ASME, Dầu khí, Kỹ thuật cơ khí, Thiết kế đường ống, Bình áp suất, Mặt bích, Tiêu chuẩn, Đường ống quy trình, Hàn
(St.)
Chia sẻ
Bộ luật nồi hơi và bình chịu áp lực ASME (BPVC) xác định và sử dụng một số thuật ngữ quan trọng liên quan đến áp suất cần thiết cho việc thiết kế, xây dựng và vận hành bình chịu áp lực. Các thuật ngữ này chủ yếu được nêu trong ASME BPVC Phần VIII, Phần 1, điều chỉnh việc xây dựng bình chịu áp lực. Dưới đây là thuật ngữ áp suất chính được sử dụng trong ASME BPVC:
1. Áp suất thiết kế
Áp suất đo được sử dụng làm đường cơ sở cho thiết kế tàu.
Nó chiếm sự kết hợp nghiêm trọng nhất giữa áp suất và nhiệt độ dự kiến trong quá trình hoạt động, bao gồm cả đầu tĩnh từ vị trí vận hành.
Áp suất thiết kế được đặt cao hơn áp suất vận hành bình thường để cung cấp biên độ an toàn.
Đây là giá trị áp suất cơ bản được sử dụng trong tính toán độ dày của tường, độ bền vật liệu và cốt thép2.
2. Áp suất làm việc tối đa cho phép (MAWP)
Áp suất tối đa cho phép ở đỉnh tàu ở vị trí hoạt động bình thường của nó.
Được tính toán dựa trên độ dày thực tế (không bao gồm phụ cấp ăn mòn), tính chất vật liệu (ứng suất cho phép) và cân nhắc nhiệt độ.
MAWP thường bằng hoặc lớn hơn Áp suất thiết kế và đại diện cho giới hạn áp suất trong điều kiện hoạt động bình thường.
Nếu các tính toán chi tiết không được thực hiện, MAWP có thể mặc định là Áp suất thiết kế theo ASME BPVC Sec VIII Div.12.
3. Áp suất tối đa cho phép (MAP) hoặc MAPnc (điều kiện mới và lạnh)
Áp suất tối đa mà một bình có thể xử lý trong điều kiện mới và lạnh.
Không giống như MAWP, MAP không tính đến hiệu ứng nhiệt độ hoặc phụ cấp ăn mòn.
MAP thường bằng hoặc lớn hơn MAWP và đại diện cho giới hạn áp suất cao nhất cho tàu ở trạng thái ban đầu2.
4. Áp suất hoạt động
Áp suất thực tế mà tàu thường hoạt động trong điều kiện bình thường.
Áp suất vận hành thường thấp hơn nhiều so với Áp suất thiết kế để duy trì biên độ an toàn2.
ASME BPVC định nghĩa bình chịu áp lực là một thùng chứa được thiết kế để chứa khí hoặc chất lỏng ở áp suất khác biệt đáng kể so với áp suất môi trường xung quanh, thường trên 15 psig và có cân nhắc về thể tích (lớn hơn 1.5 feet khối)5.
Bộ quy tắc cung cấp các quy tắc cho các phương pháp thiết kế theo quy tắc (DBR) và thiết kế theo phân tích (DBA), trong đó các thuật ngữ áp suất là đầu vào cơ bản cho các tính toán và phân tích ứng suất4.
BPVC là một tiêu chuẩn toàn diện bao gồm các thông số kỹ thuật vật liệu, các yêu cầu chế tạo, kiểm tra và thử nghiệm để đảm bảo an toàn và độ tin cậy của bình chịu áp lực trên toàn thế giới13.
Các điều khoản áp suất này tạo cơ sở để đảm bảo rằng các bình chịu áp lực được thiết kế và vận hành an toàn trong giới hạn dự kiến, ngăn ngừa hỏng hóc và tai nạn.
| Thời hạn | Định nghĩa | Ghi chú |
|---|---|---|
| Áp lực thiết kế | Cơ sở áp suất đo cho thiết kế, bao gồm nhiệt độ và đầu tĩnh | Đường cơ sở cho tất cả các tính toán thiết kế |
| Áp suất làm việc tối đa cho phép (MAWP) | Áp suất tối đa cho phép ở đỉnh tàu ở vị trí bình thường, xem xét độ dày và vật liệu | ≥ Áp suất thiết kế, giới hạn hoạt động bình thường |
| Áp suất tối đa cho phép (MAP) / MAPnc | Áp suất tối đa trong điều kiện mới và lạnh, không có nhiệt độ hoặc phụ cấp ăn mòn | ≥ MAWP, giới hạn áp suất ban đầu cao nhất |
| Áp suất hoạt động | Áp suất thực tế trong quá trình hoạt động bình thường | Áp lực thiết kế bên dưới cho biên độ an toàn |
Thuật ngữ này rất quan trọng đối với các kỹ sư và thanh tra làm việc với bình chịu áp lực tuân thủ ASME BPVC để đảm bảo tuân thủ và an toàn25.
