Quá trình hàn nối các vật liệu, thường là kim loại, bằng cách tác dụng nhiệt, áp suất hoặc cả hai để nung chảy chúng vĩnh viễn. Các phương pháp phổ biến khác nhau tùy theo ứng dụng, vật liệu và nhu cầu chính xác.
Danh mục chính
Hàn là nơi vật liệu nóng chảy và loại trạng thái rắn, nơi liên kết xảy ra mà không nóng chảy hoàn toàn. Các quá trình như hàn hồ quang chiếm ưu thế trong việc sử dụng công nghiệp do tính linh hoạt.
Quy trình phổ biến
TIG (Tungsten Inert Gas): Sử dụng điện cực vonfram không tiêu hao và tấm chắn khí trơ để hàn chính xác trên các kim loại mỏng như nhôm hoặc thép không gỉ.
MIG (Khí trơ kim loại): Cung cấp khí bảo vệ cho điện cực dây tiêu hao, lý tưởng để hàn nhanh hơn trên thép và hợp kim dày hơn.
Stick (Hồ quang kim loại được che chắn): Sử dụng điện cực phủ thông lượng để sửa chữa ngoài trời, chắc chắn trên các cấu trúc nặng.
Hồ quang plasma: Tập trung một tia plasma năng lượng cao cho các mối hàn sâu, hẹp trên các vật liệu mỏng.
Những cân nhắc chính
Các yếu tố như độ dày vật liệu, môi trường và trình độ kỹ năng hướng dẫn lựa chọn quy trình; ví dụ, TIG phù hợp với công việc trang sức có độ chính xác cao trong khi MIG vượt trội trong các cửa hàng chế tạo. Thiết bị an toàn và che chắn khí thích hợp ngăn ngừa các khuyết tật như độ xốp.
Trong môi trường chuyên nghiệp, việc sử dụng hướng dẫn này đảm bảo hiệu quả chi phí (không sử dụng quy trình chậm như TIG cho tấm dày 50mm) và tính toàn vẹn cấu trúc (không sử dụng MMA trên titan, điều này sẽ làm hỏng kim loại).
1. Phân tích theo loại vật liệu
Các kim loại khác nhau phản ứng khác nhau với nhiệt và môi trường. Việc lựa chọn quy trình ở đây chủ yếu liên quan đến việc sử dụng khí bảo vệ và kiểm soát ô nhiễm.
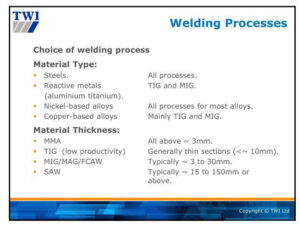
Thép: Loại vật liệu này rất đa dụng. Vì chúng tương đối ổn định dưới tác động của nhiệt (so với các kim loại phản ứng), hầu hết các quy trình (MMA, TIG, MIG/MAG, SAW) đều có thể được sử dụng tùy thuộc vào ứng dụng.
Kim loại phản ứng (Nhôm, Titan): Các kim loại này bị oxy hóa ngay lập tức khi tiếp xúc với không khí ở nhiệt độ cao. Do đó, chúng yêu cầu hàn TIG hoặc MIG vì các quy trình này sử dụng khí bảo vệ trơ (như Argon) để bảo vệ hoàn toàn vũng hàn khỏi không khí.
Hợp kim gốc Niken: Tương tự như thép, các hợp kim này rất bền và có thể được hàn bằng hầu hết các quy trình, mặc dù cần có các vật liệu phụ chuyên dụng.
Hợp kim gốc Đồng: Đồng có độ dẫn nhiệt cực cao (nó hút nhiệt ra khỏi mối hàn rất nhanh). Hàn TIG và MIG được ưa chuộng vì chúng cung cấp lượng nhiệt cao và tập trung cần thiết để duy trì vũng nóng chảy.
2. Phân loại theo độ dày vật liệu
Độ dày của kim loại quyết định lượng “độ xuyên thấu” và “lượng kim loại được thêm vào” (lượng kim loại được lắng đọng) cần thiết.
MMA (Hàn hồ quang kim loại thủ công/Hàn que): Thường được sử dụng cho các tiết diện trên 3mm. Khó sử dụng trên các tấm rất mỏng vì nhiệt độ cao có thể “cháy xuyên” kim loại.
TIG (Hàn khí trơ vonfram): Tốt nhất cho các tiết diện mỏng (< 10mm). Nó cung cấp độ chính xác và khả năng kiểm soát cao nhất nhưng “năng suất thấp” vì quá trình này chậm.
MIG/MAG/FCAW (Hàn dây): Đây là những “công cụ chủ lực” cho độ dày trung bình (3 đến 30mm). Chúng là bán tự động và nhanh hơn nhiều so với TIG hoặc MMA.
