QA/QC Cơ khí – Vai trò, Trách nhiệm & Kỹ năng
Vai trò của một chuyên gia Cơ khí QA / QC liên quan đến việc đảm bảo rằng các hệ thống cơ khí, thiết bị và vật liệu đáp ứng các tiêu chuẩn chất lượng và thông số kỹ thuật của dự án thông qua kiểm tra, thử nghiệm và lập tài liệu. Họ chịu trách nhiệm giám sát việc tuân thủ các quy tắc và tiêu chuẩn, tiến hành kiểm tra việc lắp đặt, vật liệu và thiết bị, duy trì hồ sơ chất lượng chi tiết và cộng tác với các nhóm dự án để giải quyết các vấn đề về chất lượng.
Vai trò và trách nhiệm chính
-
Tiến hành kiểm tra và kiểm tra chức năng để xác minh việc lắp đặt, căn chỉnh và vận hành đúng cách của các thiết bị cơ khí như HVAC, đường ống, van, máy bơm và máy quay.
-
Đảm bảo tuân thủ các thông số kỹ thuật, quy tắc, quy định và kế hoạch chất lượng của dự án thông qua kiểm toán, đánh giá và thăm địa điểm.
-
Duy trì tài liệu chất lượng bao gồm báo cáo kiểm tra, báo cáo thử nghiệm, báo cáo không phù hợp (NCR) và hồ sơ hành động khắc phục.
-
Cộng tác với các kỹ sư, nhà thầu và nhà thầu phụ để thực thi các quy trình chất lượng và giải quyết các vấn đề liên quan đến chất lượng.
-
Tham gia đánh giá rủi ro, sáng kiến cải tiến liên tục và kiểm tra hệ thống cơ khí cuối cùng trước khi bàn giao dự án.
-
Cung cấp hướng dẫn và đào tạo về tiêu chuẩn chất lượng, thực thi tuân thủ chất lượng và an toàn tại các công trường xây dựng và sản xuất.
Kỹ năng cần thiết
-
Kiến thức cơ khí và kỹ thuật liên quan đến các hệ thống được kiểm tra.
-
Thành thạo các công cụ đo lường chính xác như panme và thước cặp.
-
Năng lực đọc bản thiết kế, phân tích hệ thống cơ khí và quy trình đảm bảo chất lượng.
-
Kỹ năng giao tiếp tốt để báo cáo và phối hợp với các nhóm đa ngành.
-
Tư duy phân tích và giải quyết vấn đề để xác định, báo cáo và giải quyết các vấn đề về chất lượng.
-
Kỹ năng quản lý thời gian và tổ chức để quản lý kiểm tra và tài liệu hiệu quả.
Vai trò này rất quan trọng trong việc đảm bảo các công trình cơ khí đáp ứng các yêu cầu về an toàn, chất lượng và chức năng, hỗ trợ thực hiện dự án thành công và tuân thủ các tiêu chuẩn ngành.
Amit Kumar
🔥 QA/QC Cơ khí – Vai trò, Trách nhiệm & Kỹ năng.🧑🏭⚙️👨🏭
QA/QC Cơ khí là xương sống của chất lượng trong chế tạo, hàn, đường ống, bình áp lực, bồn chứa và xây dựng công nghiệp.
Kỹ sư QA/QC đảm bảo mọi vật liệu, mối hàn, lắp đặt, thử nghiệm và sản phẩm cuối cùng đều đáp ứng các yêu cầu của quy chuẩn, tiêu chuẩn và khách hàng.
Dưới đây là bản phân tích rõ ràng và chuyên nghiệp
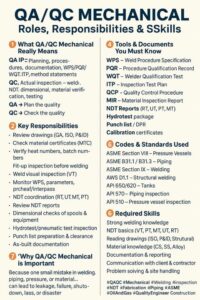
1️⃣ QA/QC Cơ khí thực sự nghĩa là gì.
QA (Đảm bảo Chất lượng):
Lập kế hoạch, quy trình, tài liệu, WPS/PQR/WQT, ITP, các tuyên bố phương pháp.
QC (Kiểm soát chất lượng):
Kiểm tra thực tế — hàn, NDT, kích thước, kiểm tra vật liệu, thử nghiệm.
QA → Lập kế hoạch chất lượng
QC → Kiểm tra chất lượng
2️⃣ Trách nhiệm chính.👨🏭⚙️👨🏭
• Xem xét bản vẽ (GA, ISO, P&ID)
• Kiểm tra chứng chỉ vật liệu (MTC)
• Xác minh số hiệu nhiệt, số lô
• Kiểm tra lắp ráp trước khi hàn
• Kiểm tra trực quan mối hàn (VT)
• Giám sát WPS, thông số, gia nhiệt trước/xuyên mối
• Phối hợp NDT (RT, UT, MT, PT)
• Xem xét báo cáo NDT
• Kiểm tra kích thước ống cuộn và thiết bị
• Kiểm tra thủy lực/khí nén
• Chuẩn bị và thông quan danh sách kiểm tra vật liệu (Push list)
• Hồ sơ hoàn công
• Hồ sơ bàn giao cuối cùng
3️⃣ Nhiệm vụ hàng ngày của Kỹ sư Cơ khí QA/QC.
• Kiểm tra tiến độ chế tạo
• Chứng kiến quá trình hàn & WQT
• Kiểm tra đường hàn gốc, đường hàn nóng, đường hàn cuối
• Kiểm tra PWHT theo quy chuẩn
• Đảm bảo phụ kiện, gioăng, bu lông chính xác
• Chuẩn bị báo cáo QA/QC hàng ngày
• Phối hợp với các thanh tra viên của khách hàng
• Đảm bảo công việc theo quy chuẩn ASME, API, ASTM, AWS
4️⃣ Công cụ & Tài liệu cần biết.
