Các phương pháp PWHT phổ biến bao gồm giảm ứng suất (gia nhiệt đến nhiệt độ xác định, thường là 550-650 ° C đối với thép cacbon, sau đó giữ và làm mát có kiểm soát), bình thường hóa, ủ, ủ và gia nhiệt cảm ứng. Các thông số chính xác phụ thuộc vào vật liệu, loại mối hàn và yêu cầu dịch vụ.
Shahid Shabbir
𝗪𝗵𝗮𝘁 𝗶𝘀 𝗣𝗪𝗛𝗧 (𝗣𝗼𝘀𝘁 𝗪𝗲𝗹𝗱 𝗛𝗲𝗮𝘁 𝗧𝗿𝗲𝗮𝘁𝗺𝗲𝗻𝘁)?
Xử lý nhiệt sau hàn (PWHT) là một quy trình được áp dụng sau khi hàn để nâng cao chất lượng, độ bền và độ an toàn của các chi tiết hàn. Quá trình hàn tạo ra ứng suất dư và thay đổi các đặc tính vật liệu, có thể ảnh hưởng đến độ bền và độ tin cậy. PWHT làm giảm các ứng suất này, phục hồi các đặc tính cơ học và giảm nguy cơ nứt hoặc hỏng.
PWHT có thể giúp gì?
1. Giảm ứng suất dư: Hàn gây ra sự gia nhiệt và làm nguội không đều, để lại các ứng suất bên trong. PWHT giúp cân bằng và giảm các ứng suất này.
2. Ngăn ngừa nứt: Nó giảm thiểu nguy cơ nứt, đặc biệt là trong các mối hàn dày hoặc chịu ứng suất cao.
3. Cải thiện độ bền: PWHT làm cho vật liệu hàn ít giòn hơn và bền hơn.
4. Phục hồi các đặc tính: Nó phục hồi độ bền, độ cứng và độ dẻo bị mất trong quá trình hàn.
Bạn có biết cách nào để xử lý bề mặt kim loại không?
Các yêu cầu về PWHT phụ thuộc vào:
• Loại vật liệu: Thép cacbon, thép hợp kim thấp và một số loại thép không gỉ thường yêu cầu PWHT.
• Độ dày: Vật liệu trên 19 mm thường cần PWHT để giảm ứng suất sâu hơn.
• Điều kiện vận hành: Các bộ phận tiếp xúc với môi trường áp suất cao, nhiệt độ cao hoặc ăn mòn.
• Tuân thủ quy định: Các tiêu chuẩn như ASME Mục VIII, B31.3 và API 570 yêu cầu PWHT trong một số trường hợp cụ thể.
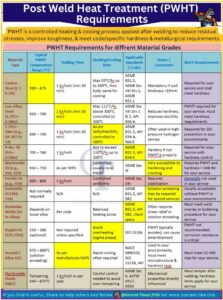
Thép hợp kim thấp (ví dụ: Cr-Mo):
• Được sử dụng trong môi trường áp suất cao, nhiệt độ cao.
• Nhiệt độ: 600°C–750°C (1112°F–1382°F).
• Thép cacbon:
• Thường được sử dụng cho độ dày >19 mm.
• Nhiệt độ: 590°C–675°C (1094°F–1247°F).
2. Thép hợp kim thấp (ví dụ: Cr-Mo):
• Được sử dụng trong môi trường áp suất cao, nhiệt độ cao.
• Nhiệt độ: 600°C–750°C (1112°F–1382°F).
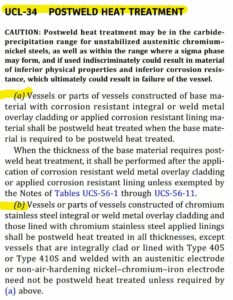
3. Thép không gỉ:
• Một số loại thép (ví dụ: martensitic hoặc ferritic) có thể cần hàn phủ kim loại (PWHT) để ngăn ngừa nứt do ăn mòn ứng suất.
• Nhiệt độ thay đổi tùy theo loại.
4. Mối hàn kim loại khác nhau:
• Hàn phủ kim loại (PWHT) rất quan trọng để tránh nứt do sự khác biệt về độ giãn nở nhiệt.
• Nhiệt độ được thiết lập dựa trên vật liệu có yêu cầu PWHT thấp hơn.
𝗛𝗼𝘄 𝗗𝗼𝗲𝘀 𝗣𝗪𝗛𝗧 𝗪𝗼𝗿𝗸?
1. Làm nóng: Làm nóng dần vật liệu đến nhiệt độ quy định.
2. Thời gian giữ: Duy trì nhiệt độ trong một khoảng thời gian nhất định, tùy thuộc vào vật liệu và độ dày.
3. Làm nguội: Làm nguội vật liệu từ từ để tránh tạo ra ứng suất mới.
Hàn PWHT là một quy trình hàn thiết yếu cho:
• Bình chịu áp lực, đường ống và nồi hơi.