SAW (Hàn hồ quang chìm): Đây là một quy trình tự động, mạnh mẽ dành cho các tấm rất dày (15mm đến 150mm trở lên). Nó sử dụng một lớp thuốc hàn dạng hạt để tạo ra nhiệt lượng lớn và độ xuyên thấu sâu mà không bị bắn tóe.
Kỹ thuật hàn, Khoa học vật liệu, Luyện kim, Kỹ thuật kết cấu, Kiểm tra không phá hủy, Kiểm tra mối hàn, Sản xuất, Kỹ thuật công nghiệp, Quản lý dự án, TWI
Hồ sơ đánh giá quy trình (PQR) ghi lại các thông số hàn thực tế, kết quả thử nghiệm và các điều kiện được sử dụng trong quá trình kiểm tra chất lượng của phiếu hàn để xác minh hiệu quả của quy trình hàn.
Mục đích chính
PQR đóng vai trò là bằng chứng cho thấy các mối hàn đáp ứng các tiêu chuẩn cơ học và kết cấu, tạo cơ sở để tạo ra Thông số kỹ thuật quy trình hàn (WPS). Nó ghi lại các giá trị chính xác như loại kim loại cơ bản, vật liệu phụ, nhiệt độ làm nóng sơ bộ và vị trí hàn không có phạm vi.
Quy trình thử nghiệm
Chứng chỉ liên quan đến việc hàn phiếu thử nghiệm, sau đó là các thử nghiệm phá hủy và không phá hủy, chẳng hạn như thử nghiệm kéo, uốn cong, va đập, chụp X quang và siêu âm. Kết quả phải tuân thủ các mã như ASME, AWS hoặc API để được phê duyệt.
Liên quan đến WPS
Không giống như WPS, cung cấp phạm vi hàn sản xuất, PQR liệt kê dữ liệu chính xác từ thử nghiệm và hỗ trợ nhiều phát triển WPS nếu các biến thẳng hàng. Các biến thiết yếu được giám sát chặt chẽ để đảm bảo tính toàn vẹn của mối hàn.
🔥PQR – Hồ sơ kiểm định quy trình 🧑🏭⚙️🔥
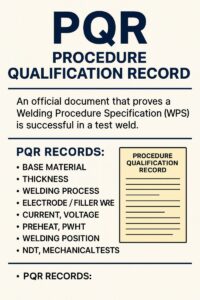
PQR (Bản ghi chứng nhận quy trình) ek tài liệu kỹ thuật chính thức hota hai jo ye proof karta hai ki jo WPS (Đặc tả quy trình hàn) banaya gaya hai, wo real hàn thử tôi thành công hai ya nahi.
Nói đơn giản thôi, PQR ek kiểm tra ka ghi hai jo quá trình hàn ki sức mạnh, chất lượng aur an toàn ko thực tế xác minh karta hai.
PQR cho tôi thông tin chi tiết sau đây ghi lại hoti hain:
Vật liệu cơ bản, độ dày, quy trình hàn (SMAW/GTAW/GMAW), điện cực hoặc dây phụ, dòng điện, điện áp, làm nóng trước, PWHT, vị trí hàn, kết quả NDT (RT/UT), kết quả kiểm tra cơ học aur kiểm tra độ bền kéo jaise, kiểm tra uốn cong và kiểm tra tác động.
Pehle test hàn hoti hai, uske baad NDT aur test cơ khí hoti hai. Agar saare test PASS hote hain tab PQR đã phê duyệt hota hai. Chúng tôi đã phê duyệt PQR ke base par hi WPS cuối cùng ủy quyền hota hai.
WPS bina PQR phê duyệt nahi hota aur bina được phê duyệt WPS ke sản xuất hàn được phép nahi hoti. Isliye PQR hàn chất lượng ka bằng chứng hota hai.
Chất lượng hàn ke liye WPS plan hota hai aur PQR us plan ka bằng chứng thực tế hota hai.
✅ PQR bao gồm những gì?
