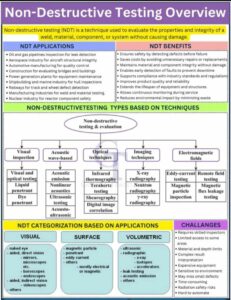
Các phương pháp NDT phổ biến bao gồm:
-
Kiểm tra trực quan (VT): Phương pháp cơ bản nhất, thường được tăng cường bằng độ phóng đại hoặc máy ảnh.
-
Kiểm tra siêu âm (UT): Sử dụng sóng âm thanh để phát hiện các sai sót bên trong.
-
Kiểm tra X quang (RT): Sử dụng bức xạ xuyên thấu như tia X để kiểm tra các cấu trúc bên trong.
-
Kiểm tra hạt từ tính (MT): Phát hiện sự gián đoạn bề mặt và gần bề mặt trong vật liệu sắt từ.
-
Kiểm tra dòng điện xoáy (ET): Sử dụng cảm ứng điện từ để tìm các khuyết tật bề mặt và dưới bề mặt.
-
Kiểm tra chất thấm chất lỏng (PT): Sử dụng chất lỏng thuốc nhuộm để phát hiện các khuyết tật bề mặt.
Các kỹ thuật NDT dựa trên các nguyên tắc liên quan đến bức xạ điện từ, sóng âm thanh và dấu hiệu hóa học, cho phép kiểm tra toàn diện mà không gây hại cho đối tượng thử nghiệm. Những phương pháp này rất cần thiết trong việc duy trì các tiêu chuẩn an toàn, khắc phục sự cố và kiểm soát chất lượng trong sản xuất và bảo trì cơ sở hạ tầng, ngăn ngừa các hỏng hóc có thể gây ra thảm họa.
QA/QC MECHANICAL ENGINEERS
Hardik Prajapati
🔍 NDT (Kiểm tra Không phá hủy) – Nền tảng của Độ tin cậy và An toàn Sản phẩm
Trong kỹ thuật và sản xuất hiện đại, chất lượng không thể bị thỏa hiệp — đặc biệt là khi liên quan đến an toàn con người, môi trường và các khoản đầu tư lớn.
Đó là lúc NDT (Kiểm tra Không phá hủy) đóng vai trò quan trọng.
NDT giúp đánh giá tính toàn vẹn của vật liệu, linh kiện hoặc hệ thống mà không làm hỏng chúng.
Mục đích của nó rất đơn giản nhưng quan trọng: phát hiện sớm các khuyết tật → ngăn ngừa hư hỏng → đảm bảo an toàn → tăng độ tin cậy.
🧪 Các phương pháp NDT chính:
Mục đích của phương pháp
VT – Kiểm tra trực quan Kiểm tra khuyết tật bề mặt
PT – Kiểm tra thẩm thấu Phát hiện vết nứt/rỗng bề mặt
MPT / MT – Kiểm tra hạt từ Phát hiện khuyết tật bề mặt và dưới bề mặt trong vật liệu sắt từ
UT – Kiểm tra siêu âm Phát hiện khuyết tật bên trong bằng sóng âm tần số cao
RT – Kiểm tra chụp X-quang Chụp ảnh cấu trúc bên trong bằng tia X/Gamma
ET – Kiểm tra dòng điện xoáy Kiểm tra khuyết tật bề mặt/dưới bề mặt vật liệu dẫn điện
LT – Kiểm tra rò rỉ Xác định rò rỉ trong thiết bị áp suất
AE – Phát xạ âm thanh
#NonDestructiveTurance #Inspection #Testing #Engineering #MechanicalEngineering #Qaqc #QaqcEngineer #Manufacturing #Fabrication #OilAndGas #Refinery #Welding #WeldingInspection #Pipeline #StrticleTesting #LiquidPenetrantTesting #VisualInspection #EddyCurrentTesting #LeakTesting #AcousticEmission #Safety #Reliability #Maintenance #PreventiveMaintenance #ConditionMonitoring #Metrology #ISO #ASME #API #ASTM #AWS #NACE #IndustryStandards #PressureVessel #StorageTank #HeatExchanger #Boiler #Piping #SteelStructure #Shipbuilding #Naval #Construction #HeavyEngineering #IndustrialSafety #RootCauseAnalysis #RiskAssessment #WPS #PQR #WeldingProcedure #MaterialTesting #HardnessTesting #Corg #WeldDefects #WeldQuality #DefectDetection #FailureAnalysis #DestructiveTesting #NonDestructive #Ultrasonic #GammaRay #XrayInspection #MagParticle #PenetrantTest #Mechanical #CivilEngineering #ChemicalEngineering #IndustrialInspection #EngineeringLife #IndustrialTraining #SkillDevelopment #CareerGrowth #LinkedInPost #ProfessionalDevelopment #OilGasIndustry #ManufacturingIndustry #EngineeringCommunity #EngineeringKnowledge #QualityManagement #IndustrialExperience #TechUpdates #EngineerLife #InspectionEngineer #QAQCProfessional #WeldingInspector #SafetyFirst #BestPractices #IndustrialWork #GlobalStandards #ContinuousImprovement #EngineeringExcellence #ProudEngineer
Kiểm tra không phá hủy, Kiểm tra, Kiểm tra, Kỹ thuật, Kỹ thuật cơ khí, QAQC, Kỹ sư QAQC, Sản xuất, Chế tạo, Dầu khí, Lọc dầu, Hàn, Kiểm tra hàn, Đường ống, Kiểm tra mạch, Kiểm tra thẩm thấu chất lỏng, Kiểm tra trực quan, Kiểm tra dòng điện xoáy, Kiểm tra rò rỉ, Phát xạ âm thanh, An toàn, Độ tin cậy, Bảo trì, Bảo trì phòng ngừa, Giám sát tình trạng, Đo lường, ISO, ASME, API, ASTM, AWS, NACE, Tiêu chuẩn công nghiệp, Bình chịu áp, Bể chứa, Bộ trao đổi nhiệt, Lò hơi, Đường ống, Kết cấu thép, Đóng tàu, Hải quân, Xây dựng, Kỹ thuật nặng, An toàn công nghiệp, Phân tích nguyên nhân gốc rễ, Đánh giá rủi ro, WPS, PQR, Quy trình hàn, Kiểm tra vật liệu, Kiểm tra độ cứng, Corg, Lỗi hàn, Chất lượng hàn, Phát hiện lỗi, Phân tích lỗi, Kiểm tra phá hủy, Không phá hủy, Siêu âm, Tia Gamma, Kiểm tra tia X, Hạt từ, Kiểm tra thấm, Cơ khí, Kỹ thuật dân dụng, Kỹ thuật hóa học, Kiểm tra công nghiệp, Kỹ thuật cuộc sống, Đào tạo Công nghiệp, Phát triển Kỹ năng, Phát triển Nghề nghiệp, Bài đăng trên LinkedIn, Phát triển Chuyên môn, Ngành Dầu khí, Ngành Sản xuất, Cộng đồng Kỹ thuật, Kiến thức Kỹ thuật, Quản lý Chất lượng, Kinh nghiệm Công nghiệp, Cập nhật Công nghệ, Cuộc sống Kỹ sư, Kỹ sư Kiểm tra, QAQC Chuyên nghiệp, Thanh tra Hàn, An toàn là trên hết, Thực hành Tốt nhất, Công việc Công nghiệp, Tiêu chuẩn Toàn cầu, Cải tiến Liên tục, Kỹ thuật Xuất sắc, Kỹ sư Tự hào
(St.)


Bạn có biết sự khác biệt giữa MAWP và Áp suất thiết kế không?
Trong ASME Mục VIII Div. 1, rất dễ nhầm lẫn giữa Áp suất làm việc tối đa cho phép (MAWP) và Áp suất thiết kế, nhưng chúng không phải là một!
Sau đây là chìa khóa:
• Áp suất thiết kế là mức mà bình dự kiến sẽ hoạt động — do kỹ sư quy trình thiết lập.
• MAWP là áp suất tối đa mà bình có thể xử lý an toàn ở phía trên cùng của bình, theo thiết kế cơ khí.
Mẹo quan trọng:
Luôn đảm bảo Áp suất thiết kế + các hệ số (như áp suất tĩnh, áp suất tăng đột biến) nhỏ hơn hoặc bằng MAWP. Điều này đảm bảo tuân thủ quy định và an toàn.
#ASME8
#Engineering_tips
#mechanical
#pressurevessels