng của vật liệu, thành phần hoặc hệ thống mà không gây ra bất kỳ thiệt hại hoặc thay đổi vĩnh viễn nào đối với chúng124. NDT rất quan trọng trong nhiều ngành công nghiệp như hàng không vũ trụ, kỹ thuật dân dụng, sản xuất, dầu khí, sản xuất điện và y học, vì nó giúp phát hiện các sai sót, gián đoạn hoặc khuyết tật có thể dẫn đến hỏng hóc, đồng thời vẫn duy trì khả năng sử dụng của mặt hàng được thử nghiệm1569.
Nó không gây hại hoặc làm thay đổi các tính chất vật lý hoặc hóa học của đối tượng được thử nghiệm.
Nó cho phép kiểm tra và đánh giá trong khi vẫn duy trì tính hữu ích trong tương lai của bộ phận.
Nó cung cấp khả năng kiểm soát chất lượng hiệu quả về chi phí, đảm bảo an toàn và lập kế hoạch bảo trì.
Nó đòi hỏi đào tạo chuyên môn và chuyên môn để giải thích kết quả một cách chính xác189.
Các kỹ thuật NDT được sử dụng thường xuyên nhất bao gồm12356:
Kiểm tra trực quan (VT): Hình thức đơn giản nhất, liên quan đến kiểm tra trực quan trực tiếp, đôi khi được hỗ trợ bởi các công cụ quang học.
Kiểm tra siêu âm (UT): Sử dụng sóng âm tần số cao để phát hiện các khuyết tật bên trong và bề mặt.
Xét nghiệm X quang (RT): Sử dụng tia X hoặc tia gamma để tạo ra hình ảnh tiết lộ các khuyết điểm bên trong.
Kiểm tra hạt từ tính (MT): Phát hiện sự gián đoạn bề mặt và gần bề mặt trong vật liệu sắt từ bằng cách áp dụng các hạt từ tính.
Kiểm tra chất xâm nhập chất lỏng (PT): Sử dụng thuốc nhuộm lỏng để xuyên qua các vết nứt trên bề mặt, làm cho chúng có thể nhìn thấy dưới ánh sáng.
Kiểm tra dòng điện xoáy (ET): Sử dụng cảm ứng điện từ để phát hiện các khuyết tật trong vật liệu dẫn điện.
Kiểm tra nhiệt / hồng ngoại (IR): Phát hiện khuyết tật bằng cách quan sát các mẫu nhiệt và dòng nhiệt.
Kiểm tra phát xạ âm thanh (AE): Theo dõi sóng đàn hồi thoáng qua phát ra bởi các khuyết tật dưới ứng suất.
Kiểm tra sóng dẫn hướng, Radar xuyên đất (GPR), Kiểm tra vi sóng, Kiểm tra laser, Kiểm tra rò rỉ là các phương pháp chuyên dụng khác được sử dụng tùy thuộc vào ứng dụng37.
An toàn và độ tin cậy: NDT đảm bảo cơ sở hạ tầng quan trọng như máy bay, cầu, đường ống và lò phản ứng vẫn an toàn và hoạt động bằng cách phát hiện sớm các dấu hiệu hỏng hóc129.
Tiết kiệm chi phí: Phát hiện lỗi sớm ngăn ngừa việc sửa chữa tốn kém, thời gian ngừng hoạt động và hỏng hóc thảm khốc6.
Đảm bảo chất lượng: NDT là một phần không thể thiếu trong sản xuất và bảo trì, xác minh rằng các sản phẩm đáp ứng các tiêu chuẩn mà không bị phá hủy6.
Linh hoạt: Được sử dụng trong các lĩnh vực khác nhau bao gồm kỹ thuật pháp y, bảo tồn nghệ thuật và hình ảnh y tế (ví dụ: siêu âm, chụp X-quang)145.
NDT là một ngành kỹ thuật không thể thiếu cho phép kiểm tra và đánh giá kỹ lưỡng các vật liệu và kết cấu mà không gây hư hỏng, do đó nâng cao độ an toàn, chất lượng và hiệu quả chi phí trong nhiều ngành công nghiệp. Một loạt các phương pháp của nó cho phép các phương pháp tiếp cận phù hợp để đáp ứng các thách thức kiểm tra cụ thể trong khi vẫn duy trì tính toàn vẹn của các đối tượng được thử nghiệm12359.
