Sự khác biệt chính
-
Áp suất thiết kế là một giá trị cố định được xác định bởi mã thiết kế kỹ thuật và biên độ an toàn, thường được đặt cao hơn áp suất vận hành dự kiến tối đa.
-
Áp suất vận hành là áp suất thời gian thực mà hệ thống phải chịu trong quá trình hoạt động thường xuyên, dao động nhưng vẫn thấp hơn áp suất thiết kế.
-
Áp suất thiết kế ảnh hưởng đến kích thước, vật liệu và độ dày của thiết bị cần thiết để đảm bảo vận hành an toàn.
-
Áp suất vận hành quyết định điều kiện làm việc thực tế và giúp lựa chọn và cài đặt các thiết bị bảo vệ như van xả.
Tóm tắt
Áp suất thiết kế đảm bảo an toàn thông qua kỹ thuật thận trọng để xử lý các tình huống xấu nhất, trong khi áp suất vận hành đại diện cho áp suất điển hình trong quá trình sử dụng bình thường. Hệ thống được thiết kế để áp suất vận hành duy trì dưới áp suất thiết kế để tránh các điều kiện không an toàn và hỏng hóc thiết bị.
PIPE LINE DZ
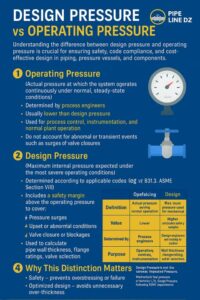
📐 Áp suất Thiết kế so với Áp suất Vận hành — Giải thích Kỹ thuật Chính xác 🧐🔧
Hiểu rõ sự khác biệt giữa Áp suất Thiết kế và Áp suất Vận hành là rất quan trọng để đảm bảo an toàn, tuân thủ quy chuẩn và thiết kế tiết kiệm chi phí cho đường ống và thiết bị áp lực trong các ngành công nghiệp như dầu khí 🛢️, hóa dầu ⚗️ và nhà máy điện ⚡.
—
🧭 1️⃣ Áp suất Vận hành
✔️ Định nghĩa:
Áp suất vận hành là áp suất thực tế mà hệ thống hoạt động liên tục trong điều kiện bình thường, ổn định.
Được xác định bởi các kỹ sư quy trình.
Thường thấp hơn áp suất thiết kế.
Được sử dụng để kiểm soát quy trình, đo lường và vận hành nhà máy bình thường.
Không tính đến các sự kiện bất thường hoặc thoáng qua như tăng áp đột biến hoặc đóng van.
📝 Ví dụ:
Nếu đường ống thường hoạt động ở áp suất 18 bar, thì Áp suất vận hành = 18 bar.
> ⚠️ Quan trọng: Áp suất vận hành phản ánh các điều kiện quy trình thực tế, không phải biên độ thiết kế hoặc thử nghiệm.
—
📐 2️⃣ Áp suất thiết kế
✔️ Định nghĩa:
Áp suất thiết kế là áp suất bên trong tối đa dự kiến trong điều kiện vận hành khắc nghiệt nhất và được sử dụng làm cơ sở cho thiết kế cơ khí của hệ thống đường ống, bình chịu áp lực và các bộ phận.
Được xác định theo các quy chuẩn hiện hành (ví dụ: ASME B31.3, ASME Mục VIII).
Bao gồm biên độ an toàn trên áp suất vận hành để bao gồm:
Tăng áp đột biến 🚀
Điều kiện bất thường hoặc xáo trộn ⚠️
Đóng van hoặc tắc nghẽn 🔒
Được sử dụng để tính toán độ dày thành ống, định mức mặt bích, lựa chọn van và áp suất thử nghiệm.
📝 Ví dụ:
Nếu áp suất vận hành là 18 bar, áp suất thiết kế có thể được đặt ở mức khoảng 21 bar hoặc cao hơn, tùy thuộc vào quy chuẩn và các yếu tố an toàn.
> 📌 Lưu ý:
Áp suất thiết kế không giống với áp suất thử thủy tĩnh.
Áp suất thử thủy tĩnh thường bằng 1,5 lần áp suất thiết kế, theo yêu cầu của ASME.
—
🧪 3️⃣ Điểm khác biệt chính
Thông số 📝 Áp suất vận hành ⚙️ Áp suất thiết kế 📐
Định nghĩa Áp suất thực tế trong quá trình vận hành bình thường Áp suất tối đa được sử dụng cho thiết kế cơ khí
Giá trị Thấp hơn Cao hơn (bao gồm biên độ an toàn)
Được xác định bởi Kỹ sư quy trình Kỹ sư thiết kế theo quy chuẩn
Mục đích Vận hành, kiểm soát, đo lường Độ dày thành, định mức mặt bích, lựa chọn van, thử nghiệm
Tham chiếu quy chuẩn Không được định nghĩa trực tiếp bởi quy chuẩn thiết kế Được định nghĩa trong ASME B31.3 / ASME Phần VIII
—
🌍 4️⃣ Tại sao sự khác biệt này lại quan trọng
✅ Việc xác định chính xác cả hai áp suất đảm bảo:
🔸 An toàn — ngăn ngừa ứng suất quá mức hoặc hư hỏng.