Tham khảo:
1 Mã nồi hơi và bình chịu áp lực ASME (BPVC) – ASME
2 Các điều khoản áp suất trong ASME BPVC Phần VIII Fiv. 1 – LinkedIn
3 Mã nồi hơi và bình chịu áp lực ASME – Wikipedia tiếng Việt
4 Mã nồi hơi và bình áp lực ASME – Prebecc
5 Yêu cầu và phân loại bình áp lực ASME – Red River
ISO 6520-1 là tiêu chuẩn quốc tế có tiêu đề “Hàn và các quy trình liên quan – Phân loại các khuyết điểm hình học trong vật liệu kim loại – Phần 1: Hàn nóng chảy”. Phiên bản hợp lệ hiện tại là ISO 6520-1:2007, thay thế phiên bản năm 1998 trước đó. Tiêu chuẩn này cung cấp một hệ thống phân loại và mô tả chính xác cho các khuyết điểm mối hàn đặc biệt liên quan đến quy trình hàn nhiệt hạch16.
Những điểm chính về ISO 6520-1:2007 bao gồm:
Nó đóng vai trò là cơ sở để phân loại và mô tả chính xác các khuyết điểm hình học trong mối hàn kim loại.
Các loại khuyết điểm được xác định rõ ràng, với các giải thích và minh họa để tránh nhầm lẫn.
Tiêu chuẩn này loại trừ các khuyết điểm luyện kim, chỉ tập trung vào các khuyết tật mối hàn hình học.
Nó phân loại các khuyết điểm thành sáu nhóm chính: vết nứt, độ xốp (khoảng trống), tạp chất rắn, thiếu hợp nhất và thiếu sự thâm nhập, các khuyết tật hình dạng và kích thước, và các khuyết tật khác2.
Tiêu chuẩn sử dụng hệ thống tham chiếu số để xác định và phân loại những khiếm khuyết này.
ISO 6520-1:2007 hài hòa với các tiêu chuẩn quốc gia như TCVN 6115-1:2015 của Việt Nam, hoàn toàn tương đương ngoại trừ những thay đổi về biên tập27.
Có một hệ thống liên quan để chỉ định các khuyết điểm theo ISO/TS 17845, với các bảng tương ứng được cung cấp giữa hai hệ thống12.
Tiêu chuẩn được duy trì bởi Ủy ban Kỹ thuật ISO / TC 44 / SC 7, liên quan đến hàn và các quy trình liên quan, và nó được xem xét năm năm một lần để đảm bảo tính phù hợp1.
Tóm lại, ISO 6520-1: 2007 là tiêu chuẩn quan trọng được sử dụng trên toàn thế giới để phân loại và mô tả rõ ràng các khuyết điểm hình học được tìm thấy trong mối hàn nhiệt hạch, hỗ trợ kiểm soát chất lượng và giao tiếp trong ngành hàn.
Tham khảo:
Hệ thống nhóm vật liệu ASME phân loại kim loại chủ yếu để đơn giản hóa trình độ quy trình hàn và đảm bảo khả năng tương thích dựa trên khả năng hàn, tính chất cơ học và thành phần.
Số P (Số kim loại mẹ): Ký hiệu chữ và số này nhóm các kim loại cơ bản (chẳng hạn như ống và tấm) có đặc tính hàn tương tự để giảm số lượng trình độ quy trình hàn cần thiết. Các kim loại có cùng số P có thành phần, khả năng hàn và tính chất cơ học có thể so sánh được, mặc dù không giống nhau về mọi mặt25.
Số nhóm: Một phân chia thêm trong danh mục số P tinh chỉnh nhóm dựa trên các đặc tính vật liệu cụ thể hơn5.
Số F (Số kim loại phụ): Phân loại này áp dụng cho kim loại phụ (điện cực, thanh) và được sử dụng cùng với số P để đảm bảo khả năng tương thích giữa kim loại cơ bản và kim loại phụ trong quá trình hàn245.
Số A: Một phân loại kim loại phụ khác liên quan đến các loại điện cực hoặc thanh cụ thể5.
Hệ thống nhóm được thiết kế để giảm thời gian và chi phí liên quan đến chứng chỉ quy trình hàn (PQR) bằng cách cho phép một chứng chỉ duy nhất bao gồm nhiều vật liệu trong cùng một nhóm. Hệ thống này được hệ thống hóa trong ASME Phần IX và được sử dụng rộng rãi trong các quy tắc xây dựng bình chịu áp lực và đường ống25.