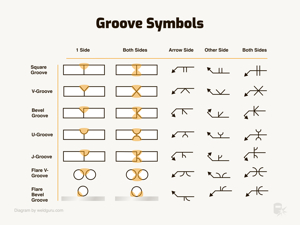
Hệ thống nhóm vật liệu ASME là một phương pháp phân loại được sử dụng chủ yếu trong hàn để nhóm các kim loại cơ bản và vật liệu độn dựa trên các đặc tính tương tự như khả năng hàn, tính chất cơ học và thành phần hóa học. Hệ thống này giúp giảm số lượng trình độ quy trình hàn và kiểm tra hiệu suất của thợ hàn cần thiết khi làm việc với các vật liệu khác nhau.
Số P (Nhóm kim loại cơ bản):
Số P là ký hiệu chữ và số được gán cho các kim loại cơ bản (ví dụ: ống, tấm) được sử dụng trong chế tạo thiết bị áp lực.
Nó nhóm các vật liệu có đặc tính hàn tương tự để đơn giản hóa các thủ tục đánh giá.
Nhóm xem xét thành phần, khả năng hàn và tính chất cơ học.
Chỉ những vật liệu được liệt kê trong Bảng ASME Phần IX QW / QB-422 hoặc những vật liệu có cùng số UNS với vật liệu được liệt kê mới được gán Số P. Các tài liệu không được liệt kê được coi là “chưa được chỉ định” và không có số P.
Đối với kim loại đen, các tập hợp con được gọi là Số nhóm phân loại thêm vật liệu dựa trên các yêu cầu thử nghiệm va đập và tính chất luyện kim. Số nhóm chỉ được sử dụng cho những vật liệu yêu cầu kiểm tra độ dẻo dai.
Ví dụ: SA516 Gr 65 có P-No. 1 và Nhóm số 1, cho biết nó là thép mangan cacbon với các tính chất cơ học cụ thể.
Số F (Nhóm kim loại phụ):
Các kim loại phụ như điện cực và que hàn được nhóm theo Số F, được liệt kê trong Bảng ASME Phần IX QW-432.
Các nhóm này dựa trên các đặc điểm khả năng sử dụng ảnh hưởng đến chất lượng mối hàn và giúp giảm số lượng trình độ quy trình cần thiết.
Số A cũng được sử dụng cho kim loại phụ, được nêu chi tiết trong Bảng QW-442.
Hệ thống này làm giảm độ phức tạp và chi phí của trình độ quy trình hàn bằng cách cho phép một chứng chỉ duy nhất bao gồm nhiều vật liệu trong cùng một nhóm.
Nó đảm bảo an toàn và nhất quán trong hàn bằng cách nhóm các vật liệu có hành vi hàn tương đương.
Hệ thống ASME khác với hệ thống ISO ở chỗ ASME chỉ gán số P cho các vật liệu được liệt kê trong mã hoặc có cùng số UNS với các vật liệu được liệt kê, trong khi ISO chỉ định các nhóm rộng hơn.
| Số P | Mô tả kim loại cơ bản | Số nhóm (Tập hợp con) |
|---|---|---|
| 1 | Thép mangan carbon | 4 Số nhóm |
| 3 | 1/2 Molypden hoặc 1/2 Crom, 1/2 Thép Molypden | 3 Số nhóm |
| 4 | 1 1/4 Crom, 1/2 Molypden | 2 Số nhóm |
| 5A | 2 1/4 Crom, 1 Molypden | Không có tập hợp con |
| 6 | Thép không gỉ Martensitic (Lớp 410, 415, 429) | 6 Số nhóm |
Hệ thống nhóm này được trình bày chi tiết trong ASME Phần IX, đặc biệt là trong bảng QW / QB-422 cho kim loại cơ bản và QW-432 cho kim loại phụ1356.
Về bản chất, Hệ thống Nhóm Vật liệu ASME tiêu chuẩn hóa trình độ hàn bằng cách nhóm các kim loại có đặc tính hàn tương tự, hợp lý hóa quy trình đánh giá và đảm bảo an toàn và nhất quán trong thiết bị áp lực hàn.



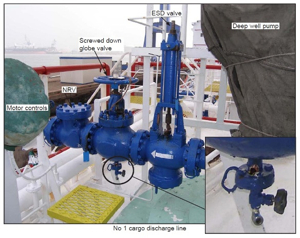
Rò rỉ và chớp cháy LPG (khí dầu mỏ hóa lỏng) trong nhà máy lọc dầu thường xảy ra trong quá trình vận chuyển giữa bể chứa và xe bồn hoặc trong các cơ sở lưu trữ của nhà máy lọc dầu. Những sự cố như vậy liên quan đến việc giải phóng LPG ngoài ý muốn, có tính dễ bay hơi và dễ cháy, dẫn đến sự hình thành một đám mây hơi có thể bốc cháy, gây cháy nổ.