PQR chủ yếu gồm 4 mục:
1️⃣ Các biến số hàn (được sử dụng trong quá trình hàn)
Vật liệu cơ bản (mác tấm/ống)
Độ dày
Phương pháp hàn (SMAW, GTAW, GMAW, SAW)
Que hàn / Dây hàn phụ
Dòng điện, Điện áp, Cực tính
Gia nhiệt sơ bộ & Xử lý nhiệt sau hàn (PWHT)
Vị trí hàn
2️⃣ Kiểm tra cơ tính
Kiểm tra độ bền kéo
Kiểm tra độ bền uốn (Mối hàn / Mặt hàn)
Kiểm tra độ bền va đập (nếu có mã)
3️⃣ Kiểm tra không phá hủy (NDT)
Kết quả RT / UT
Kiểm tra trực quan
4️⃣ Kết quả & Phê duyệt
ĐẠT / KHÔNG ĐẠT
Phê duyệt của Khách hàng + Bên thứ ba + QA/QC
📄 MẪU BIỂU MẪU PQR
🔹 PHẦN – 1: THÔNG TIN CHUNG
Tên công ty
Tên dự án
Số PQR
Ngày
Số WPS (Tham chiếu)
🔹 PHẦN 2: VẬT LIỆU CƠ BẢN
Mác vật liệu
Độ dày
Đường kính ngoài ống / Kích thước tấm
Loại mối nối
🔹 PHẦN 3: CHI TIẾT HÀN
Quy trình hàn
Kích thước que hàn / que hàn phụ
Dòng điện (Amp)
Điện áp (Volt)
Cực tính
Nhiệt độ nung nóng trước
Nhiệt độ giữa các lớp hàn
🔹 PHẦN 4: XỬ LÝ NHIỆT
Có cần xử lý nhiệt sau hàn không? (Có/Không)
Nhiệt độ
Thời gian giữ nhiệt
🔹 PHẦN – 5: CHI TIẾT KIỂM TRA
Kiểm tra trực quan: ĐẠT / KHÔNG ĐẠT
Kiểm tra bằng tia X / siêu âm: ĐẠT / KHÔNG ĐẠT
Kết quả kiểm tra độ bền kéo
Kết quả kiểm tra độ bền uốn
Kiểm tra độ bền va đập (nếu có)
🔹 PHẦN – 6: KẾT QUẢ & PHÊ DUYỆT
Kết quả cuối cùng: ĐẠT / KHÔNG ĐẠT
Người chuẩn bị
Người kiểm tra
Người phê duyệt (Khách hàng / TPI / Trưởng bộ phận QC)
📝 QUY TRÌNH LẬP PQR NHƯ THẾ NÀO?
✅ Bước 1
Trước tiên, cần hàn tấm thử hoặc ống thử theo WPS đề xuất.
✅ Bước 2
Ghi các thông số thực tế của quá trình hàn
Dòng điện thực tế
Điện áp thực tế
Điện cực thực tế
Nhiệt độ nung nóng thực tế
✅ Bước 3
Kiểm tra mẫu hàn bằng mắt thường
Kiểm tra bằng tia X/siêu âm (RT/UT)
Kiểm tra cơ học
✅ Bước 4
Kết quả kiểm tra từ phòng thí nghiệm được đính kèm vào biểu mẫu PQR.
✅ Bước 5
Nếu tất cả các bài kiểm tra ĐẠT →
PQR ĐƯỢC DUYỆT ✅ → WPS CUỐI CÙNG dựa trên kết quả đó
Nếu KHÔNG ĐẠT →
Phải hàn lại + lập PQR mới ❌
PQR, Hồ sơ Chứng nhận Quy trình, WPS, Kỹ thuật Hàn, QA Cơ khí, QC Cơ khí, NDT, ASME, AWS, Chế tạo, Cuộc sống thợ Hàn, Kỹ sư Cơ khí, Kiểm soát Chất lượng, Đảm bảo Chất lượng
Làm thế nào để phát triển Hồ sơ Chứng nhận Quy trình Hàn (WPQR)?
74
Hồ sơ đánh giá quy trình hàn (WPQR)
Hồ sơ đánh giá quy trình hàn (WPQR) là một tài liệu chính thức ghi lại các biến hàn chính xác được sử dụng trong quá trình hàn thử nghiệm và kết quả của các thử nghiệm cơ học và không phá hủy được thực hiện trên mối hàn đó. Nó xác minh rằng một quy trình hàn nhất định (Đặc điểm kỹ thuật quy trình hàn, WPS) có thể tạo ra mối hàn âm thanh với các tính chất cơ học cần thiết và tuân thủ các quy tắc hoặc tiêu chuẩn hàn có liên quan. WPQR là bằng chứng cho thấy quy trình hàn đủ điều kiện để sử dụng trong sản xuất.
Các khía cạnh chính của WPQR bao gồm ghi lại các giá trị đơn lẻ, chính xác cho các biến hàn thiết yếu trong quá trình hàn thử, chẳng hạn như nhiệt độ làm nóng sơ bộ, dòng hàn, điện áp, độ dày vật liệu, chi tiết vật liệu phụ và các giá trị khác. Mối hàn thử nghiệm được thực hiện trên một phiếu giảm giá, sau đó phải trải qua các thử nghiệm khác nhau như kiểm tra độ căng, uốn cong và đôi khi là độ cứng hoặc va đập để xác nhận tính toàn vẹn và độ bền của mối hàn. WPQR hỗ trợ WPS bằng cách xác thực quy trình trong các điều kiện thử nghiệm được kiểm soát.
