Vai trò chính của an toàn quy trình bao gồm:
-
Bảo vệ người lao động và các cộng đồng lân cận khỏi thương tích và tử vong.
-
Ngăn ngừa ô nhiễm môi trường từ các phát thải độc hại.
-
Tránh tổn thất tài chính và thiệt hại về cơ sở hạ tầng bằng cách giảm thiểu tai nạn.
-
Đảm bảo tuân thủ các quy định an toàn để tránh các hình phạt pháp lý.
-
Nâng cao tinh thần nhân viên thông qua môi trường làm việc an toàn.
-
Duy trì hoạt động công nghiệp thông suốt và liên tục.
-
Thúc đẩy niềm tin và mối quan hệ tốt đẹp với cộng đồng địa phương.
Trong các ngành công nghiệp có rủi ro cao như dầu khí, quản lý an toàn quy trình là điều cần thiết do sự hiện diện của vật liệu dễ cháy, hệ thống áp suất cao và các phản ứng hóa học phức tạp. Nó liên quan đến đánh giá rủi ro có hệ thống, thiết kế kỹ thuật an toàn, đào tạo người vận hành và chuẩn bị cho trường hợp khẩn cấp để ngăn chặn các sự kiện thảm khốc và đảm bảo thành công trong hoạt động lâu dài.
Nhìn chung, an toàn quy trình là một trụ cột nền tảng tích hợp các biện pháp kiểm soát kỹ thuật, quản lý và vận hành để bảo vệ con người, môi trường và tài sản kinh doanh khỏi các rủi ro quy trình nguy hiểm.
🔺 Suy ngẫm về vụ cháy Nhà máy lọc dầu Chevron El Segundo: Lời cảnh tỉnh về An toàn Quy trình 🔺
Vào đêm ngày 2 tháng 10 năm 2025, một vụ cháy lớn đã bùng phát tại cụm Isomax 7 của nhà máy lọc dầu Chevron ở El Segundo, California—một trong những nhà máy lọc dầu lớn nhất và có tầm quan trọng chiến lược nhất ở Bờ Tây. May mắn thay, các báo cáo ban đầu xác nhận không có thương tích và thiệt hại bên ngoài, minh chứng cho nỗ lực ứng phó khẩn cấp và ngăn chặn.
Nhưng với tư cách là các chuyên gia an toàn, kỹ sư, nhà điều hành và lãnh đạo trong các ngành công nghiệp nguy hiểm cao, chúng ta phải đặt ra những câu hỏi sâu sắc hơn:
– Điều gì đã xảy ra?
– Những rào cản nào đã thất bại?
– Chúng ta cần rút ra bài học gì cho tương lai?
Cụm Isomax là một cụm hydroprocessing áp suất cao, nhiệt độ cao được sử dụng để sản xuất nhiên liệu máy bay, một mắt xích quan trọng trong chuỗi cung ứng cho LAX và các sân bay lân cận. Vấn đề không chỉ là mất mát thiết bị hay tác động đến thị trường—mà còn là lời nhắc nhở rõ ràng về những gì đang bị đe dọa mỗi ngày tại các nhà máy của chúng ta.
⚠️ Vai trò của An toàn Quy trình
Ngọn lửa có thể đã tắt—nhưng những tác động của an toàn quy trình mới chỉ bắt đầu bùng cháy trong các cuộc thảo luận trong ngành. Mỗi sự cố, dù lớn hay nhỏ, đều là một sự kiện an toàn quy trình—một cơ hội để đánh giá lại cách chúng ta:
• Chủ động xác định các mối nguy hiểm
• Duy trì tính toàn vẹn cơ học dưới áp lực vận hành
• Ngăn ngừa mất lớp bảo vệ chính (LOPC)
• Ứng phó hiệu quả với các tình huống bất thường
• Đảm bảo các lớp bảo vệ thực sự hoạt động hiệu quả trong thực tế, chứ không chỉ trên lý thuyết
⚠️ Sự kiện này đòi hỏi chúng ta phải xem xét lại các nguyên tắc chính từ:
• API 754 (Báo cáo Sự kiện An toàn Quy trình)
• An toàn Quy trình Dựa trên Rủi ro (RBPS) của CCPS
• Phân tích Bowtie & tư duy rào cản
• Quản lý Thay đổi (MOC)—Có điều gì bị bỏ sót không?
📌 Sự tự mãn là Rủi ro Cháy thực sự
Thành tích của Chevron bao gồm các khoản đầu tư đáng kể vào an toàn và độ tin cậy. Nhưng ngay cả những nhà vận hành đẳng cấp thế giới cũng có thể gặp phải các sự kiện có hậu quả nghiêm trọng. Tại sao?
