Mối hàn và các loại của chúng
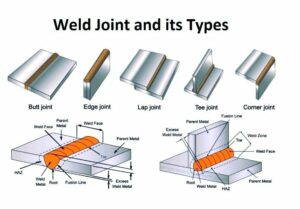
Mối hàn là các kết nối trong đó hai hoặc nhiều mảnh kim loại hoặc các vật liệu khác được nối với nhau bằng cách hàn. Có năm loại mối hàn chính thường được sử dụng trong các ứng dụng hàn khác nhau: khớp đối đầu, khớp tee, khớp vòng, khớp góc và khớp cạnh. Mỗi loại có những đặc điểm riêng phù hợp với nhu cầu kết cấu và chế tạo khác nhau.
Butt Joint
Khớp đối đầu được hình thành bằng cách đặt hai miếng kim loại phẳng từ cạnh này sang cạnh khác, thường được căn chỉnh trong cùng một mặt phẳng hoặc ở một góc từ 135 ° đến 180 °. Nó được sử dụng rộng rãi trong đường ống, xây dựng và chế tạo. Mối nối này cho phép hàn xuyên hoàn toàn để có độ bền cơ học mạnh và có thể yêu cầu chuẩn bị cạnh như vát cho vật liệu dày hơn. Các biến thể bao gồm rãnh vuông, rãnh vát và mối hàn rãnh U hoặc J.
Tee Joint
Mối hàn chữ T xảy ra khi hai mảnh được nối vuông góc với nhau, tạo thành hình chữ T. Nó là một loại mối hàn phi lê phổ biến trong kết cấu thép và ống. Mối nối này thường được hàn một hoặc cả hai mặt tùy thuộc vào yêu cầu tải trọng. Các khớp tee rất linh hoạt nhưng có thể dễ bị một số hỏng hóc nhất định như rách lớp.
Lap Joint
Mối hàn chồng được tạo ra bằng cách chồng lên nhau hai miếng kim loại với một góc nhỏ (0-5 °). Chúng điển hình trong công việc sửa chữa và các ứng dụng kim loại tấm, nơi các mảnh có độ dày khác nhau cần được nối với nhau. Hàn các mối nối đùi đúng cách giúp gia cố, nhưng chúng dễ bị ăn mòn nếu không được bảo dưỡng đúng cách.
Corner Joint
Các mối hàn góc nối hai miếng kim loại vuông góc để tạo thành hình chữ L và thường được sử dụng trong khung và gia công kim loại tấm. Mối nối này có thể được hình thành dưới dạng góc mở (hình chữ V) hoặc góc đóng và có thể bao gồm các loại mối hàn khác nhau như mối hàn rãnh vát hoặc phi lê, tùy thuộc vào độ bền và độ hoàn thiện cần thiết.
Edge Joint
Các mối nối cạnh liên quan đến việc nối hai miếng kim loại dọc theo các cạnh của chúng, đặt cạnh nhau, đôi khi với một hoặc cả hai cạnh bị cong. Chúng thường được sử dụng để nối các tấm mỏng hoặc tăng thêm độ bền cho các cạnh. Giống như các mối nối khác, các mối nối cạnh thường yêu cầu chuẩn bị cạnh cụ thể và có thể được hàn xung quanh các cạnh hoặc một phần khi cần thiết.
Các loại mối hàn cơ bản này được lựa chọn dựa trên các yếu tố như tải trọng được hỗ trợ, độ dày vật liệu, quá trình hàn, độ bền và tính thẩm mỹ mong muốn trong thành phẩm. Lựa chọn và chuẩn bị chính xác các mối hàn là rất quan trọng đối với tính toàn vẹn và độ bền của kết cấu hàn.
Saffi Ullah
🔧 Mối hàn và các loại mối hàn — Khái niệm cơ bản dành cho Chuyên gia QC & Hàn
Hiểu biết về các loại mối hàn khác nhau là điều cần thiết để đảm bảo tính toàn vẹn của kết cấu, lựa chọn quy trình hàn phù hợp và duy trì các tiêu chuẩn chất lượng trong chế tạo và thi công.
Dưới đây là năm loại mối hàn cơ bản thường được sử dụng trong ngành:
1. Mối hàn đối đầu
Được sử dụng để nối hai chi tiết trên cùng một mặt phẳng. Lý tưởng cho đường ống, công trình kết cấu và chế tạo tấm.
2. Mối hàn cạnh
Được tạo thành bằng cách đặt hai cạnh kim loại cạnh nhau. Phổ biến trong gia công kim loại tấm và chế tạo nhẹ.
3. Mối hàn chồng
Được tạo ra khi hai chi tiết chồng lên nhau. Có độ bền tốt và được sử dụng rộng rãi trong ngành công nghiệp ô tô và kim loại tấm.
4. Mối hàn chữ T
Một tấm được hàn góc 90° với tấm kia, tạo thành hình chữ “T”. Được sử dụng rộng rãi trong khung kết cấu và các cụm chế tạo.
5. Mối hàn góc
Được sử dụng để tạo góc 90° giữa hai tấm. Phổ biến trong các kết cấu dạng hộp, khung và chế tạo.
