Các quy trình hàn phổ biến nối kim loại bằng nhiệt, áp suất hoặc cả hai, thường bằng vật liệu độn. Những loại được sử dụng rộng rãi nhất bao gồm MIG, TIG và hàn que vì tính linh hoạt của chúng trong các ngành công nghiệp.
Hàn MIG (GMAW)
Hàn hồ quang kim loại khí sử dụng điện cực dây được cấp liên tục và khí bảo vệ như argon. Đây là quy trình phổ biến nhất đối với thép, nhôm và thép không gỉ do tốc độ của nó trên các kim loại mỏng hơn đến trung bình.
Hàn TIG (GTAW)
Hàn hồ quang vonfram khí sử dụng điện cực vonfram không tiêu hao và khí trơ để hàn chính xác, chất lượng cao. Lý tưởng cho các vật liệu mỏng như nhôm, hợp kim đồng và thép không gỉ, nó tạo ra kết quả sạch sẽ với ít bắn tung tóe.
Hàn que (SMAW)
Hàn hồ quang kim loại được che chắn dựa vào một điện cực tiêu hao được phủ trong chất trợ dung, đập vào phôi để tạo hồ quang. Linh hoạt cho điều kiện ngoài trời hoặc bẩn, nó phù hợp với thép cacbon dày hơn và sửa chữa.
Hàn hồ quang lõi thông lượng (FCAW)
Tương tự như MIG nhưng sử dụng dây hình ống có thông lượng, cho phép tự che chắn mà không cần khí bên ngoài. Hiệu quả cho chế tạo nặng và môi trường gió trên kết cấu thép.
| WPS | Vật liệu tốt nhất | Lợi thế chính | Sử dụng phổ biến |
|---|---|---|---|
| MIG (GMAW) | Thép, nhôm | Nhanh chóng, thân thiện với người mới bắt đầu | Thân xe, chế tạo |
| TIG (GTAW) | Hợp kim kỳ lạ | Độ chính xác, thẩm mỹ | Hàng không vũ trụ, nghệ thuật |
| Gậy (SMAW) | Thép cacbon | Di động, chắc chắn | Xây dựng, đường ống |
| FCAW | Thép dày | Lắng đọng cao | Đóng tàu, sửa chữa |

Chia sẻ






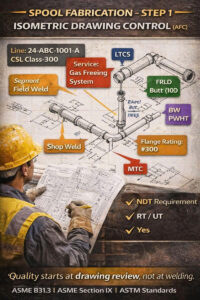
🔥 Các quy trình hàn thông dụng được sử dụng trong xây dựng đường ống lọc dầu
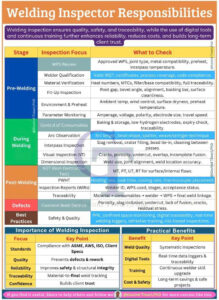
Theo ASME Mục IX (tiêu chuẩn) và ASME B31.3 (xây dựng), quy trình hàn xác định:
✔ tính toàn vẹn kết cấu ✔ khả năng chịu áp suất ✔ độ ổn định luyện kim ✔ độ tin cậy sử dụng lâu dài
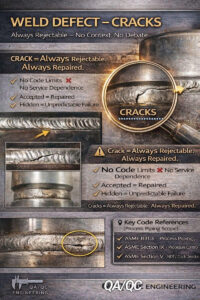
📘 Tham chiếu tiêu chuẩn: ASME Mục IX – QW-401, QW-402, QW-404 ASME B31.3
1️⃣ GTAW (TIG) — Mối hàn gốc / Mối hàn nóng
🔧 Định nghĩa kỹ thuật
Hàn hồ quang vonfram khí (GTAW) sử dụng điện cực vonfram không tiêu hao với khí bảo vệ trơ để tạo ra kim loại hàn chất lượng cao, hàm lượng hydro thấp.