Tài liệu này khác với WPS ở chỗ WPS cung cấp các hướng dẫn và phạm vi cho các thông số hàn cần tuân theo trong quá trình sản xuất, trong khi WPQR phản ánh các thông số và kết quả thực tế từ thử nghiệm mối hàn đủ điều kiện. Cả hai đều là tài liệu bắt buộc khi mối hàn cần đáp ứng một tiêu chuẩn cụ thể như mã hàn ASME Section IX hoặc ISO.
Về bản chất, WPQR chứng nhận rằng quy trình hàn có thể tạo ra các mối hàn đáp ứng các tiêu chí chất lượng yêu cầu một cách đáng tin cậy, do đó giảm nguy cơ khuyết tật hoặc hỏng hóc trong các cụm hàn.
Govind Tiwari, PhD,CQP FCQI
Làm thế nào để phát triển Hồ sơ Chứng nhận Quy trình Hàn (WPQR)? 🔥
Việc phát triển Hồ sơ Chứng nhận Quy trình Hàn (WPQR) là một quy trình quan trọng đảm bảo các mối hàn được sản xuất tại hiện trường hoặc trong xưởng đáp ứng các yêu cầu nghiêm ngặt về chất lượng, an toàn và tuân thủ. Đây là nền tảng để thiết lập Quy định Quy trình Hàn (WPS).
🎯 Các bước toàn diện để phát triển WPQR:
➤Chọn quy trình hàn (SMAW, GTAW, GMAW, FCAW, v.v.)
➤Xác định loại hàn (Thủ công, Bán tự động, Tự động)
➤Chọn vật liệu cơ bản (Thông số kỹ thuật vật liệu, số P, số nhóm, phạm vi độ dày)
➤Chọn vật liệu trám (Thông số kỹ thuật, phân loại, kích thước)
➤Thiết lập vị trí hàn (Phẳng, Ngang, Dọc, Trên cao)
➤Thiết lập nhiệt độ nung nóng trước và nhiệt độ giữa các lớp hàn (theo quy định)
➤Quyết định PWHT (nếu cần) (Nhiệt độ, thời gian giữ, tốc độ làm nguội)
➤Thiết kế cấu hình mối hàn (Loại, chuẩn bị, lớp lót, v.v.)
➤Cố định các thông số điện (Loại dòng điện, cực tính, điện áp, phạm vi cường độ dòng điện)
➤Xác định loại khí bảo vệ và lưu lượng (cho (GTAW/GMAW/FCAW)
➤Ghi lại Tốc độ Di chuyển & Số lần Hàn
➤Thực hiện Hàn trên Phiếu Kiểm tra (trong điều kiện được kiểm soát)
➤Thực hiện Kiểm tra Phá hủy & Không Phá hủy (Kéo, Uốn, Va đập, Độ cứng, Macro)
➤Ghi lại Kết quả & So sánh với Tiêu chí Chấp nhận (theo quy chuẩn)
⚠️ Những Thách thức trong việc Phát triển WPQR:
-Diễn giải các quy chuẩn quốc tế phức tạp (ASME, ISO, AWS) 📚
-Quản lý các biến số hàn thiết yếu và không thiết yếu 🎛️
-Đảm bảo kiểm soát chính xác các thông số hàn trong quá trình thẩm định
-Phối hợp các bài kiểm tra phá hủy & không phá hủy trong thời hạn dự án 🕒
-Duy trì tài liệu có thể truy xuất nguồn gốc, sẵn sàng cho việc kiểm toán 📝
🚀 Những điểm chính:
-Luôn bắt đầu bằng việc hiểu rõ quy chuẩn và yêu cầu của khách hàng.
-Mọi biến số thiết yếu đều quan trọng — hãy ghi lại một cách chính xác.
– Các bài kiểm tra trình độ cần phản ánh điều kiện hàn thực tế trong sản xuất.
– Hợp tác chặt chẽ với thợ hàn, thanh tra viên và phòng thử nghiệm có trình độ.
– Sử dụng WPQR của bạn như một bản thiết kế cho việc kiểm soát chất lượng hàn lâu dài.
💡 Mẹo chuyên nghiệp:
WPQR của bạn không chỉ là một tệp tin — đó là hộ chiếu chất lượng hàn của bạn. Hãy phát triển nó một cách cẩn thận, và bạn sẽ tránh được việc phải làm lại, không tuân thủ và chậm trễ dự án.
📣 Bạn đang theo học một chứng chỉ hàn mới?
Cần hỗ trợ xây dựng cấu trúc tài liệu PQR/WPS của bạn?