: Rò rỉ thường bắt nguồn từ các kết nối bị mòn hoặc hư hỏng, chẳng hạn như liên kết ren giữa tay tải và xe chở dầu, van hoặc ống mềm không được xếp hạng cho dịch vụ LPG áp suất cao. Ví dụ, trong một sự cố của nhà máy lọc dầu, sự mài mòn ren trên ống lót bằng đồng thau và đầu nối bể chứa đã gây ra sự tách rời trong quá trình chuyển LPG, giải phóng LPG bốc cháy và bỏng chết người người lái xe12.
: Trong quá trình tải, nếu kết nối bị lỗi hoặc van bị trục trặc (ví dụ: van thanh lọc tự đóng bị hỏng do mòn), LPG sẽ rò rỉ ra ngoài, tạo thành một đám mây hơi xung quanh tàu chở dầu hoặc khu vực bốc hàng. Đám mây này có thể lan rộng nhanh chóng và nếu tiếp xúc với nguồn đánh lửa — chẳng hạn như lò hồ quang điện, nhiệt động cơ xe hoặc tĩnh điện — nó sẽ nhấp nháy thành lửa hoặc nổ27.
: Rò rỉ có thể tồn tại trong thời gian dài nếu các quy trình ngắt khẩn cấp không được tuân thủ đúng cách hoặc nếu rò rỉ không được phát hiện kịp thời. Trong một trường hợp, rò rỉ kéo dài khoảng 30 phút vì van ngắt khẩn cấp trên xe tải không được đóng bởi tài xế, mặc dù đã được đào tạo2. Một sự cố khác liên quan đến rò rỉ không được phát hiện trong nhiều giờ do thiếu hệ thống giám sát và phát hiện dòng chảy thích hợp6.
: Đám cháy chớp nhoáng có thể nhấn chìm nhân viên gần đó, gây bỏng nặng hoặc tử vong. Khối lượng LPG được giải phóng có thể đáng kể (ví dụ: khoảng 10 kg trong một sự cố) và nếu đám cháy làm nóng các bể chứa LPG, nó có thể dẫn đến nổ hơi giãn nở chất lỏng sôi (BLEVE), gây ra những quả cầu lửa lớn và phá hủy các bể chứa và các cơ sở xung quanh157.
: Mòn ren, van bị hỏng và sửa chữa không đúng cách với vật liệu không được xếp hạng là những nguyên nhân phổ biến. Ví dụ, ren bị mòn trên các kết nối tải hoặc sửa chữa ống với kẹp không phù hợp bị hỏng dưới áp suất, dẫn đến rò rỉ12.
: Việc siết chặt các kết nối không đúng cách, không tuân theo các quy trình khẩn cấp (như đóng van) và nỗ lực sửa chữa trái phép của nhân viên chưa qua đào tạo góp phần đáng kể123.
: Thiếu kiểm tra thường xuyên, đào tạo không đầy đủ, không có hệ thống giám sát lưu lượng và phát hiện rò rỉ thích hợp và không duy trì áp suất trong giới hạn thiết kế làm tăng rủi ro1236.
Các : Nhiệt độ thấp trong quá trình vận hành thoát nước có thể gây đóng băng và trục trặc van, dẫn đến rò rỉ7.
: Việc kiểm tra trực quan và ghi lại thường xuyên các liên kết ren, van, ống mềm và phụ kiện là điều cần thiết. Một số quy định yêu cầu kiểm tra ít nhất hai năm một lần để phát hiện hao mòn trước khi hỏng hóc14.
: Tất cả các ống mềm, van và phụ kiện phải được định mức áp suất cho dịch vụ LPG (tối thiểu 1700 PSI) và có khả năng chống ăn mòn và xói mòn2.
: Người lao động nên được đào tạo về kỹ thuật kết nối thích hợp, quy trình ngắt khẩn cấp và xử lý sự cố. Quy trình rõ ràng, chi tiết giúp ngăn ngừa hiểu lầm và đảm bảo hành động kịp thời khi rò rỉ24.
: Việc lắp đặt máy dò khí, hệ thống giám sát lưu lượng và hệ thống tắt khẩn cấp có thể phát hiện sớm rò rỉ và ngăn chặn sự leo thang6.
