Đánh giá khả năng chấp nhận của gợn sóng thành ống theo ASME B31.4
Khả năng chấp nhận của nếp gấp đường ống theo ASME B31.4 phụ thuộc vào việc tuân thủ các yêu cầu mã cụ thể liên quan đến tính toàn vẹn và an toàn của cấu trúc. Mặc dù ASME B31.4 không đề cập rõ ràng đến “gợn sóng”, nhưng nó cung cấp các hướng dẫn để đánh giá các biến dạng đường ống, bao gồm các nếp nhăn hoặc khuyết điểm có thể phát sinh trong quá trình xây dựng hoặc vận hành.
Những cân nhắc chính từ ASME B31.4 và các nguồn liên quan:
-
Phân tích ứng suất và tuân thủ quy tắc (Mục 419):
ASME B31.4 yêu cầu các thành phần đường ống, bao gồm các khúc cua và nếp nhăn được hình thành tại trường, trải qua phân tích ứng suất để đảm bảo chúng đáp ứng các tiêu chuẩn an toàn. Ví dụ, các nếp nhăn phải được đánh giá bằng cách sử dụng các phân tích kỹ thuật tính đến ứng suất vận hành, chênh lệch nhiệt độ (ví dụ: giữa nhiệt độ liên kết và nhiệt độ hoạt động) và các đặc tính vật liệu5. -
Các yếu tố thiết kế và chế tạo:
-
Tiêu chí chấp nhận gợn sóng:
Các gợn sóng hoặc nếp nhăn không được ảnh hưởng đến khả năng chịu được áp lực thiết kế hoặc tải trọng môi trường của đường ống. Các phương pháp phân tích (ví dụ: phân tích phần tử hữu hạn) thường được sử dụng để xác minh rằng các mức ứng suất vẫn nằm trong giới hạn cho phép được quy định bởi mã5.
Ý nghĩa thực tế:
-
Chênh lệch nhiệt độ: Các phân tích phải xem xét sự khác biệt giữa nhiệt độ buộc (ví dụ: 50 ° F đối với xây dựng mùa hè) và điều kiện vận hành để ngăn chặn ứng suất nhiệt quá mức5.
-
Tiêu chuẩn vật liệu và chế tạo: Ống phải tuân thủ dung sai độ dày thành danh nghĩa và thông số kỹ thuật vật liệu (ví dụ: API 5L Lớp X52)23.
Tóm lại, các gợn sóng được chấp nhận theo ASME B31.4 nếu chúng được chứng minh về mặt phân tích là tuân thủ các giới hạn ứng suất và thực hành xây dựng được nêu trong bộ luật, đặc biệt là Mục 419. Đánh giá kỹ thuật chi tiết, bao gồm phân tích nhiệt độ và ứng suất, là điều cần thiết để tuân thủ52.
Chia sẻ

‼️Làm thế nào để đánh giá mức độ chấp nhận được của các đường gợn sóng trong ống theo ASME B31.4?
Trong quá trình uốn hoặc tạo hình tại chỗ, đường ống có thể xuất hiện những gợn sóng nhỏ hoặc nếp nhăn. Tuy nhiên, không phải tất cả các biến dạng này đều cần sửa chữa.
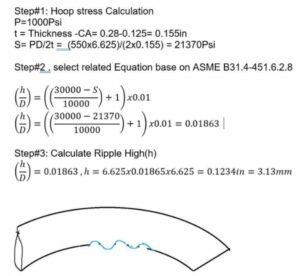
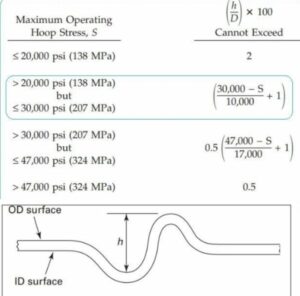
Theo mục 451.6.2.8 của tiêu chuẩn ASME B31.4, nếu:
– Không có vết nứt trên bề mặt (được xác minh bằng thử nghiệm MT hoặc PT) và
– Chiều cao gợn sóng (từ đỉnh đến đáy), h, nằm trong giới hạn cho phép dựa trên ứng suất vòng,
Vì vậy, không cần phải sửa chữa.
Chúng tôi áp dụng tiêu chí này vào một trường hợp thực tế: ống NPS 6″ hoạt động ở mức 1000 psi. Bạn có thể xem toàn bộ phép tính từng bước và kết quả cuối cùng trong hình ảnh đính kèm.
Cách tiếp cận này đảm bảo tính toàn vẹn của đường ống mà không cần sửa chữa không cần thiết, do đó tối ưu hóa chi phí và thời gian vận hành.
#ASME #IngenieríaDeTuberías-KỹThuậtĐườngỐng #Inspección-Kiểm Tra #IntegridadDeActivos-TínhToànVẹnTàiSản #PetróleoYGás-DầuKhí #B314 #IngenieríaMecánica-KỹThuậtCơKhí #EvaluaciónDeDefectos-ĐánhGiáKhuyếttật #NDT