Thép mangan carbon được gán P-Number 1 với một số nhóm dưới nó4.
Thép không gỉ Austenit có số P với các nhóm con như Nhóm 1 (Lớp 304, 316, 317, 347) và Nhóm 2 (Lớp 309, 310)8.
Các nhóm khác bao gồm các loại thép hợp kim, thép không gỉ martensitic và thép crom-molypden, mỗi nhóm có số P và số nhóm riêng biệt47.
| Phân loại | Được chỉ định cho | Mục đích | Bảng tham khảo trong ASME IX |
|---|---|---|---|
| Số P | Kim loại cơ bản | Nhóm theo khả năng hàn và thành phần | QW / QB-422 |
| Số nhóm | Kim loại cơ bản | Phân chia trong nhóm số P | QW / QB-422 |
| Số F | Kim loại phụ | Nhóm kim loại phụ để tương thích | QW-432 · |
| Số A | Kim loại phụ | Phân loại kim loại phụ bổ sung | QW-442 · |
Hệ thống này giúp hợp lý hóa trình độ hàn và đảm bảo mối hàn an toàn, đáng tin cậy trong thi công thiết bị áp lực245.
Tóm lại, nhóm vật liệu ASME sử dụng số P và số nhóm cho kim loại cơ bản và số F và số A cho kim loại phụ, phân loại vật liệu dựa trên khả năng hàn, thành phần và tính chất cơ học để tối ưu hóa quy trình hàn và duy trì các tiêu chuẩn an toàn.
Dưới đây là so sánh và giải thích rõ ràng về WPS, PQR và WPQ trong hàn:
WPS (Đặc điểm kỹ thuật quy trình hàn)
WPS là một tài liệu bằng văn bản quy định cách thực hiện hoạt động hàn. Nó bao gồm các chi tiết về vật liệu, thiết bị, kỹ thuật hàn và thông số để đảm bảo mối hàn nhất quán và chất lượng trong quá trình sản xuất. Nó đóng vai trò như một hướng dẫn cho thợ hàn và người giám sát tuân theo quy trình hàn tiêu chuẩn hóa2458.
PQR (Hồ sơ đủ điều kiện thủ tục)
PQR là bản ghi chi tiết về thử nghiệm hàn thực tế được thực hiện để đủ điều kiện cho quy trình hàn. Nó ghi lại các thông số hàn chính xác và kết quả thử nghiệm (chẳng hạn như thử nghiệm cơ học) được sử dụng trong quá trình hàn chất lượng. PQR chứng minh rằng quy trình hàn tạo ra các mối hàn đáp ứng các tiêu chuẩn yêu cầu. Nó chứa các giá trị thực tế không có phạm vi và được sử dụng làm cơ sở để phát triển WPS245.
WPQ (Chứng chỉ thợ hàn)
WPQ chứng nhận rằng thợ hàn đã chứng minh khả năng thực hiện hàn theo một quy trình cụ thể. Nó xác minh kỹ năng và khả năng của thợ hàn để tạo ra các mối hàn theo WPS. Chứng chỉ này là điều cần thiết để đảm bảo thợ hàn có thể đáp ứng các yêu cầu chất lượng một cách nhất quán345.
PQR được tạo ra trước tiên bằng cách thực hiện mối hàn thử nghiệm và ghi lại tất cả các thông số và kết quả thử nghiệm.
Dựa trên PQR, WPS được phát triển, chỉ định phạm vi chấp nhận được cho các biến hàn để hàn sản xuất.
Sau đó, các thợ hàn cá nhân đủ điều kiện thông qua bài kiểm tra WPQ để đảm bảo họ có thể tuân theo WPS một cách chính xác.
| Tài liệu | Mục đích | Nội dung | Vai trò |
|---|---|---|---|
| WPS (Đặc điểm kỹ thuật quy trình hàn) | Chỉ định cách thực hiện hàn | Thông số hàn, vật liệu, kỹ thuật, phạm vi | Tài liệu xưởng hướng dẫn thợ hàn |
| PQR (Hồ sơ đủ điều kiện thủ tục) | Ghi lại dữ liệu và kết quả mối hàn thử nghiệm thực tế | Các thông số hàn chính xác và kết quả thử nghiệm | Văn bản văn phòng chứng minh tính hợp lệ của thủ tục |
| WPQ (Chứng chỉ hiệu suất thợ hàn) | Chứng nhận năng lực của thợ hàn | Kết quả kiểm tra của thợ hàn sau WPS | Xác nhận kỹ năng và trình độ thợ hàn |
Các tài liệu này cùng nhau tạo thành một khung đảm bảo chất lượng toàn diện trong hàn, đảm bảo mối hàn đáp ứng tiêu chuẩn và thợ hàn có năng lực2345.