: Chuẩn bị sẵn sàng với thiết bị chữa cháy, kế hoạch sơ tán và phối hợp với các dịch vụ khẩn cấp là rất quan trọng4.
Rò rỉ và chớp cháy LPG trong các nhà máy lọc dầu phát sinh chủ yếu do hỏng hóc thiết bị, mài mòn, lỗi của con người và kiểm soát an toàn không đầy đủ trong quá trình vận chuyển và lưu trữ LPG. Những sự cố này có thể gây ra hỏa hoạn, nổ và tử vong nghiêm trọng. Các biện pháp phòng ngừa tập trung vào việc kiểm tra nghiêm ngặt, sử dụng thiết bị đúng cách, đào tạo toàn diện, hệ thống phát hiện rò rỉ và ứng phó khẩn cấp hiệu quả để giảm thiểu rủi ro và tác động của các sự kiện nguy hiểm như vậy123467.
⚠️ Rò rỉ và cháy LPG trong nhà máy lọc dầu
Người lái xe của một công ty vận tải LPG đã bị bỏng nặng trong khi đang chất hàng lên xe bồn và hậu quả là đã tử vong. Xe bồn LPG được kết nối với hệ thống nạp hàng thông qua một tay đòn nối.
Sau khi chất khoảng 15 tấn LPG, có hiện tượng tự động tách rời kết nối giữa tay đòn và xe tại khớp nối ren. Điều này dẫn đến việc LPG thoát ra, bốc cháy và nhấn chìm người lái xe. Tài xế đã tử vong vài ngày sau đó do những vết thương phải chịu.
Lực tách ra đủ để đẩy cần nạp về phía sau cho đến khi nó va vào vỏ của trạm nạp. Điều này dẫn đến việc kích hoạt khớp nối nhả nhanh “kéo ra” và dòng LPG từ nhà máy lọc dầu đã bị dừng lại. Ngọn lửa đã làm tan chảy ống khí nén cho van chân của xe bồn và van khí nén đóng lại, ngăn chặn việc xả LPG từ xe bồn. Kích thước của lần xả ước tính khoảng 20 lít (khoảng 10 kg).
💡 Những phát hiện quan trọng: Cuộc điều tra được thực hiện sau vụ tai nạn cho thấy nguyên nhân của việc xả LPG là do hỏng khớp nối ren. Kiểm tra kỹ hơn cho thấy khớp nối ren ACME 3¼” bị mòn rất nặng. Mặt cắt hình thang của ren vòng ren bị mòn đến mức nó bị giảm xuống thành hình tam giác. Phụ kiện (tàu chở dầu) bị mòn đến mức hơi hình nón. Do đó, kết nối cực kỳ không ổn định. Điều này có nghĩa là ngay cả rung động hoặc chuyển động nhẹ của cánh tay nạp cũng có thể đủ để kết nối bị hỏng.
#LPGSafety #ProcessSafety #RefineryOperations #IncidentAnalysis #HSE #LPG #OperationalDiscipline #LessonsLearned #Terminal #LPG #LNG #Loading #Unloading #LoadingArm #Hose #Truck #Process #Safety #Emergency #PullAway #BreakAway #Accident
An toàn LPG, An toàn quy trình, Hoạt động nhà máy lọc dầu, Phân tích sự cố, HSE, LPG, Kỷ luật vận hành, Bài học kinh nghiệm, Nhà ga, LPG, LNG, Tải, Dỡ, Cánh tay xếp, Ống mềm, Xe tải, Quy trình, An toàn, Khẩn cấp, Kéo đi, Tách ra, Tai nạn






Khớp nối ren ACME là phụ kiện ren chuyên dụng được sử dụng chủ yếu để kết nối đường ống, ống mềm hoặc trục, có ren ACME có hình thang và được thiết kế để có độ bền và độ bền. Chúng được sử dụng rộng rãi trong các ứng dụng như chuyển LPG, hoạt động amoniac khan (NH3) và các kết nối công nghiệp khác nhau.
Ren ACME có cấu hình hình thang rộng, góc 29 độ, cung cấp các kết nối chắc chắn, bền bỉ chống mài mòn và biến dạng8.
: Thường được sử dụng trong các kết nối ống LPG, hệ thống chuyển amoniac khan và khớp nối trục cơ khí356.
: Khớp nối được làm từ các vật liệu như nhôm đúc nhẹ với chèn thép hoặc gang dẻo để đảm bảo độ bền và độ tin cậy3.
