Thử nghiệm ROTT trong thiết kế miếng đệm
Thử nghiệm ROTT (Độ kín nhiệt độ phòng) là một phương pháp tiêu chuẩn được sử dụng trong thiết kế miếng đệm để đánh giá và mô tả hiệu suất làm kín của miếng đệm trong điều kiện được kiểm soát ở nhiệt độ phòng. Nó chủ yếu đo tỷ lệ rò rỉ bằng heli và xác định các hằng số gioăng chính rất quan trọng đối với thiết kế dựa trên độ kín của các mối nối mặt bích bắt vít (BFJ), đặc biệt là trong các hệ thống điều áp.
Các khía cạnh chính của thử nghiệm ROTT trong thiết kế miếng đệm bao gồm:
-
Mục đích: Thử nghiệm được thiết kế để đánh giá độ kín của miếng đệm và hành vi của vật liệu gioăng dưới chu kỳ nén và ứng suất ở nhiệt độ phòng. Nó giúp dự đoán hiệu suất của miếng đệm trong quá trình khởi động và điều kiện hoạt động bình thường bằng cách tập trung vào tỷ lệ rò rỉ và khả năng duy trì tính toàn vẹn của miếng đệm dưới các tải trọng khác nhau.
-
Quy trình kiểm tra: Thử nghiệm ROTT liên quan đến việc nén miếng đệm giữa các mặt bích và đo rò rỉ heli ở các tải trọng miếng đệm khác nhau trên hai phần chính:
-
Phần A (tải): Tăng dần ứng suất miếng đệm với phép đo rò rỉ ở áp suất cao (thường khoảng 60 bar) và áp suất thấp (khoảng 20 bar).
-
Phần B (chu kỳ dỡ tải/tải lại): Mô phỏng các điều kiện hoạt động như nới lỏng và siết chặt lại miếng đệm, đo thay đổi rò rỉ trong chu kỳ tải.
-
-
Thiết lập kiểm tra: Các thử nghiệm thường được tiến hành trên mặt bích 4 “tiêu chuẩn hoặc kích thước mặt bích thích ứng, sử dụng khí heli để phát hiện rò rỉ chính xác và giá thử nghiệm thủy lực servo hoặc mặt bích bắt vít với tải trọng có kiểm soát.
-
Kết quả và hằng số: Từ dữ liệu thử nghiệm, ba hằng số miếng đệm chính được rút ra, giúp mô tả đặc tính niêm phong của miếng đệm:
-
Gb và a: Mô tả tải trọng ban đầu so với mối quan hệ độ kín (rò rỉ nghịch đảo) trong quá trình nén.
-
Gs: Đặc trưng cho hành vi dỡ tải của miếng đệm và khả năng duy trì độ kín của nó trong quá trình thay đổi ứng suất (giá trị Gs thấp hơn cho thấy niêm phong tốt hơn trong chu kỳ tải).
-
-
Giải thích dữ liệu: Kết quả thử nghiệm biểu đồ Thông số độ kín (Tp) (liên quan đến tốc độ rò rỉ và áp suất) chống lại ứng suất vị trí của miếng đệm trên thang đo logarit. Tp cao hơn có nghĩa là rò rỉ thấp hơn và niêm phong tốt hơn. Biểu diễn đồ họa này giúp các nhà thiết kế so sánh vật liệu và chọn miếng đệm cho các yêu cầu về áp suất và tốc độ rò rỉ cụ thể.
-
Tiêu chuẩn ngành: Thử nghiệm ROTT được tiêu chuẩn hóa theo ASTM F2836 và được công nhận để tạo ra các hằng số thiết kế được sử dụng trong các phương pháp thiết kế ASME hiện tại và mới nổi để niêm phong khớp nối bắt vít.
-
Hạn chế: Mặc dù hiệu quả ở nhiệt độ phòng, nhưng các nhà phê bình lưu ý rằng ROTT không mô phỏng các điều kiện nhiệt độ cao hoặc lão hóa lâu dài, điều này cũng rất quan trọng đối với hiệu suất của miếng đệm trong các ứng dụng thực tế.
Tóm lại, thử nghiệm ROTT cung cấp dữ liệu quan trọng, có thể định lượng về độ kín của miếng đệm và phản ứng tải, cung cấp các hằng số được các nhà thiết kế sử dụng để tối ưu hóa lựa chọn mặt bích và miếng đệm để làm kín đáng tin cậy trong bình chịu áp lực và hệ thống đường ống theo mã ASME.