Dưới đây là so sánh chi tiết về ba tiêu chuẩn thiết kế bình chịu áp lực chính: GB 150.1–150.3 của Trung Quốc, ASME BPVC Section VIII Division 1 của Hoa Kỳ và GOST 34233.1 & 34233.2 của Nga.
GB 150.1–150.3 (Trung Quốc)
Bao gồm các yêu cầu chung về vật liệu, thiết kế, chế tạo, kiểm tra và nghiệm thu bình chịu áp lực kim loại có áp suất thiết kế lên đến 35 MPa đối với bình thép và nhiệt độ nằm trong khoảng từ -269 °C đến 900 °C. Nó bao gồm các quy định cụ thể cho các dạng cấu trúc, vật liệu khác nhau (thép, nhôm, titan, đồng, hợp kim niken, zirconium) và các loại bình như bình có mặt cắt ngang không tròn và xi lanh quấn ruy băng bằng thép phẳng. Nó không bao gồm các bình có áp suất thiết kế dưới 0,1 MPa hoặc chân không thấp hơn 0,02 MPa2021.
ASME BPVC Phần VIII Mục 1 (Hoa Kỳ)
Áp dụng cho việc thiết kế, chế tạo, kiểm tra, thử nghiệm và chứng nhận các bình chịu áp lực hoạt động ở áp suất bên trong hoặc bên ngoài vượt quá 15 psig (khoảng 0,1 MPa). Nó bao gồm các tàu nung và không nung với các phụ lục bắt buộc và không bắt buộc chi tiết về vật liệu, hàn, rèn, kiểm tra không phá hủy và nghiệm thu kiểm tra. Nó được sử dụng rộng rãi trên toàn cầu trong các ngành công nghiệp và quy mô doanh nghiệp1719.
GOST 34233.1 & 34233.2 (Nga)
GOST 34233.1-2017 quy định các tiêu chuẩn và phương pháp tính toán cường độ và các yêu cầu chung đối với tàu thuyền và thiết bị. Tiêu chuẩn GOST nhấn mạnh các phương pháp tính toán cường độ và các yêu cầu thiết kế chung cho bình chịu áp lực. Các tiêu chuẩn này được sử dụng cho các tàu chịu các điều kiện áp suất khác nhau, bao gồm cả áp suất bên trong và bên ngoài. Các tiêu chuẩn GOST tập trung vào tính toàn vẹn và an toàn của cấu trúc thông qua các phương pháp tính toán nghiêm ngặt16.
GB 150.1–150.3
Nhấn mạnh một cách tiếp cận toàn diện bao gồm xác định áp suất thiết kế dựa trên điều kiện vận hành, thiết bị giảm áp và các phương tiện giữ lạnh cho khí hóa lỏng. Nó bao gồm các yêu cầu thiết kế cụ thể đối với các thành phần như đầu, khe hở, mặt bích và mối hàn, đồng thời giải quyết việc ngăn ngừa gãy giòn ở nhiệt độ thấp. Tiêu chuẩn tích hợp đánh giá rủi ro và xác định chế độ hỏng hóc như một phần của quá trình thiết kế2021.
ASME BPVC Phần VIII Phần 1
tuân theo triết lý “Thiết kế theo quy tắc” với các yêu cầu và cấm bắt buộc đối với vật liệu, thiết kế, chế tạo, kiểm tra và thử nghiệm. Nó sử dụng lý thuyết ứng suất bình thường để phân tích lỗi. Nó cung cấp các quy tắc chi tiết cho các vật liệu và phương pháp chế tạo khác nhau và bao gồm các yêu cầu chứng nhận và đánh dấu. Phân khu 2 và 3 đưa ra các quy tắc thiết kế bình áp suất cao và thay thế, với Phân khu 2 sử dụng lý thuyết năng lượng biến dạng von Mises cho sự cố17.
GOST 34233.1 & 34233.2
Tập trung vào các định mức và phương pháp tính toán cường độ, nhấn mạnh an toàn kết cấu thông qua các quy tắc tính toán chi tiết. Các tiêu chuẩn cung cấp các yêu cầu chung chi phối các tính toán thiết kế và xem xét các tiêu chí hỏng hóc và điều kiện tải khác nhau. Cách tiếp cận này nghiêm ngặt và tính toán chuyên sâu, đảm bảo tính toàn vẹn của cấu trúc trong điều kiện áp suất và nhiệt độ cụ thể16.
GB 150.1–150.3
Bao gồm nhiều loại vật liệu bao gồm các loại thép và kim loại màu khác nhau, với nhiệt độ sử dụng cho phép từ -269 °C đến 900 °C. Nó chỉ định các đặc tính vật liệu, ứng suất cho phép và tính chất cơ học theo các tiêu chuẩn tham chiếu. Nó cũng bao gồm các điều khoản cho các ứng dụng ở nhiệt độ thấp và ngăn ngừa gãy giòn2021.