: Có nhiều kích cỡ khác nhau, thường được tiêu chuẩn hóa cho các mục đích sử dụng cụ thể như ren ACME 1-3 / 4 “, 2-1 / 4” và 3-1 / 4 “, với các tùy chọn ren đực và cái để phù hợp với các kích thước ống hoặc ống mềm khác nhau356.
: Một số khớp nối ACME bao gồm khóa vòng cổ để tránh lỏng lẻo do rung hoặc xoắn, tăng cường an toàn khi sử dụng tại hiện trường3.
: Được sử dụng để kết nối ren ống đực với ren ACME cái, thường thấy trong các ứng dụng NH33.
: Để kết nối ren ống nữ với ren ACME cái3.
Khớp nối kẹp ống có ren cái ACME đến 2 bu lông cho phép dễ dàng kết nối và ngắt kết nối ống mà không cần van6.
: Đai ốc khớp nối ACME có sẵn trong nhiều vật liệu khác nhau như thép cường độ thấp và thép không gỉ cho mục đích khớp nối trục hoặc ống27.
Ứng dụng ACME phù hợp với Đặc điểm kỹ thuật của Hiệp hội Tiêu chuẩn Hoa Kỳ B1.5 lớp 2G.
Kích thước khớp nối, bao gồm cả con dấu, tuân theo tiêu chuẩn BS EN 14422.
Đồng hồ đo độ mòn ren ACME đặc biệt được sử dụng để kiểm tra độ mòn ren nhằm đảm bảo kết nối an toàn và đáng tin cậy5.
Tóm lại, khớp nối ren ACME là phụ kiện mạnh mẽ, được tiêu chuẩn hóa được sử dụng rộng rãi trong các ứng dụng cơ khí và chuyển chất lỏng công nghiệp, được đánh giá cao về độ bền, tính năng an toàn và khả năng tương thích với các kích thước ống và ống khác nhau356.
Dưới đây là giải thích chi tiết về các tiêu chuẩn EN1765, EN13765, BS4089 và BS13482:
Tiêu chuẩn Châu Âu này quy định các yêu cầu đối với cụm ống cao su được sử dụng cho dịch vụ hút và xả dầu.
Nó bao gồm bốn loại cụm ống được thiết kế để vận chuyển các sản phẩm dầu mỏ, bao gồm dầu thô và các sản phẩm dầu mỏ lỏng có hàm lượng thơm lên đến 50% theo thể tích.
Các ống mềm phù hợp để sử dụng ở nhiệt độ từ -20 °C đến 82 °C và kích thước từ lỗ khoan danh nghĩa 50 đến 500.
Tiêu chuẩn không bao gồm ống dẫn khí dầu mỏ hóa lỏng (LPG) và khí tự nhiên.
Nó áp dụng cho ống khoan trơn, lỗ thô hoặc ống khoan thô bọc thép.
Nó phục vụ các ngành công nghiệp xử lý các sản phẩm dầu mỏ và thiết bị khí đốt tự nhiên1.
Tiêu chuẩn này bao gồm ống và cụm ống nhiều lớp (không lưu hóa) nhựa nhiệt dẻo.
Nó được thiết kế để chuyển hydrocacbon, dung môi và hóa chất.
Tiêu chuẩn bao gồm các phương pháp kiểm tra khả năng chống nhiên liệu, lão hóa nhiệt, tính dễ cháy, áp suất thủy tĩnh, an toàn lắp đặt và độ kín rò rỉ.
Nó cung cấp các thông số kỹ thuật cho thử nghiệm loại, thông thường và hàng loạt của ống và cụm ống25.
BS 4089 là Tiêu chuẩn của Anh liên quan đến ống LPG.
Nó thường được tham khảo cùng với BS EN 1762 Loại D cho các thông số kỹ thuật của ống LPG.
Các ống này được khuyến nghị để chuyển LPG và khí tự nhiên lỏng trong môi trường công nghiệp.
Các ống thường có một ống bên trong được làm từ vật liệu hỗn hợp đặc biệt phù hợp cho việc sử dụng LPG.
Các nhà sản xuất ống BS 4089 cung cấp cho các PSU lớn trong lĩnh vực dầu mỏ và đảm bảo tuân thủ các yêu cầu kiểm tra và chứng nhận nghiêm ngặt3.
Tiêu chuẩn này quy định các yêu cầu an toàn đối với robot chăm sóc cá nhân.