Hãy kết nối — hãy để lại bình luận hoặc tin nhắn trực tiếp. Tôi rất vui được trao đổi thông tin chi tiết và các mẫu!
===
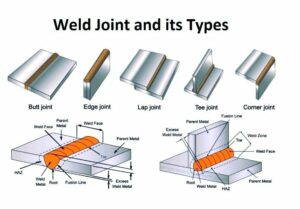
Mối hàn là các kết nối trong đó hai hoặc nhiều mảnh kim loại hoặc các vật liệu khác được nối với nhau bằng cách hàn. Có năm loại mối hàn chính thường được sử dụng trong các ứng dụng hàn khác nhau: khớp đối đầu, khớp tee, khớp vòng, khớp góc và khớp cạnh. Mỗi loại có những đặc điểm riêng phù hợp với nhu cầu kết cấu và chế tạo khác nhau.
Butt Joint
Khớp đối đầu được hình thành bằng cách đặt hai miếng kim loại phẳng từ cạnh này sang cạnh khác, thường được căn chỉnh trong cùng một mặt phẳng hoặc ở một góc từ 135 ° đến 180 °. Nó được sử dụng rộng rãi trong đường ống, xây dựng và chế tạo. Mối nối này cho phép hàn xuyên hoàn toàn để có độ bền cơ học mạnh và có thể yêu cầu chuẩn bị cạnh như vát cho vật liệu dày hơn. Các biến thể bao gồm rãnh vuông, rãnh vát và mối hàn rãnh U hoặc J.
Tee Joint
Mối hàn chữ T xảy ra khi hai mảnh được nối vuông góc với nhau, tạo thành hình chữ T. Nó là một loại mối hàn phi lê phổ biến trong kết cấu thép và ống. Mối nối này thường được hàn một hoặc cả hai mặt tùy thuộc vào yêu cầu tải trọng. Các khớp tee rất linh hoạt nhưng có thể dễ bị một số hỏng hóc nhất định như rách lớp.
Lap Joint
Mối hàn chồng được tạo ra bằng cách chồng lên nhau hai miếng kim loại với một góc nhỏ (0-5 °). Chúng điển hình trong công việc sửa chữa và các ứng dụng kim loại tấm, nơi các mảnh có độ dày khác nhau cần được nối với nhau. Hàn các mối nối đùi đúng cách giúp gia cố, nhưng chúng dễ bị ăn mòn nếu không được bảo dưỡng đúng cách.
Corner Joint
Các mối hàn góc nối hai miếng kim loại vuông góc để tạo thành hình chữ L và thường được sử dụng trong khung và gia công kim loại tấm. Mối nối này có thể được hình thành dưới dạng góc mở (hình chữ V) hoặc góc đóng và có thể bao gồm các loại mối hàn khác nhau như mối hàn rãnh vát hoặc phi lê, tùy thuộc vào độ bền và độ hoàn thiện cần thiết.
Edge Joint
Các mối nối cạnh liên quan đến việc nối hai miếng kim loại dọc theo các cạnh của chúng, đặt cạnh nhau, đôi khi với một hoặc cả hai cạnh bị cong. Chúng thường được sử dụng để nối các tấm mỏng hoặc tăng thêm độ bền cho các cạnh. Giống như các mối nối khác, các mối nối cạnh thường yêu cầu chuẩn bị cạnh cụ thể và có thể được hàn xung quanh các cạnh hoặc một phần khi cần thiết.
Các loại mối hàn cơ bản này được lựa chọn dựa trên các yếu tố như tải trọng được hỗ trợ, độ dày vật liệu, quá trình hàn, độ bền và tính thẩm mỹ mong muốn trong thành phẩm. Lựa chọn và chuẩn bị chính xác các mối hàn là rất quan trọng đối với tính toàn vẹn và độ bền của kết cấu hàn.
Saffi Ullah
🔧 Mối hàn và các loại mối hàn — Khái niệm cơ bản dành cho Chuyên gia QC & Hàn
Hiểu biết về các loại mối hàn khác nhau là điều cần thiết để đảm bảo tính toàn vẹn của kết cấu, lựa chọn quy trình hàn phù hợp và duy trì các tiêu chuẩn chất lượng trong chế tạo và thi công.
Dưới đây là năm loại mối hàn cơ bản thường được sử dụng trong ngành:
1. Mối hàn đối đầu
Được sử dụng để nối hai chi tiết trên cùng một mặt phẳng. Lý tưởng cho đường ống, công trình kết cấu và chế tạo tấm.
2. Mối hàn cạnh
Được tạo thành bằng cách đặt hai cạnh kim loại cạnh nhau. Phổ biến trong gia công kim loại tấm và chế tạo nhẹ.