• Các chi tiết trong môi trường chịu ứng suất cao hoặc nhiệt độ cao.
• Hàn trong điều kiện ăn mòn.
• Hàn PWHT không chỉ là một quy trình kỹ thuật; nó còn thiết yếu để đảm bảo an toàn, độ tin cậy và tuổi thọ của các chi tiết hàn. Bằng cách giảm ứng suất, cải thiện tính chất vật liệu và đáp ứng các tiêu chuẩn công nghiệp, PWHT nâng cao hiệu suất và độ bền của các kết cấu quan trọng. Luôn tuân thủ các yêu cầu về vật liệu và quy chuẩn để đạt được
#PWHT #Welding #PostWeldHeatTreatment #WeldingQuality #WeldingInspection #Fabrication #PipelineEngineering #MechanicalEngineering #WeldingCodes #OilAndGasQuality
PWHT, Xử lý nhiệt sau hàn, Chất lượng hàn, Kiểm tra hàn, Chế tạo, Kỹ thuật đường ống, Kỹ thuật cơ khí, Quy chuẩn hàn, Chất lượng dầu khí

Govind Tiwari, PhD,CQP FCQI
Tổng quan về các yêu cầu của PWHT🔥
PWHT là phương pháp xử lý nhiệt có kiểm soát được áp dụng sau khi hàn để giảm ứng suất dư và tinh chỉnh cấu trúc vi mô của mối hàn và kim loại cơ bản. Phương pháp này ngăn ngừa các vấn đề như gãy giòn, HIC và nứt do ăn mòn ứng suất—đặc biệt là trong môi trường axit có tiếp xúc với H₂S.
📣 PWHT giảm thiểu những rủi ro này bằng cách:
🔹Cho phép hydro bị giữ lại khuếch tán (nếu không có thể gây ra nứt chậm)
🔹Làm mềm các vùng chịu ảnh hưởng nhiệt đã cứng (HAZ)
🔹Giảm sự tập trung ứng suất
🔹Khôi phục độ dẻo và độ bền
🔹Cải thiện khả năng chống rão cho các ứng dụng nhiệt độ cao
Khi nào cần sử dụng PWHT?
✅ Dựa trên:
– Loại vật liệu: CS, Cr-Mo, thép hợp kim thấp, thép không gỉ martensitic
– Độ dày mối hàn: Ví dụ: ASME B31.3 yêu cầu hàn PWHT cho mối hàn CS >19 mm
– Điều kiện làm việc: Làm việc với nhiệt độ cao (H₂S), tải tuần hoàn, áp suất cao/nhiệt độ cao
– Thông số kỹ thuật của khách hàng: Shell DEP, ADNOC, ARAMCO, SABIC
– Mã áp dụng: ASME Sec VIII, B31.3, B31.1, B31.4, API 582, NACE MR0175
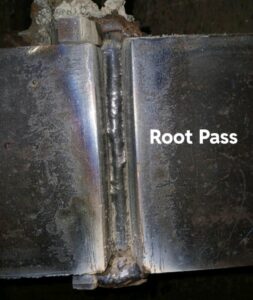
🚀 Quy trình hàn PWHT từng bước:
→ Xác định các thông số trong WPS/PQR, chỉ định vị trí đặt cặp nhiệt điện
Nung nóng sơ bộ (nếu có)
→ Ngăn ngừa sốc nhiệt trong vật liệu có thể tôi cứng
Nung nóng có kiểm soát
→ Thông thường ≤55°C/giờ cho CS để tránh nứt
Ngâm
→ Giữ ở nhiệt độ mục tiêu (ví dụ: 620–740°C) trong 1 giờ/inch độ dày
Làm mát có kiểm soát
→ Làm mát chậm đến 300°C; sau đó làm mát bằng không khí
Kiểm tra & Ghi chép
→ Biểu đồ đánh giá QA/QC; Dữ liệu có trong MDR/TOP
⚠️ Những thách thức thường gặp về PWHT:
🔸 Vị trí đặt cặp nhiệt điện không chính xác ảnh hưởng đến độ chính xác của quá trình ngâm
🔸 Hiệu chuẩn thiết bị kém → không tuân thủ WPS
🔸 Ram quá mức hoặc ram dưới mức dẫn đến suy giảm tính chất cơ học
🔸 Hiểu sai ngưỡng độ dày của quy định
🔸 Gia nhiệt không đồng đều trong các mối hàn lớn hoặc không đồng đều
🔸 Thiếu sót trong tài liệu trong quá trình kiểm toán hoặc đánh giá MDR của khách hàng
🎯 Những điểm chính cần lưu ý:
✅ PWHT không phải là giải pháp phù hợp cho tất cả – hãy điều chỉnh nó theo vật liệu, độ dày và dịch vụ
✅ WPS/PQR phải phù hợp với các thông số PWHT cụ thể của công việc
✅ Khả năng truy xuất nguồn gốc và hiệu chuẩn phù hợp là không thể thương lượng
✅ Việc tuân thủ NACE MR0175 đòi hỏi phải kiểm soát độ cứng—không chỉ nhiệt độ
✅ Các tiêu chuẩn cụ thể của khách hàng (Shell, ADNOC, v.v.) có thể áp dụng Yêu cầu khắt khe hơn
======
#qms #quality #iso9001 #qa #qc #PWHT #WeldingEngineering #QAQC
#Fabrication #Metallurgy #ASME #API #NACE #HeatTreatment #OilAndGas
#Refineries #ProcessPiping #EngineeringExcellence #SourService #WPS
#PQR #ContinuousImprovement #LeadershipInQuality
qms, chất lượng, iso9001, qa, qc, PWHT, Kỹ thuật hàn, QAQC, Chế tạo, Luyện kim, ASME, API, NACE, Xử lý nhiệt, Dầu khí, Nhà máy lọc dầu, Đường ống quy trình, Kỹ thuật xuất sắc, Dịch vụ chu đáo, WPS, PQR, Cải tiến liên tục, Lãnh đạo về chất lượng
(St.)