ASME BPVC Phần VIII Phần 1
Quy định các loại vật liệu có yêu cầu bắt buộc đối với việc sử dụng chúng trong xây dựng bình chịu áp lực, bao gồm hàn và rèn. Nó bao gồm một phạm vi nhiệt độ rộng phù hợp với hầu hết các ứng dụng công nghiệp và bao gồm các tiêu chí thiết kế bổ sung cho vật liệu và chế tạo1719.
GOST 34233.1 & 34233.2
Chỉ định vật liệu và ứng suất cho phép của chúng dựa trên tiêu chuẩn vật liệu của Nga, tập trung vào việc đảm bảo độ bền và an toàn ở nhiệt độ và áp suất thiết kế. Các tiêu chuẩn bao gồm các cân nhắc về các đặc tính vật liệu liên quan đến môi trường hoạt động của tàu16.
GB 150.1–150.3
Bao gồm các yêu cầu chi tiết về chế tạo, kiểm tra và thử nghiệm nghiệm thu. Nó tham khảo các tiêu chuẩn liên quan cho bộ trao đổi nhiệt, bể chứa hình cầu và bình kim loại cụ thể. Phương pháp kiểm tra và thử nghiệm phù hợp với việc đảm bảo chất lượng và an toàn trong quá trình sản xuất và vận hành2021.
ASME BPVC Phần VIII Phần 1
Chứa các quy tắc toàn diện để chế tạo bao gồm hàn, rèn, hàn và kiểm tra không phá hủy. Nó bắt buộc các quy trình kiểm tra và thử nghiệm để đảm bảo tuân thủ và an toàn, bao gồm kiểm tra áp suất và nhãn hiệu chứng nhận (U, UM, UV)1719.
GOST 34233.1 & 34233.2
Nhấn mạnh việc kiểm tra và thử nghiệm như một phần của quy trình xác minh độ bền. Các tiêu chuẩn yêu cầu kiểm tra và thử nghiệm kỹ lưỡng để xác nhận chất lượng thiết kế và chế tạo tàu, tập trung vào độ an toàn và tuân thủ các tiêu chuẩn tính toán16.
| Khía cạnh | GB 150.1–150.3 (Trung Quốc) | ASME BPVC Phần VIII Phân khu 1 (Hoa Kỳ) | GOST 34233.1 & 34233.2 (Nga) |
|---|---|---|---|
| Phạm vi | Bình áp lực kim loại lên đến 35 MPa, nhiệt độ rộng phạm vi (-269 °C đến 900 °C) | Tàu > 15 psig, nung / chưa nung, sử dụng rộng rãi trong công nghiệp | Tính toán cường độ và yêu cầu thiết kế chung |
| Triết lý thiết kế | Đánh giá rủi ro, phân tích chế độ lỗi, tiêu chí thiết kế toàn diện | Thiết kế theo quy tắc, lý thuyết ứng suất bình thường, yêu cầu bắt buộc | Tính toán chuyên sâu, tập trung vào sức mạnh và an toàn |
| Vật liệu | Thép và các kim loại khác nhau, ứng suất và tính chất cho phép chi tiết | Các loại vật liệu cụ thể, quy tắc hàn và rèn | Tính chất vật liệu theo tiêu chuẩn Nga |
| Chế tạo & Thử nghiệm | Chế tạo, kiểm tra, nghiệm thu chi tiết | Chế tạo toàn diện và NDE, dấu chứng nhận | Kiểm tra / thử nghiệm để xác minh độ bền và sự tuân thủ |
| Lý thuyết hư hỏng | Bao gồm phòng ngừa gãy giòn và đánh giá rủi ro | Lý thuyết ứng suất bình thường (Phân 1), lý thuyết thay thế trong Phân 2 | Tính toán sức bền dựa trên định mức và phương pháp |
Sự so sánh này nhấn mạnh rằng mặc dù cả ba tiêu chuẩn đều nhằm đảm bảo an toàn và độ tin cậy của bình chịu áp lực, nhưng chúng khác nhau về triết lý thiết kế, phạm vi và yêu cầu kỹ thuật chi tiết, phản ánh các thông lệ công nghiệp quốc gia và môi trường pháp lý của họ. ASME được công nhận trên toàn cầu với trọng tâm mạnh mẽ vào các quy tắc và chứng nhận theo quy định, GB 150 tích hợp sự đa dạng về vật liệu và cấu trúc rộng rãi với thiết kế dựa trên rủi ro và GOST nhấn mạnh các tính toán cường độ nghiêm ngặt và an toàn kết cấu.