📌 Vai trò trong đường ống nhà máy lọc dầu
• Mối hàn gốc (bắt buộc trong các dịch vụ quan trọng)
• Mối hàn nóng (trong một số quy trình)
• Đảm bảo độ xuyên thấu hoàn toàn và bề mặt bên trong sạch sẽ
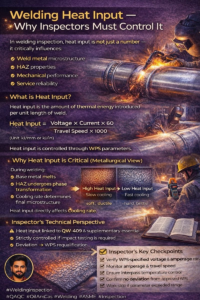
⚙️ Tại sao GTAW được lựa chọn
• Kiểm soát tối đa lượng nhiệt đầu vào
• Lượng hydro đưa vào thấp nhất
• Hình dạng mối hàn gốc vượt trội
• Độ sạch luyện kim tuyệt vời
🧪 Ứng dụng điển hình
• Thép cacbon (CS, LTCS)
• Thép hợp kim
• Thép không gỉ (SS)
• Dịch vụ có hydro, H₂S, chu kỳ và áp suất cao
2️⃣ SMAW (Hàn que) — Mối hàn nóng, Mối hàn đầy & Mối hàn phủ
🔧 Định nghĩa kỹ thuật
Hàn hồ quang kim loại được che chắn (SMAW) sử dụng các điện cực được phủ thuốc hàn, trong đó sự che chắn và bảo vệ xỉ được tạo ra bởi lớp phủ điện cực.
📌 Vai trò trong đường ống nhà máy lọc dầu
• Hàn lớp nóng sau lớp hàn gốc GTAW
• Hàn lớp lấp đầy
• Hàn lớp phủ
⚙️ Tại sao nên chọn SMAW
• Độ xuyên thấu mạnh
• Độ bền mối hàn cao
• Phù hợp với điều kiện công trường
• Được chấp nhận rộng rãi trên nhiều loại vật liệu
🔥 Trọng tâm kiểm soát quan trọng
• Điện cực ít hydro (E7018 / E8018 / E9018)
• Nhiệt độ nung và giữ điện cực
• Loại bỏ xỉ giữa các lớp hàn
• Cực tính và cường độ dòng điện chính xác
3️⃣ GTAW + SMAW (Sự kết hợp phổ biến nhất trong thực tế)
🔧 Logic quy trình
• GTAW → Hàn lớp gốc (và đôi khi là lớp nóng)
• SMAW → Hàn lớp lấp đầy và lớp phủ
📌 Tại sao sử dụng sự kết hợp này
• GTAW đảm bảo lớp hàn gốc không có khuyết tật
• SMAW mang lại độ bền và năng suất cao
• Tốt nhất Cân bằng giữa chất lượng và tốc độ
⚠️ Các yếu tố kiểm soát chuyển tiếp quan trọng
• Làm sạch mối hàn gốc trước khi hàn nóng
• Thời gian hàn nóng (để tránh nứt do hydro)
• Kiểm soát nhiệt độ giữa các lần hàn
📘 Thực tế tại nhà máy lọc dầu: Hầu hết các lỗi hàn RT đều bắt nguồn từ quá trình chuyển tiếp GTAW–SMAW, chứ không phải ở lớp phủ cuối cùng.
4️⃣ Hàn FCAW / SAW — Hàn chế tạo tại xưởng
🔧 FCAW (Hàn hồ quang lõi thuốc)
• Được sử dụng trong các cuộn dây, giá đỡ, đường ống kết cấu
• Tốc độ lắng đọng cao
• Yêu cầu kiểm soát xỉ và khí nghiêm ngặt
🔧 SAW (Hàn hồ quang chìm)
• Được sử dụng cho các ống và đầu nối thành dày
• Mối hàn xuyên sâu và đồng đều
• Chỉ được thực hiện trong môi trường xưởng được kiểm soát
🔧 Quy trình đúng → Quy trình đúng → Mối hàn không lỗi 📐 Chất lượng trong đường ống nhà máy lọc dầu được thiết kế ở giai đoạn WPS, không phải sửa chữa ở giai đoạn NDT.
📌 Những gì sắp tới
➡️ GTAW — Kiểm soát lớp hàn gốc
#WeldingEngineering #QAQC #RefineryProjects #PipelineWelding
#ASME #GTAW
Kỹ thuật hàn, Kiểm soát chất lượng, Dự án nhà máy lọc dầu, Hàn đường ống, ASME, GTAW