Mỗi loại mối hàn đều có mặt hàn, chân mối hàn, chân mối hàn, vùng ảnh hưởng nhiệt (HAZ) và đường hàn riêng, tất cả đều là những khu vực quan trọng để kiểm tra và kiểm soát chất lượng.
Là các chuyên gia hàn, kỹ sư và thanh tra QC, việc nắm vững những nguyên tắc cơ bản này giúp đảm bảo mối hàn an toàn, đáng tin cậy và chất lượng cao trong mọi dự án.
—
#Welding #WeldJoints #Fabrication #QualityControl #QCInspector #WeldingInspection #NDT #CSWIP #ASNT #WeldingEngineering #MetalFabrication #Manufacturing #Engineering #ConstructionIndustry #IndustrialSkills #WeldingTechnology #WeldQuality #HAZ #Metallurgy #StructuralWelding #SaudiJobs #TechnicalSkills
Hàn, Mối hàn, Chế tạo, Kiểm soát chất lượng, Kiểm tra viên QC, Kiểm tra hàn, NDT, CSWIP, ASNT, Kỹ thuật hàn, Chế tạo kim loại, Sản xuất, Kỹ thuật, Ngành xây dựng, Kỹ năng công nghiệp, Công nghệ hàn, Chất lượng hàn, HAZ, Luyện kim, Hàn kết cấu, Việc làm tại Ả Rập Xê Út, Kỹ năng kỹ thuật
(2) Post | LinkedIn
(St.)

Kiểm toán ISO 3834
⚡Kiểm toán ISO 3834 là đánh giá hệ thống quản lý chất lượng hàn của một công ty để đảm bảo rằng các quy trình hàn được kiểm soát đúng cách và đáp ứng các tiêu chuẩn chất lượng quốc tế.
Nó tập trung vào cách thức lập kế hoạch, thực hiện, kiểm tra và ghi chép quá trình hàn.
Không giống như các tiêu chuẩn QMS chung như ISO 9001, ISO 3834 dành riêng cho các hoạt động hàn.
Các ngành công nghiệp như bình áp lực, chế tạo kết cấu, ô tô, đóng tàu và dầu khí thường yêu cầu chứng nhận này.
✨Mục tiêu chính của cuộc kiểm toán ISO 3834
⚡Cuộc kiểm toán nhằm xác định xem một công ty có thể sản xuất các sản phẩm hàn chất lượng cao một cách nhất quán hay không bằng cách xác minh:
✅Quy trình hàn đạt tiêu chuẩn
WPS (Quy trình hàn tiêu chuẩn)
✅Hồ sơ chứng nhận PQR/WPQR
✅Nhân viên đạt tiêu chuẩn
✅Thợ hàn được chứng nhận
✅Điều phối viên hàn
✅Nhân viên kiểm tra không phá hủy (NDT)
✅Kiểm soát vật liệu
✅Truy xuất nguồn gốc vật liệu cơ bản
✅Kiểm soát vật liệu hàn
✅Điều kiện bảo quản
✅Kiểm soát thiết bị
✅Hiệu chuẩn máy hàn
✅Hồ sơ bảo trì
✅Kiểm tra & Thử nghiệm
✅Kiểm tra trực quan
✅Phương pháp kiểm tra không phá hủy (UT, RT, PT, MT)
✅Nhật ký hàn
✅Hồ sơ xử lý nhiệt
✅Hồ sơ chất lượng
✨Các cấp độ chứng nhận ISO 3834
Có ba cấp độ tùy thuộc vào sản phẩm Mức độ quan trọng:
⚡ISO 3834-2 – Yêu cầu chất lượng toàn diện (mức cao nhất)
⚡ISO 3834-3 – Yêu cầu chất lượng tiêu chuẩn
⚡ISO 3834-4 – Yêu cầu chất lượng cơ bản
⚡Hầu hết các ngành công nghiệp có mức độ quan trọng cao đều yêu cầu ISO 3834-2.
✨Quy trình kiểm toán ISO 3834 điển hình
⚡Hội nghị mở đầu
⚡Xem xét tài liệu
⚡Kiểm tra tại xưởng
⚡Phỏng vấn nhân viên
⚡Xác minh quy trình hàn
⚡Hội nghị kết thúc và kết quả
✅ Kiểm toán ISO 3834 đảm bảo chất lượng hàn được kiểm soát một cách có hệ thống, từ khâu lập kế hoạch đến khâu kiểm tra cuối cùng, để tránh các lỗi hàn.
#ISO3834 #WeldingQuality #WeldingInspection #WeldingEngineering
#QualityEngineering #QualityControl #ManufacturingQuality
#Fabrication #MetalFabrication #MechanicalEngineering
#Manufacturing #IndustryStandards #ContinuousImprovement
ISO 3834, Chất lượng hàn, Kiểm tra hàn, Kỹ thuật hàn, Kỹ thuật chất lượng, Kiểm soát chất lượng, Chất lượng sản xuất, Chế tạo, Chế tạo kim loại, Kỹ thuật cơ khí, Sản xuất, Tiêu chuẩn ngành, Cải tiến liên tục