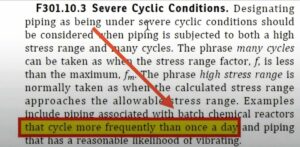
⁉️ Hiểu về các điều kiện chu kỳ nghiêm trọng trong thiết kế đường ống – Một cách tiếp cận quan trọng theo ASME B31.3 ⁉️
Trong thiết kế hệ thống đường ống, mỏi không chỉ là một lý thuyết: nó là một yếu tố quan trọng khi các hệ thống phải thường xuyên khởi động/tắt máy hoặc thay đổi áp suất và nhiệt độ.
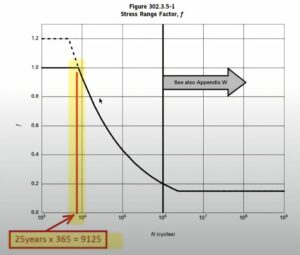
Hình 302.3.5-1 của mã ASME B31.3 cho thấy hệ số phạm vi ứng suất (f) thay đổi như thế nào theo số chu kỳ (N).
Một hệ thống được thiết kế để hoạt động trong 25 năm với chu kỳ hàng ngày (25 × 365 = 9.125 chu kỳ) gần với ngưỡng mà f < 1,0, ngụ ý giảm phạm vi ứng suất cho phép do mỏi.
Nhưng những hàm ý không dừng lại ở đó:
Theo F301.10.3, một hệ thống được phân loại theo Điều kiện chu kỳ nghiêm trọng nếu nó trải qua:
Phạm vi ứng suất cao và
Chu kỳ thường xuyên—được định nghĩa là nhiều hơn một chu kỳ mỗi ngày.
Phân loại này không chỉ mang tính học thuật. Nó yêu cầu các biên độ thiết kế chặt chẽ hơn và yêu cầu đánh giá mỏi chi tiết hơn, đặc biệt là trong các hệ thống như:
• Lò phản ứng hóa học trong hoạt động theo mẻ,
• Đường ống có biến thiên nhiệt hoặc áp suất tần số cao,
• Kết nối với máy rung hoặc máy qua lại.
Các câu hỏi chính dành cho nhà thiết kế và thanh tra:
Hệ thống có hoạt động với nhiều hơn một chu kỳ mỗi ngày không?
Phạm vi ứng suất được tính toán có gần với giới hạn cho phép không?
Hệ số f đã được áp dụng đúng trong các đánh giá nhạy cảm với độ mỏi chưa?
Điểm chính:
‼️‼️ Một hệ thống hoạt động hàng ngày trong 25 năm (hơn 9.125 chu kỳ) không nên tự động được coi là an toàn khi f = 1.0.
Đánh giá độ mỏi đúng cách là điều cần thiết và Phụ lục W của bộ quy tắc cung cấp thêm hỗ trợ cho việc đánh giá dịch vụ theo chu kỳ.
#ASME #B313 #DiseñoDeTuberías #Fatiga #CondicionesCíclicasSeveras #IngenieríaMecánica #IngenieríaDeConfiabilidad #IngenieríaDeInspección #AnálisisDeEsfuerzos #TuberíasDePresión
ASME, B31.3, Thiết kế đường ống, Mỏi, Điều kiện chu kỳ khắc nghiệt, Kỹ thuật cơ khí, Kỹ thuật độ tin cậy, Kỹ thuật kiểm tra, Phân tích ứng suất, Ống áp suất
Bốn loại thông số thường gặp trong thiết kế bình chịu áp lực và thiết bị là:
Áp suất thiết kế Áp suất thiết kế là giá trị áp suất được sử dụng trong thiết kế của bình hoặc bộ phận, kết hợp với nhiệt độ thiết kế, để xác định độ dày yêu cầu tối thiểu và các chi tiết thiết kế khác. Nó được chọn để cung cấp lợi nhuận cao hơn áp lực hoạt động dự kiến tối đa để tính đến sự gia tăng hoặc các điều kiện bất ngờ. Áp suất thiết kế thường bằng hoặc nhỏ hơn Áp suất làm việc tối đa cho phép (MAWP) và thường được chỉ định bởi người mua. Nó đóng vai trò là một thông số quan trọng để đảm bảo tính toàn vẹn của cấu trúc trong điều kiện áp suất bên trong156.
Áp suất bên ngoài Áp suất bên ngoài đề cập đến áp suất tác dụng lên bên ngoài bồn, có thể nhỏ hơn áp suất khí quyển (điều kiện chân không) hoặc do chất lỏng xung quanh hoặc hơi nước ngưng tụ. Cơ chế hỏng hóc dưới áp suất bên ngoài khác với áp suất bên trong; nó thường dẫn đến vênh vênh hoặc sụp đổ vỏ tàu đột ngột hơn là vật liệu nhường nhịp. Thiết kế cho áp suất bên ngoài liên quan đến việc xem xét các yếu tố như hình dạng tàu, chiều dài giữa các giá đỡ và các vòng cứng, làm cho nó trở thành một quá trình lặp đi lặp lại để đạt được một thiết kế ổn định2.