Nó bao gồm thiết kế an toàn, các biện pháp bảo vệ và thông tin người dùng cho ba loại robot chăm sóc cá nhân: robot phục vụ di động, robot trợ lý vật lý và robot vận chuyển người.
Tiêu chuẩn giải quyết các mối nguy hiểm liên quan đến tiếp xúc vật lý giữa người và robot và nhằm mục đích giảm rủi ro đến mức chấp nhận được.
Nó không bao gồm robot di chuyển nhanh hơn 20 km / h, đồ chơi robot, robot bay và dưới nước, robot công nghiệp, robot y tế và robot quân sự/lực lượng công cộng.
Trọng tâm là robot được sử dụng để cải thiện chất lượng cuộc sống cho người dùng bất kể tuổi tác hay khả năng.
Đây là một tiêu chuẩn quốc tế được hài hòa như BS EN ISO 13482:2014 và bao gồm các hướng dẫn lắp đặt, bảo trì và sử dụng an toàn4689.
| Chuẩn | Phạm vi / Trường hợp sử dụng | Các tính năng chính | Ngành/Ứng dụng |
|---|---|---|---|
| EN1765 | Cụm ống cao su để hút/xả dầu | Vận chuyển sản phẩm dầu mỏ, -20 °C đến 82 °C | Dầu mỏ, xử lý dầu |
| EN13765 | Ống nhựa nhiệt dẻo nhiều lớp | Chuyển hydrocacbon, dung môi, hóa chất | Chuyển hóa chất, hydrocacbon |
| BS 4089 | Ống LPG | Chuyển LPG và khí tự nhiên lỏng | Công nghiệp LPG, trung chuyển khí công nghiệp |
| BS 13482 | An toàn cho robot chăm sóc cá nhân | Thiết kế và sử dụng an toàn robot chăm sóc cá nhân | Robot, chăm sóc sức khỏe, chăm sóc cá nhân |
Các tiêu chuẩn này bao gồm các lĩnh vực khác nhau: EN1765 và EN13765 tập trung vào các cụm ống để chuyển dầu mỏ và hóa chất, BS 4089 về ống LPG và BS 13482 về các yêu cầu an toàn đối với robot chăm sóc cá nhân. Mỗi tiêu chuẩn được chuyên biệt để đảm bảo an toàn, hiệu suất và độ tin cậy trong lĩnh vực tương ứng của nó.
🤓 Bạn hiểu rõ đến mức nào về ống mềm vận chuyển hàng hóa mà bạn sử dụng tại trạm phân phối? 🚢
Ống mềm vận chuyển hàng hóa rất cần thiết để vận chuyển an toàn các loại hydrocarbon lỏng. Nhưng việc chọn sai loại, vật liệu hoặc bỏ qua tốc độ dòng chảy có thể dẫn đến ma sát, hỏng cấu trúc và trong trường hợp tệ nhất là tràn dầu.
💡 Theo ISGOTT, không phải tất cả các ống mềm đều phù hợp với mọi sản phẩm hoặc mọi hoạt động. Điều quan trọng là phải biết thiết kế, khả năng tương thích, ký hiệu và giới hạn của chúng.
🔍 Bạn nên lưu ý điều gì?
✅ Có ống cao su (R, A, S, L) và ống composite, mỗi loại dành cho các điều kiện cụ thể: áp suất, nhiệt độ, độ nhớt hoặc vị trí (STS, nổi, lò xo).
✅ Một số phải liên tục về điện (cấp M hoặc Ω), một số khác phải không liên tục. Sử dụng ống không đúng có thể gây tích tụ điện tích tĩnh ⚡.
✅ Tốc độ dòng chảy an toàn phụ thuộc vào loại:
• Cao su: 15–21 m/giây (lên đến 25 m/giây trong một số điều kiện).
• Composite: 7–9 m/giây (cao hơn = nguy cơ đứt dây bên trong cao hơn).
✅ Tất cả ống phải được đánh dấu rõ ràng: loại, áp suất làm việc tối đa (MWP), vật liệu bên trong, nhiệt độ vận hành và số sê-ri.
✅ Trước khi sử dụng ống mềm, hãy đảm bảo ống mềm tuân thủ EN1765, EN13765, BS 4089 hoặc BS 13482, tùy trường hợp.
⚠️ Không phải mọi loại ống mềm đều an toàn. Ống mềm không được chỉ định, đánh dấu hoặc tương thích với sản phẩm có thể hỏng mà không có cảnh báo.