🔧 Vượt ra ngoài m & y: Tại sao Kiểm tra ROTT lại quan trọng trong Thiết kế Gioăng
Trong thiết kế mặt bích truyền thống, việc lựa chọn gioăng dựa trên các hằng số m & y nổi tiếng—các giá trị đơn giản, bảo thủ đảm bảo khả năng chịu tải trước và giữ. Nhưng chúng cho chúng ta biết rất ít về hiệu suất bịt kín thực tế.
Hãy bắt đầu với bài kiểm tra ROTT (Kiểm tra Độ kín ở Nhiệt độ Phòng): một phương pháp dựa trên hiệu suất để đánh giá hành vi của gioăng dưới các tải trọng nén và áp suất bên trong khác nhau—đo tốc độ rò rỉ thực tế.
💡 ROTT tạo ra các hằng số chính xác hơn như Gb, a, Gs và Tp, hiện được sử dụng trong ASTM F2836 cho thiết kế mặt bích dựa trên độ kín.
Đối với các ứng dụng quan trọng—ví dụ như chất lỏng độc hại hoặc áp suất cao—dữ liệu ROTT có thể hữu ích.
#GasketDesign #ROTT #MechanicalEngineering #ASME #FlangeDesign #Sealing #PressureVessels #LeakTightness #EngineeringExcellence
Thiết kế miếng đệm, ROTT, Kỹ thuật cơ khí, ASME, Thiết kế mặt bích, Sealing, Bình chịu áp, Độ kín rò rỉ, Kỹ thuật xuất sắc
(St.)
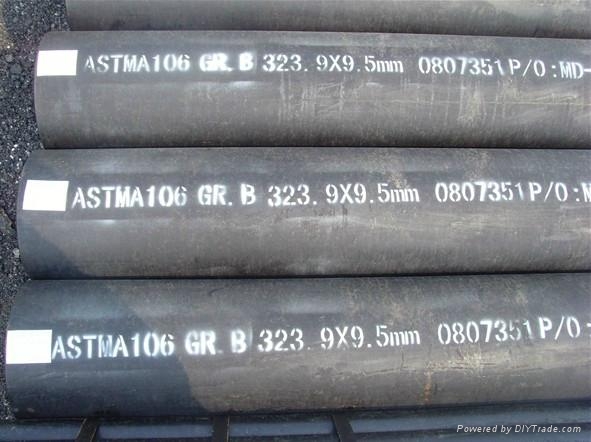








ASTM A106 Cấp B & API 5L PSL1 Cấp B
1) ASTM A106 Cấp B
ASTM A106 Cấp B là tiêu chuẩn kỹ thuật dành cho ống thép cacbon liền mạch, dùng cho các ứng dụng nhiệt độ cao trong các ngành công nghiệp như dầu khí, phát điện và xử lý hóa dầu.
Thành phần hóa học:
Cacbon (C): ≤ 0,30%
Mangan (Mn): 0,29–1,06%
Phốt pho (P): ≤ 0,035%
Lưu huỳnh (S): ≤ 0,035%
Silic (Si): ≥ 0,10%
Mục đích:
Được thiết kế cho các ứng dụng nhiệt độ cao và áp suất cao.
2) API 5L Cấp B PSL1
API 5L Cấp B PSL1 là loại ống thép cacbon có giới hạn chảy tối thiểu 245 MPa, được thiết kế cho thi công ống liền mạch hoặc hàn trong các hệ thống đường ống trên bờ và ngoài khơi.
Thành phần hóa học:
· Cacbon: tối đa 0,28% (không hàn), 0,26% (hàn)
· Mangan: tối đa 1,20%
· Phốt pho & Lưu huỳnh: tối đa 0,030% mỗi loại
· Đồng, Niken, Crom: mỗi loại ≤ 0,50%
· Molypden: ≤ 0,15%
· Vanadi + Niobi + Titan: kết hợp ≤ 0,15%
Công dụng:
Được sử dụng trong các đường kính lớn hơn vì tiết kiệm chi phí.
Sự khác biệt giữa API 5L và A106 GRB
Được đề cập trong tệp PDF