Nhiệt độ thiết kế Nhiệt độ thiết kế là nhiệt độ được sử dụng cùng với áp suất thiết kế để lựa chọn vật liệu và thiết bị thiết kế. Nó bao gồm nhiệt độ hoạt động dự kiến tối đa (và đôi khi là tối thiểu) cộng với biên độ để đáp ứng các điều kiện hoạt động thay thế như khởi động hoặc tắt máy. Thông số này đảm bảo rằng vật liệu duy trì tính chất cơ học và biên độ an toàn của chúng trong điều kiện nhiệt dự kiến. Đối với các hệ thống liên quan đến bộ trao đổi nhiệt, việc lựa chọn nhiệt độ thiết kế tuân theo các tiêu chí cụ thể để tránh các thiết kế quá thận trọng ở hạ lưu3.
Nhiệt độ kim loại thiết kế tối thiểu (MDMT)
MDMT là nhiệt độ thấp nhất mà vật liệu bình có thể chịu được ứng suất thiết kế một cách an toàn mà không bị gãy hoặc nứt giòn. Nó được xác định thông qua các thử nghiệm độ dẻo dai của vật liệu (ví dụ: thử nghiệm va đập Charpy) và bao gồm biên độ an toàn theo các tiêu chuẩn như ASME BPVC Phần VIII. MDMT rất quan trọng để ngăn ngừa hỏng hóc giòn ở nhiệt độ thấp và đảm bảo hoạt động an toàn trong môi trường lạnh hoặc khi nhiệt độ thay đổi nhanh4.
Các thông số này xác định chung giới hạn hoạt động và biên độ an toàn của bình chịu áp lực, hướng dẫn lựa chọn vật liệu, tính toán độ dày và thiết kế kết cấu để ngăn ngừa hỏng hóc trong các điều kiện áp suất và nhiệt độ khác nhau.
Tóm lại:
| Thông số | Định nghĩa | Vai trò trong thiết kế |
|---|---|---|
| Áp suất thiết kế | Áp suất được sử dụng để thiết kế, trên áp suất vận hành tối đa, để xác định độ dày và độ an toàn | Đảm bảo bình chịu được tải áp suất bên trong với biên |
| Áp suất bên ngoài | Áp suất tác dụng bên ngoài, có thể do chân không hoặc ngưng tụ | Ngăn chặn sự vênh / sụp đổ từ các lực bên ngoài; yêu cầu các cân nhắc thiết kế đặc biệt |
| Nhiệt độ thiết kế | Nhiệt độ tối đa (và tối thiểu) bao gồm ký quỹ và các điều kiện thay thế | Đảm bảo vật liệu hoạt động an toàn trong điều kiện nhiệt dự kiến |
| Nhiệt độ kim loại thiết kế tối thiểu (MDMT) | Vật liệu nhiệt độ thấp nhất có thể xử lý an toàn mà không bị hỏng giòn | Ngăn ngừa gãy giòn ở nhiệt độ thấp; quan trọng đối với điều kiện dịch vụ lạnh |
Các thông số này là cơ bản trong các quy tắc và tiêu chuẩn bình chịu áp lực và phải được đánh giá cẩn thận trong quá trình thiết kế và vận hành123456.
ASME (Hiệp hội Kỹ sư Cơ khí Hoa Kỳ) là một tổ chức phi lợi nhuận nổi tiếng phát triển các quy tắc và tiêu chuẩn để đảm bảo an toàn, độ tin cậy và hiệu quả của các hệ thống cơ khí trong các ngành công nghiệp khác nhau trên toàn thế giới356.
Tiêu chuẩn ASME là các phương pháp và hướng dẫn đã được thiết lập mà các kỹ sư tuân theo để thiết kế, xây dựng và vận hành các hệ thống cơ khí một cách an toàn và hiệu quả.
Mã ASME là tiêu chí pháp lý cụ thể hơn nêu chi tiết các yêu cầu kỹ thuật cho các ứng dụng cụ thể, chẳng hạn như nồi hơi và bình chịu áp lực. Các quy tắc này đảm bảo tuân thủ các quy định về an toàn và hiệu suất36.