#OilAndGas #MarineTerminals #OCIMF #ISGOTT #InterfazBuqueTerminal
#Buques #Terminales #Hidrocarburos #MangueradeCarga #MarineHoses #SeguridadOperacional #EvaluacionDeRiesgos #HSE #Safety










Thực tế pháp lý: Sản xuất thiết bị áp lực
Định nghĩa:
Nhà sản xuất là bất kỳ tổ chức nào thiết kế, sản xuất và / hoặc đặt thiết bị hoặc cụm lắp ráp áp lực trên thị trường dưới tên hoặc nhãn hiệu của riêng mình hoặc sử dụng nó cho mục đích riêng của mình. Điều này bao gồm những người ủy thác thiết kế và sản xuất, miễn là họ chịu trách nhiệm tuân thủ.
Các yêu cầu pháp lý chính:
Tuân thủ các yêu cầu an toàn thiết yếu: Các nhà sản xuất phải đảm bảo thiết bị của họ được thiết kế và sản xuất theo các yêu cầu an toàn thiết yếu. Các yêu cầu này bao gồm các vấn đề như tính toàn vẹn của cấu trúc, vận hành an toàn, tính phù hợp của vật liệu và khả năng chống lại ngoại lực.
Đánh giá sự phù hợp: Thiết bị phải trải qua quá trình đánh giá sự phù hợp, quy trình này thay đổi tùy theo loại thiết bị và có thể liên quan đến việc tự khai báo hoặc các cơ quan được thông báo của bên thứ ba. Kết quả là Tuyên bố về sự phù hợp và dấu CE hoặc UKCA thích hợp.
Chứng nhận và Tài liệu: Các nhà sản xuất phải cung cấp giấy chứng nhận sản xuất (còn được gọi là giấy chứng nhận hợp quy), tạo và duy trì tài liệu kỹ thuật (thường trong ít nhất 10 năm) và đảm bảo tất cả các hướng dẫn và thông tin an toàn đi kèm với sản phẩm.
Ghi nhãn: Sản phẩm phải được dán nhãn đúng với tên, địa chỉ, nhận dạng và dấu hiệu phù hợp của nhà sản xuất.
Giám sát thị trường và trách nhiệm: Các nhà sản xuất có trách nhiệm đảm bảo tuân thủ trong quá trình sản xuất và phải hành động nếu họ phát hiện ra các khiếm khuyết tiềm ẩn hoặc nhận được thông tin về sự không phù hợp — báo cáo các vấn đề đó và bắt đầu các biện pháp khắc phục.
Phạm vi toàn cầu: Các yêu cầu này được áp dụng bất kể thiết bị được sản xuất ở đâu, nếu thiết bị được bán ở các thị trường được quản lý như EU hoặc Vương quốc Anh.
Thực tế kỹ thuật: Tiêu chuẩn và thử nghiệm
Tiêu chuẩn áp dụng:
Các nhà sản xuất phải tuân thủ các tiêu chuẩn được công nhận trên toàn cầu như:
Mã nồi hơi & bình áp lực ASME (BPVC)
EN 13445 (Bình áp lực không nung)
API 510 (Mã kiểm tra bình chịu áp lực)
TCVN 8366:2010 (tiêu chuẩn quốc gia, ví dụ: Việt Nam)
Các hành động kỹ thuật bắt buộc:
Tính toán thiết kế: Thiết kế phù hợp theo tiêu chuẩn, với các tính toán đã được xác minh và ghi lại về sức mạnh, độ bền và các biện pháp an toàn.
Kiểm soát vật liệu: Sử dụng các vật liệu có thể truy xuất nguồn gốc, được chứng nhận phù hợp với hệ thống áp suất.
Kiểm soát chế tạo: Thợ hàn có trình độ, quy trình chế tạo đã được thử nghiệm và lưu giữ hồ sơ thích hợp.
Kiểm tra chất lượng: Kiểm tra thủy tĩnh, kiểm tra không phá hủy (NDT: UT, RT, MT, PT) và kiểm tra liên tục để xác nhận tính toàn vẹn của cấu trúc, độ kín rò rỉ và hiệu suất của các thiết bị an toàn.
Kiểm tra định kỳ: Sau khi đưa ra thị trường, thiết bị áp lực yêu cầu kiểm tra liên tục trong sử dụng về độ dày của tường, độ mỏi của vật liệu và tính toàn vẹn của các tính năng an toàn.