📏 Thiết kế tối ưu — tránh tình trạng quá dày không cần thiết.
🧰 Lựa chọn linh kiện phù hợp — van, mặt bích, phụ kiện.
🧪 Tuân thủ quy chuẩn — với các tiêu chuẩn ASME, API và các tiêu chuẩn khác.
—
✍️ Nhà xuất bản: Pipe Line DZ
#PipeLineDZ #Piping #Pipeline #DesignPressure #OperatingPressure #ASME #B313 #BPVC #MechanicalEngineering #ProcessPiping #OilAndGas #Engineering #PressureDesign #IndustrialProjects .
PipeLineDZ, Đường ống, Đường ống, Áp suất thiết kế, Áp suất vận hành, ASME, B313, BPVC, Kỹ thuật cơ khí, Đường ống quy trình, Dầu khí, Kỹ thuật, Thiết kế áp suất, Dự án công nghiệp
(St.)






🧭✨ SS316L so với SS904L
Loại thép không gỉ nào hoạt động tốt hơn trong môi trường ăn mòn?
✍️ Đăng bởi: Pipe Line DZ – Battaze Tarek
🇩🇿 Phiên bản 2025 | Tài liệu tham khảo học thuật dành cho Kỹ sư & Thanh tra
—
⚙️ 1️⃣ Điểm chung
Cả hai loại thép đều thuộc họ Thép không gỉ Austenit (SS) và có chung các đặc điểm sau:
Không nhiễm từ trong điều kiện ủ.
Khả năng hàn và tạo hình tuyệt vời.
Khả năng chống oxy hóa và ăn mòn axit nhẹ mạnh.
Không bị tôi cứng bằng nhiệt luyện.
—
🧪 2️⃣ Sự khác biệt chính về thành phần hóa học
Nguyên tố SS316L (%) SS904L (%) Hiệu quả kỹ thuật
Ni 10–14 23–28 Niken cao hơn cải thiện khả năng chống ăn mòn clorua và độ dẻo trong môi trường axit.
Cr 16–18 19–23 Tăng khả năng chống oxy hóa và chống ăn mòn cục bộ.
Mo 2.0–3.0 4.0–5.0 Tăng khả năng chống rỗ trong môi trường clorua.
Cu ≤ 0,5 1,0–2,0 Cải thiện khả năng chống chịu axit mạnh như H₂SO₄ và HCl.
C (tối đa) 0,03 0,02 Giảm nguy cơ nhạy cảm trong quá trình hàn.
🔹 Do đó, SS904L được phân loại là Thép không gỉ Super Austenitic, nhờ hàm lượng Niken, Molypden và Đồng cao hơn.
—
🌊 3️⃣ Hiệu suất ăn mòn
Môi trường Loại SS316L Hiệu suất Quan sát hiệu suất SS904L
Nước biển / Clorua Trung bình Xuất sắc (gần tương đương với Hợp kim 20) 904L cho khả năng chống rỗ và ăn mòn khe hở cao hơn nhiều.
Axit mạnh (H₂SO₄, HCl) Kém Rất tốt Việc bổ sung đồng làm tăng đáng kể khả năng chống axit.
Nhiệt độ cao (≤ 400 °C) Tốt Rất tốt Cả hai đều giữ được độ dẻo dai, nhưng 904L có độ ổn định nhiệt tốt hơn.
Hàn & Tạo hình Dễ dàng Có thể chấp nhận được nhưng cần kiểm soát nhiệt cẩn thận do hàm lượng Niken trong 904L cao hơn.
—
🧭 4️⃣ Ứng dụng điển hình
Ứng dụng công nghiệp bằng thép không gỉ
SS316L Hệ thống đường ống dầu khí, thiết bị lọc dầu, công nghiệp thực phẩm & dược phẩm, môi trường ôn hòa.
SS904L Nhà máy khử muối, thiết bị H₂SO₄ trong nhà máy hóa dầu, hệ thống vận chuyển clorua, thiết bị hàng hải và ngoài khơi.
—
🧩 5️⃣ Tóm tắt
Ưu điểm
Khả năng chống clorua và axit 🏆 SS904L
Khả năng hàn, tính khả dụng, chi phí SS316L
Tuổi thọ trong môi trường khắc nghiệt SS904L
Ứng dụng chung & hiệu quả chi phí SS316L
🔹 Kết luận cuối cùng:
Nếu môi trường vận hành của bạn ở mức trung bình và tiết kiệm chi phí ➜ hãy chọn SS316L.
Nếu hệ thống của bạn phải đối mặt với điều kiện ăn mòn hoặc axit cao ➜ SS904L là lựa chọn tốt hơn.
—
📚 Tài liệu tham khảo toàn cầu:
ASME B31.3 – Đường ống công nghệ
ASTM A312 / A240
NACE MR0175 / ISO 15156
Bảng dữ liệu thép không gỉ Outokumpu 2025
—
🧠 Bài viết giáo dục kỹ thuật – Đường ống DZ
#StainlessSteel #MaterialSelection #CorrosionResistance #PipeLineDZ #Engineering #OilAndGas #ASME #ASTM #NACE