ASME đã phát triển khoảng 600 quy tắc và tiêu chuẩn bao gồm các lĩnh vực kỹ thuật đa dạng, bao gồm:
Nồi hơi và bình chịu áp lực (ASME Boiler and Pressure Vessel Code – BPVC)
Hệ thống đường ống điện (sê-ri ASME B31)
Thang máy và thang cuốn (dòng A17)
Cần cẩu và thiết bị gian lận (dòng B30)
Van, mặt bích, phụ kiện và miếng đệm (sê-ri B16)
Các thành phần và quy trình hạt nhân
BPVC là tiêu chuẩn lớn nhất và quan trọng nhất của ASME, điều chỉnh thiết kế, chế tạo, lắp đặt, kiểm tra và bảo trì nồi hơi, bình chịu áp lực và các bộ phận hạt nhân. Nó bao gồm các yêu cầu chi tiết về vật liệu, hàn, kiểm tra không phá hủy và kiểm tra trong dịch vụ57.
Phần I: Quy tắc xây dựng nồi hơi điện
Phần II: Vật liệu (vật liệu sắt, phi màu, vật liệu hàn, tính chất)
Phần III: Quy tắc cho các thành phần của cơ sở hạt nhân (với nhiều bộ phận và tiểu mục)
Phần IV: Quy tắc xây dựng nồi hơi sưởi ấm
Phần V: Kiểm tra không phá hủy
Phần VI: Chăm sóc và vận hành nồi hơi sưởi ấm
Phần VII: Chăm sóc nồi hơi điện
Mục VIII: Quy tắc xây dựng bình chịu áp lực (các bộ phận cho các loại bình chịu áp lực khác nhau)
Phần IX: Tiêu chuẩn trình độ về hàn và hàn
Phần X: Bình chịu áp lực bằng nhựa gia cố sợi
Phần XI: Kiểm tra tại chỗ các thành phần của nhà máy điện hạt nhân
Phần XII: Xây dựng và bảo dưỡng bồn vận tải
Phần XIII: Bảo vệ quá áp
BPVC cũng bao gồm phụ lục, giải thích và các trường hợp mã để giải quyết các tài liệu, phương pháp mới hoặc làm rõ các quy tắc hiện có7.
Các quy tắc và tiêu chuẩn ASME được phát triển thông qua quy trình dựa trên sự đồng thuận của các chuyên gia kỹ thuật và được công nhận trên toàn cầu. Mặc dù là tự nguyện, nhưng nhiều điều được các cơ quan có thẩm quyền thông qua vào luật hoặc quy định. Các sản phẩm mang tem ASME đã được kiểm tra kỹ lưỡng và đáp ứng các tiêu chuẩn chất lượng và an toàn cao, đảm bảo cho khách hàng, cơ quan quản lý và các ngành công nghiệp3567.
🔩 Mã ASME bạn nên biết:
Cho dù bạn đang thiết kế hệ thống đường ống hay đang xem xét thông số kỹ thuật của bình chịu áp suất, các tiêu chuẩn ASME là nền tảng cho việc sử dụng mặt bích an toàn và đáng tin cậy. Sau đây là phân tích về các mã liên quan nhất và vai trò của chúng:
🔧 1. Dòng ASME B16 – Tiêu chuẩn mặt bích
Xác định kích thước, định mức áp suất và vật liệu:
• B16.5 – Mặt bích ống (½”–24”)
• B16.47 – Mặt bích đường kính lớn (26”–60”)
• B16.36 – Mặt bích lỗ để đo lưu lượng
• B16.48 – Phôi đường ống (tháp, rèm che)
• B16.1 – Mặt bích gang (áp suất thấp)
📐 2. Dòng ASME B31 – Mã thiết kế đường ống
Bao gồm thiết kế cơ khí và tính toàn vẹn ứng suất của mặt bích:
• B31.3 – Đường ống xử lý (chìa khóa cho dầu khí)
• B31.4 – Đường ống chất lỏng/khí/bùn
• B31.8 – Truyền tải và phân phối khí
• B31.1 – Đường ống dẫn điện (hệ thống hơi nước, nhiệt)
🛢 3. ASME Mục VIII – Bình chịu áp suất
• Phân khu 1 – Thiết kế theo quy tắc (áp suất thấp/trung bình)
• Phân khu 2 – Thiết kế theo phân tích (ứng dụng quan trọng)
• Phân khu 3 – Bình chịu áp suất cao
🧱 4. ASME Mục II – Vật liệu
• Phần A/B – Vật liệu sắt và không sắt
• Phần C – Vật tư hàn
• Phần D – Tính chất thiết kế cơ học
🧑🏭 5. ASME Mục IX – Tiêu chuẩn hàn
• WPS, PQR – Tiêu chuẩn quy trình hàn mặt bích
• WPQ – Tiêu chuẩn hiệu suất thợ hàn
✅ Việc hiểu các quy tắc này rất quan trọng để đảm bảo hiệu suất, độ an toàn và sự tuân thủ của mặt bích trong các hệ thống dầu khí.
#ASME #OilAndGas #MechanicalEngineering #PipingDesign #PressureVessels #Flanges #Standards #ProcessPiping #Welding