3. Mối hàn chồng
Được tạo ra khi hai chi tiết chồng lên nhau. Có độ bền tốt và được sử dụng rộng rãi trong ngành công nghiệp ô tô và kim loại tấm.
4. Mối hàn chữ T
Một tấm được hàn góc 90° với tấm kia, tạo thành hình chữ “T”. Được sử dụng rộng rãi trong khung kết cấu và các cụm chế tạo.
5. Mối hàn góc
Được sử dụng để tạo góc 90° giữa hai tấm. Phổ biến trong các kết cấu dạng hộp, khung và chế tạo.
Mỗi loại mối hàn đều có mặt hàn, chân mối hàn, chân mối hàn, vùng ảnh hưởng nhiệt (HAZ) và đường hàn riêng, tất cả đều là những khu vực quan trọng để kiểm tra và kiểm soát chất lượng.
Là các chuyên gia hàn, kỹ sư và thanh tra QC, việc nắm vững những nguyên tắc cơ bản này giúp đảm bảo mối hàn an toàn, đáng tin cậy và chất lượng cao trong mọi dự án.
Hàn, Mối hàn, Chế tạo, Kiểm soát chất lượng, Kiểm tra viên QC, Kiểm tra hàn, NDT, CSWIP, ASNT, Kỹ thuật hàn, Chế tạo kim loại, Sản xuất, Kỹ thuật, Ngành xây dựng, Kỹ năng công nghiệp, Công nghệ hàn, Chất lượng hàn, HAZ, Luyện kim, Hàn kết cấu, Việc làm tại Ả Rập Xê Út, Kỹ năng kỹ thuật
Cách đọc WPS (Đặc điểm kỹ thuật quy trình hàn) | Khóa học CWI Mô-đun 5
Cách đọc WPS
Cách đọc Thông số kỹ thuật quy trình hàn (WPS) cho người mới bắt đầu
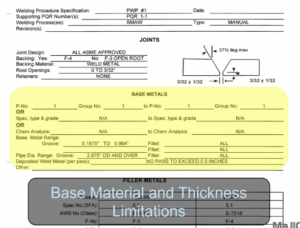
Đặc điểm kỹ thuật quy trình hàn (WPS) là một tài liệu chính thức bằng văn bản cung cấp hướng dẫn và thông số chi tiết cho thợ hàn để thực hiện một quy trình hàn cụ thể nhằm đảm bảo chất lượng, an toàn và tuân thủ các quy tắc. Để đọc WPS, trước tiên hãy xác định quy trình hàn được sử dụng (chẳng hạn như SMAW, GMAW, GTAW) và các kim loại cơ bản có liên quan. Sau đó, xem xét thiết kế và loại mối nối, vật liệu độn, các yêu cầu xử lý nhiệt trước và sau hàn (PWHT), vị trí hàn, loại khí và tốc độ dòng chảy, và các đặc tính điện bao gồm dải cường độ dòng điện và điện áp. WPS cũng bao gồm các biến được phân loại là thiết yếu, không cần thiết và bổ sung phải được tuân thủ cẩn thận hoặc đủ điều kiện để tạo ra mối hàn có thể chấp nhận được.
Các phần điển hình trong WPS bao gồm:
Thông tin quy trình hàn và vật liệu cơ bản
Thiết kế và kích thước khớp nối
Đặc điểm kỹ thuật kim loại phụ
Làm nóng trước và phạm vi nhiệt độ PWHT
Vị trí hàn cho phép
Các thông số điện (cường độ dòng điện, điện áp, cực)
Loại và lưu lượng khí bảo vệ
Hướng dẫn kỹ thuật như chuỗi hoặc dệt hạt
Đọc WPS liên quan đến việc hiểu các thông số này và đảm bảo hoạt động hàn sẽ được thực hiện trong phạm vi quy định để đáp ứng các quy tắc và tiêu chuẩn hàn hiện hành. WPS thường được hỗ trợ bởi Hồ sơ đánh giá quy trình (PQR), ghi lại các điều kiện mối hàn đã được thử nghiệm để chứng minh các thông số. WPS đóng vai trò như một công thức hướng dẫn thợ hàn sản xuất các mối hàn có thể lặp lại và tuân thủ quy tắc trên sàn xưởng.
Những điểm chính cần lưu ý khi đọc WPS:
Xác định quy trình hàn và vật liệu liên quan.
Kiểm tra loại mối nối và hình dạng mối hàn.
Xem xét tất cả các biến và phạm vi cần thiết để kiểm soát quy trình.
Lưu ý bất kỳ yêu cầu xử lý nhiệt trước hoặc sau hàn.
Thực hiện theo các cài đặt điện và khí che chắn được chỉ định.