Tóm tắt
Nhà sản xuất thiết bị áp lực không chỉ được xác định bởi người sản xuất thiết bị mà còn bởi ai chịu trách nhiệm hoàn toàn về thiết kế, an toàn, tuân thủ và sự phù hợp của thị trường. Thực tế pháp lý và kỹ thuật được liên kết chặt chẽ với nhau — các khung pháp lý như PED của EU (Chỉ thị 2014/68 / EU) và các quy định quốc gia yêu cầu đáp ứng các tiêu chuẩn kỹ thuật nghiêm ngặt, đánh giá sự phù hợp nghiêm ngặt và tài liệu minh bạch, tất cả đều để bảo vệ an toàn công cộng và môi trường.
“Nhà sản xuất Thiết bị áp lực, Thực tế Pháp lý và Kỹ thuật”
Nhà sản xuất: Không phải là Chức danh Công việc, Mà là Vai trò Pháp lý (Và Đôi khi là Boomerang…)
Trong thế giới thiết bị áp lực, công nghệ chỉ là một nửa câu chuyện.
Nửa còn lại? Trách nhiệm.
Khi nào bạn là nhà sản xuất?
Theo điều 2.12 của PED, bạn là nhà sản xuất nếu bạn:
– Thiết kế hoặc đã thiết kế;
– Sản xuất hoặc đã sản xuất;
– Và tiếp thị sản phẩm dưới tên riêng của bạn hoặc lắp đặt để sử dụng cho mục đích riêng của bạn.
Quan trọng: Đây là vai trò pháp lý. Nó có thể phát sinh trong trường hợp:
– Xây dựng mới;
– Sửa đổi ảnh hưởng đến thiết kế hoặc hiệu suất;
– Sửa chữa/sửa chữa với thông số kỹ thuật đã sửa đổi.
Nhà thầu phụ thực hiện công việc hoàn toàn dưới trách nhiệm của người khác không phải là nhà sản xuất. Người chịu trách nhiệm cuối cùng là người đầu tiên đưa sản phẩm đã sửa đổi hoặc sản phẩm mới trở lại sử dụng.
Điểm then chốt: thay đổi
Bất kỳ thay đổi nào ảnh hưởng đến tính toàn vẹn, kết cấu hoặc sự phù hợp đều là một bài kiểm tra pháp lý:
– Sai lệch so với thiết kế, vật liệu hoặc tính toán? —> Có thể phát sinh vai trò nhà sản xuất mới;
– Sửa chữa chính xác theo thông số kỹ thuật ban đầu? —> Vai trò nhà sản xuất vẫn thuộc về bên ban đầu;
Tại Hà Lan, WRDA-2016 được áp dụng:
– Người dùng luôn chịu trách nhiệm về việc sử dụng an toàn; – Nhà sản xuất hiện tại đảm bảo tuân thủ các quy định về thiết kế và tuân thủ.
“SEP không phải là một giấy phép trắng”
Điều 4.3 của PED (Thực hành Kỹ thuật An toàn) chỉ áp dụng dưới một số ngưỡng áp suất-thể tích nhất định. Ngay cả khi không có dấu CE, các yêu cầu an toàn cơ bản vẫn được áp dụng. Vai trò của nhà sản xuất vẫn mang tính quyết định, ngay cả khi vượt ra ngoài phạm vi phân loại.
Hậu quả của sự mơ hồ:
– Không có hồ sơ kỹ thuật hợp lệ (Phụ lục VII);
– Không có tuyên bố tuân thủ chính xác (Phụ lục IV);
– Nguy cơ mất dấu CE;
– Các vấn đề kiểm tra và khả năng ngừng hoạt động;
– Khiếu nại pháp lý sau sự cố.
Mua sắm ≠ mua lại
Bất kỳ ai mua và sửa đổi thiết bị áp suất hợp pháp đều trở thành nhà đồng sản xuất.
Điều này dựa trên việc sửa đổi thực tế, không phải dựa trên ý định.
Kết luận:
Công nghệ không có sự đảm bảo pháp lý chính thức không phải là điều chắc chắn.
Sản xuất là điểm then chốt mà thiết kế, vận hành và kiểm tra xoay quanh.
Vai trò của nhà sản xuất được đảm bảo như thế nào trong tổ chức của bạn trong quá trình sửa đổi hoặc sửa chữa?
Rất hoan nghênh các ý kiến đóng góp bổ sung và phê bình.
#PED #WBDA #Fabrikantschap #Drukapparatuur #Inspectie #CE #Compliance #Veiligheid #AssetIntegrity