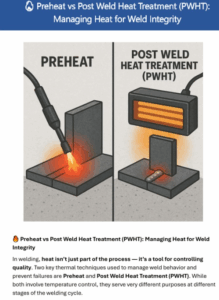

🔥 Xử lý nhiệt trước khi hàn so với Xử lý nhiệt sau khi hàn (PWHT): Quản lý nhiệt để đảm bảo tính toàn vẹn của mối hàn
Trong hàn, nhiệt không chỉ là một phần của quy trình — mà còn là một công cụ để kiểm soát chất lượng. Hai kỹ thuật nhiệt chính được sử dụng để quản lý hành vi hàn và ngăn ngừa hư hỏng là Xử lý nhiệt trước khi hàn và Xử lý nhiệt sau khi hàn (PWHT). Mặc dù cả hai đều liên quan đến việc kiểm soát nhiệt độ, nhưng chúng phục vụ các mục đích rất khác nhau ở các giai đoạn khác nhau của chu trình hàn.
💡 Xử lý nhiệt trước khi hàn là gì?
Xử lý nhiệt trước là quá trình tăng nhiệt độ của vật liệu cơ bản trước khi hàn. Làm chậm tốc độ nguội sau khi hàn, giúp:
Giảm nguy cơ nứt do hydro gây ra
Giảm thiểu ứng suất dư
Cải thiện độ ngấu và độ ngấu của mối hàn
Giảm độ cứng ở vùng ảnh hưởng nhiệt (HAZ)
📌 Thường được sử dụng cho:
Thép cacbon, thép hợp kim thấp
Thép tiết diện dày
Vật liệu có độ bền cao
🔥 PWHT là gì?
Xử lý nhiệt sau hàn (PWHT) là một quá trình gia nhiệt và làm nguội có kiểm soát được áp dụng sau khi hàn. Nó được thiết kế để:
Giảm ứng suất dư
Cải thiện độ dẻo dai và độ dai
Giảm độ cứng trong vùng HAZ
Khôi phục các đặc tính vật liệu bị thay đổi do hàn
📌 Thường được sử dụng cho:
Bình chịu áp lực
Đường ống
Thép hợp kim và thép cường độ cao
Các thành phần quan trọng theo tiêu chuẩn (ASME, API)
🛠️ Thực hành tốt nhất
Luôn tuân thủ các yêu cầu của WPS và PQR
Sử dụng các thiết bị hiệu chuẩn để kiểm soát nhiệt độ
Ghi lại hồ sơ nhiệt độ và thời gian giữ
Đảm bảo gia nhiệt đồng đều trên toàn bộ vùng hàn
Kết hợp cả hai kỹ thuật khi được yêu cầu theo tiêu chuẩn hoặc loại vật liệu
🔧 Gia nhiệt sơ bộ và PWHT không thể thay thế cho nhau — nhưng khi kết hợp, chúng tạo thành một chiến lược mạnh mẽ để đảm bảo tính toàn vẹn của mối hàn. Hiểu rõ thời điểm và lý do áp dụng từng kỹ thuật sẽ giúp mối hàn an toàn hơn, chắc chắn hơn và tuân thủ tiêu chuẩn.
#PreheatWelding
#PWHT
#HeatTreatment
#WeldThermalControl
#WeldingHeatManagement
#CarbonSteelWelding
#HighStrengthSteels
#WeldingCodes
#ASME
#AWSWelding
#API1104