• WPS – Đặc tả Quy trình Hàn
• PQR – Hồ sơ Chứng nhận Quy trình
• WQT – Bài kiểm tra Chứng nhận Thợ hàn
• ITP – Kế hoạch Kiểm tra Kiểm tra
• QCP – Quy trình Kiểm soát Chất lượng
• MIR – Báo cáo Kiểm tra Vật liệu
• Báo cáo NDT (RT, UT, PT, MT)
• Gói thử thủy lực
• Danh sách kiểm tra / DPR
• Giấy chứng nhận hiệu chuẩn
5️⃣ Quy chuẩn & Tiêu chuẩn được sử dụng.
• ASME Phần VIII – Bình chịu áp lực
• ASME B31.1 / B31.3 – Đường ống
• ASME Phần IX – Hàn
• AWS D1.1 – Hàn kết cấu
• API 650/620 – Bồn chứa
• API 570 – Kiểm tra đường ống
• API 510 – Kiểm tra bình chịu áp lực
6️⃣ Kỹ năng cần thiết.
• Kiến thức hàn vững chắc
• Kiến thức cơ bản về NDT (VT, PT, MT, UT, RT)
• Đọc bản vẽ (ISO, P&ID, Kết cấu)
• Kiến thức về vật liệu (CS, SS, Hợp kim)
• Lập tài liệu & báo cáo
• Giao tiếp với khách hàng & nhà thầu
• Giải quyết vấn đề & xử lý công trường
7️⃣ Tại sao QA/QC Cơ khí lại quan trọng.
Bởi vì một sai sót nhỏ trong hàn, đường ống, áp suất hoặc vật liệu…
có thể dẫn đến rò rỉ, hỏng hóc, ngừng hoạt động, mất mát hoặc thảm họa.
Chất lượng = An toàn
An toàn = Niềm tin
#QAQC #Mechanical #Welding #Inspection #NDT #Fabrication #Piping #ASME #OilAndGas #QualityEngineer #Construction
QAQC, Cơ khí, Hàn, Kiểm tra, NDT, Chế tạo, Đường ống, ASME, Dầu khí, Kỹ sư Chất lượng, Xây dựng
(9) Post | LinkedIn
(St.)










🔧 Hàn thép không gỉ siêu song công (SDSS) – Độ chính xác, kỷ luật và đảm bảo chất lượng
Thép không gỉ siêu song công (ASTM A790 UNS S32760) được sử dụng rộng rãi trong các ứng dụng quan trọng, nơi độ bền, khả năng chống ăn mòn và hiệu suất trong môi trường ăn mòn là rất cần thiết. Gần đây, chúng tôi đã hoàn thành các hoạt động hàn trên vật liệu SDSS theo các thông số kỹ thuật nghiêm ngặt để đảm bảo độ tin cậy và tuân thủ cao nhất.
📘 Mã và Tiêu chuẩn Tham khảo
ASME IX • ASME B31.3 • AGES-SP-07-007 • AGES-SP-09-009 • AGES-SP-07-003 • NACE MR0175
🔹 Quy trình hàn: GTAW
🔹 Mã P: 10H, Nhóm 1
🔹 Điều kiện hoạt động: Môi trường ăn mòn
🔹 Nhiệt độ tối thiểu cần thiết để hàn (MDMT): –50°C
🔹 Khí bảo vệ: Ar + N₂
🔹 Khí lót: Argon
🔹 Nhiệt độ tối đa giữa các lớp hàn: 61°C
✅ Các thông số quan trọng cần theo dõi trong quá trình hàn SDSS
🔸 Kiểm soát oxy: Duy trì hàm lượng O₂ dưới 0,05% bên trong ống bằng cách sử dụng thiết bị giám sát khí thổi đã hiệu chuẩn — kiểm tra trước và trong quá trình hàn.
🔸 Chất lượng khí bảo vệ và khí lót: Sử dụng khí Argon loại dùng trong hàn (độ tinh khiết 99,995%) với hàm lượng ẩm không vượt quá 10,5 ppm ở -60°C hoặc thấp hơn.
🔸 Làm kín mối hàn: Làm kín tất cả các mối hàn bằng băng keo chịu nhiệt. Thông hơi tất cả các đầu nhánh để tránh không khí bị kẹt.
🔸 Nhiệt độ giữa các lớp hàn: Rất quan trọng đối với SDSS. Kiểm tra nhiệt độ trên mỗi lớp đã hàn trước đó trước khi hàn lớp tiếp theo.
🔸 Mài: Chỉ sử dụng đĩa mài oxit nhôm hoặc cacbua silic.
🔸 Chà nhám: Sử dụng bàn chải dây thép không gỉ chuyên dụng cho thép không gỉ (được đánh dấu rõ ràng).
Hàn SDSS đòi hỏi sự kiểm soát chặt chẽ, kỷ luật và tuân thủ các quy trình. Khi được thực hiện đúng cách, nó đảm bảo độ bền cơ học và khả năng chống ăn mòn vượt trội—đặc biệt là trong môi trường ăn mòn khắc nghiệt.
#Welding#SuperDuplex#SDSS#GTAW#QualityControl#NACE#ASME#OilAndGas#Fabrication#PipingEngineering