Bởi vì an toàn quy trình không phải là đích đến—mà là văn hóa cảnh giác. Nó đòi hỏi sự tự vấn liên tục:
– Chúng ta đang thiết kế để loại bỏ rủi ro—hay chỉ đang quản lý chúng?
– Hệ thống báo động và khóa liên động của chúng ta đã thực sự được kiểm tra chưa?
– Chúng ta có lắng nghe khi nhân viên tuyến đầu nêu lên mối lo ngại không?
📌 Học hỏi thay vì đổ lỗi
Vấn đề không phải là đổ lỗi cho Chevron. Mà là xây dựng một văn hóa trong toàn bộ ngành công nghiệp năng lượng và quy trình:
✅ Điều tra kỹ lưỡng
✅ Chia sẻ minh bạch
✅ Học hỏi tập thể
✅ Triển khai một cách có hệ thống
✅ Lời kêu gọi hành động
• Xem xét lại các đơn vị quan trọng của bạn. Đừng chờ đợi sự cố suýt xảy ra.
• Đi bộ quanh nhà máy. Hiểu rõ thế nào là “bình thường” thực sự.
• Thách thức các giả định. Sự tự mãn len lỏi âm thầm.
• Trao quyền cho tiếng nói. An toàn quy trình là một môn thể thao đồng đội.
• • Đầu tư vào đào tạo. Đặc biệt là cho các hoạt động có nguy cơ cao.
#ProcessSafety #Chevron #RefineryFire #PSE #CCPS #OperationalExcellence #LessonsLearned #SafetyLeadership #ChemicalEngineering #EnergyIndustry #Refining #MOC #BowtieAnalysis #ElSegundo
An toàn Quy trình, Chevron, Cháy nổ Nhà máy Lọc dầu, PSE, CCPS, Vận hành Xuất sắc, Bài học Kinh nghiệm, Lãnh đạo An toàn, Kỹ thuật Hóa học, Ngành Năng lượng, Lọc dầu, MOC, Phân tích Bowtie, ElSegundo
(St.)









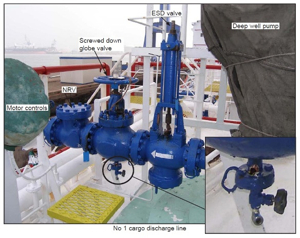










✴️ Vụ nổ tàu Stolt Groenland
Vào ngày 28 tháng 9 năm 2019, tàu chở hóa chất Stolt Groenland đã phát nổ khi đang neo đậu tại Ulsan, Hàn Quốc, bên cạnh tàu Bow Dalian. Tàu chở hóa chất này chở monome styrene, một loại hóa chất được sử dụng trong nhựa nhưng dễ bị trùng hợp mất kiểm soát nếu không được duy trì nhiệt độ thích hợp.
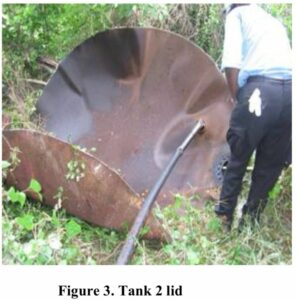
💥 Sự cố: Đầu tiên, khói và hơi nước được nhìn thấy thoát ra từ các bồn chứa hàng. Vài phút sau, một vụ nổ dữ dội xé toạc con tàu, thổi bay các vòm bồn chứa và gây ra một đám cháy lớn trên boong tàu. Các đội cứu hỏa đã chiến đấu với ngọn lửa trong nhiều giờ trước khi kiểm soát được nó. Mặc dù có một số thương tích xảy ra, nhưng không có trường hợp tử vong nào được báo cáo.
🔍 Nguyên nhân
1. Các cuộc điều tra cho thấy hàng hóa monome styrene đã bị trùng hợp không kiểm soát do:
2. Nhiệt độ hàng hóa tăng cao vượt quá giới hạn an toàn.
3. Sự cạn kiệt các chất ức chế hóa học thường dùng để ổn định styrene.
4. Việc giám sát tình trạng hàng hóa không đầy đủ.
5. Phản ứng tạo ra nhiệt và khí, làm tăng nhanh áp suất thùng chứa và dẫn đến nổ.
💡 Bài học chính
1. Việc kiểm soát nhiệt độ nghiêm ngặt là điều cần thiết đối với các loại hàng hóa dễ phản ứng như styrene.
2. Hiệu quả của chất ức chế phải được xác minh và bổ sung nếu cần thiết.
3. Việc giám sát liên tục tình trạng hàng hóa giúp cảnh báo sớm về sự bất ổn định.
#ChemicalSafety #MaritimeSafety #Tankers #ProcessSafety #EmergencyResponse #CargoManagement #HazardousMaterials #LessonsLearned #MarineOperations #IndustrialSafety #Styrene #RunawayReaction #SafetyCulture #ShippingIndustry #IncidentPrevention