Tuân thủ nghiêm ngặt các vị trí và kỹ thuật hàn được liệt kê.
Việc giải thích cẩn thận này đảm bảo các mối hàn đáp ứng các yêu cầu thiết kế và tiêu chuẩn chất lượng theo ASME, AWS, API hoặc các mã khác mà WPS đã được chuẩn bị và phê duyệt.
Jeff Molyneaux, C.E.T.
Cách đọc Thông số kỹ thuật Quy trình Hàn (WPS)
Mọi thợ hàn đều có thể tuân thủ WPS, nhưng đáng tiếc là một số người không quen với cách hiểu đúng các hướng dẫn được cung cấp và tầm quan trọng của chúng.
Đây là phần giới thiệu rất ngắn gọn để thợ hàn hiểu WPS hướng dẫn họ làm gì.
WPS là một quy trình hàn được viết ra, cung cấp hướng dẫn cho thợ hàn để tạo ra các mối hàn tốt. Hãy tưởng tượng WPS như công thức làm bánh, với mối hàn tuân thủ quy chuẩn được ví như chiếc bánh ngon.
WPS chỉ định các biến số thiết yếu và không thiết yếu phải tuân theo để đảm bảo mối hàn đáp ứng các yêu cầu về thiết kế và quy chuẩn. (Các thành phần và các bước cần tuân thủ để nướng bánh)
Các phần chính của mỗi WPS bao gồm:
Thiết kế mối hàn & Vật liệu cơ bản
Chỉ định vật liệu được nối, phạm vi độ dày, loại mối hàn và lớp lót. Nếu vật liệu hoặc mối hàn của bạn không khớp với danh sách, bạn cần một WPS khác.
Quy trình hàn & Kim loại đắp
Xác định quy trình hàn (SMAW, GMAW, GTAW, v.v.) và phân loại kim loại đắp cụ thể. Kim loại đắp sai sẽ dẫn đến các tính chất cơ học sai.
Thông số hàn (Các biến số thiết yếu)
Đây là những phạm vi quan trọng mà bạn PHẢI tuân thủ: dòng điện, điện áp, tốc độ hàn, nhiệt lượng đầu vào và nhiệt độ giữa các lớp hàn.
Làm việc ngoài các phạm vi này có nghĩa là bạn không đạt tiêu chuẩn quy trình hàn.
Nung nóng trước & PWHT
Xác định nhiệt độ nung nóng trước tối thiểu và nhiệt độ giữa các lớp hàn tối đa. Cũng nêu chi tiết bất kỳ yêu cầu xử lý nhiệt sau hàn nào.
Bỏ qua các bước này có thể dẫn đến nứt và không tuân thủ quy định.
Che chắn & Kỹ thuật
Bao gồm khí bảo vệ, vị trí hàn được chứng nhận, trình tự lớp hàn và kỹ thuật hàn. Sai lệch kỹ thuật có thể ảnh hưởng đến chất lượng mối hàn ngay cả khi các thông số chính xác.
WPS là một công thức hàn đạt chuẩn, nhưng nó không:
▪️Chứng minh rằng BẠN đủ điều kiện để sử dụng nó (đó là WPQ – Chứng nhận Hiệu suất Thợ hàn)
▪️Xác minh xem mọi mối hàn có được chấp nhận hay không (điều này tùy thuộc vào kế hoạch kiểm tra)
▪️Trình bày kết quả kiểm tra thực tế (được ghi trong Hồ sơ Chứng nhận Quy trình – PQR)
Điểm mấu chốt:
Một WPS tốt sẽ mô tả các yếu tố đầu vào và phương pháp cần thiết để tạo ra mối hàn tuân thủ quy chuẩn.
Khi có thắc mắc, hãy yêu cầu trợ giúp. Tốt hơn hết là dừng lại và làm rõ hơn là hàn ngoài quy trình và tạo ra sản phẩm hàn lại hoặc phế liệu.
Hiểu về Weaving trong hàn – Tại sao nó quan trọng*
74
Weaving tốt hơn hạt dây? | Hàn que
Hướng dẫn cơ bản về weaving 7018
Cách Weaving TIG với Weave Trainers
Dệt trong hàn là kỹ thuật trong đó hồ quang hàn hoặc điện cực được di chuyển theo chuyển động từ bên này sang bên kia để tạo ra hạt hàn rộng hơn. Kỹ thuật này giúp lấp đầy các mối nối rộng hoặc dày hiệu quả hơn bằng cách bao phủ diện tích bề mặt lớn hơn, cải thiện khả năng nhiệt hạch và thâm nhập, đặc biệt là đối với vật liệu dày hơn hoặc mối hàn nhiều lượt.
Mục đích và lợi ích
Weaving cho phép thợ hàn lấp đầy các khoảng trống rộng hơn và vật liệu dày hơn mà hàn hạt thẳng không thể che phủ hiệu quả. Nó cải thiện nhiệt hạch thành bên và độ bền cơ học bằng cách phân phối nhiệt và kim loại phụ đồng đều, ngăn ngừa các khuyết tật như thiếu nhiệt hạch. Nó cũng ổn định vũng mối hàn ở các vị trí thẳng đứng hoặc trên cao, cần thiết để kiểm soát dòng chảy kim loại và nhiệt đầu vào trong các mối hàn khó khăn.
Các mẫu dệt phổ biến
Weaving ngoằn ngoèo hoặc lưỡi liềm: Chuyển động từ bên này sang bên kia cung cấp khả năng xuyên thấu tốt và bao phủ các mối nối rộng, thường được sử dụng trong các mối hàn thẳng đứng.
Weaving tam giác: Kiểm soát chính xác để hàn trên cao, đảm bảo phân phối nhiệt và chất độn đồng đều mà không bị chảy xệ.
Whip Stitch (In-Line) Weave: Thường dành cho các mối hàn đường khâu tuyến tính dọc theo mối nối.
Bối cảnh sử dụng
Weaving đặc biệt hữu ích trong hàn vật liệu dày, thực hiện mối hàn nhiều lần hoặc khi làm việc ở các vị trí yêu cầu kiểm soát dòng kim loại nóng chảy (hàn thẳng đứng hoặc hàn trên cao). Nó cũng được sử dụng để kiểm soát nhiệt đầu vào tốt hơn để tránh cháy qua các kim loại mỏng và tạo ra các mối hàn nhất quán, hấp dẫn về mặt thị giác.
Tóm lại, dệt là một kỹ thuật hàn quan trọng để đảm bảo độ phủ rộng hơn, nhiệt hạch tốt hơn và kiểm soát các mối hàn dày hoặc phức tạp, đạt được bằng cách cố ý chuyển động ngang của điện cực hoặc mỏ hàn qua mối nối.
Mohsen Heydarbozorg
Hiểu về #Weaving trong hàn – Tại sao nó quan trọng*
Trong hoạt động hàn, *dệt* đề cập đến chuyển động từ bên này sang bên kia của điện cực khi mối hàn tiến triển dọc theo mối hàn. Kỹ thuật này đóng một vai trò quan trọng trong việc:
– Kiểm soát hình dạng và chiều rộng mối hàn
– Cải thiện sự liên kết thành bên
– Tăng mức độ độ thấu
– Giảm thiểu khuyết tật và biến dạng mối hàn
🔧 Khi nào cần thiết phải Weaving?
Kỹ thuật hàn Weaving thường được sử dụng khi:
– Mối hàn rộng hơn một lần hàn một lần
– Hàn nhiều lần không thực tế do hạn chế về không gian hoặc khả năng tiếp cận
– Mối hàn cần được hàn dính tốt hơn, đặc biệt là ở các cạnh
– Liên quan đến vật liệu dày hơn hoặc cấu hình mối hàn đặc biệt
📋 Tiêu chuẩn & Thông số kỹ thuật
Hầu hết các tiêu chuẩn hàn (ví dụ: ASME, AWS, ISO) khuyến nghị chiều rộng hàn không được vượt quá 2,5–3 lần đường kính điện cực. Việc Weaving quá mức có thể dẫn đến:
– Nhiệt lượng đầu vào cao hơn
– Hạt thô trong vùng ảnh hưởng nhiệt (HAZ)
– Giảm tính chất cơ học và tăng ứng suất dư
WPS (Đặc tả Quy trình Hàn) cần nêu rõ:
– Có được phép hàn Weaving không
– Chiều rộng hàn tối đa
– Các kiểu hoặc kỹ thuật được phép
– Vị trí áp dụng
🚫 Rủi ro do Kiểm soát Hàn Weaving kém
Việc hàn dệt không được kiểm soát có thể gây ra một số vấn đề:
1. *Nhiệt lượng đầu vào quá mức*
➤ Dẫn đến vùng ảnh hưởng nhiệt lớn hơn, độ bền kém và ứng suất dư.
2. *Thiếu liên kết & Cắt lõm*
➤ Dệt nhanh = liên kết kém ở chân mối hàn
➤ Dệt chậm = nhiệt độ quá cao, biến dạng
3. *Khuyết tật cơ học*
➤ Ảnh hưởng đến tốc độ nguội và cấu trúc vi mô
➤ Gây ra các vết nứt hoặc vùng mềm
4. *Ứng suất dư & Biến dạng*
➤ Gia nhiệt không đều gây cong vênh và lệch hướng
5. *Không tuân thủ Quy định*
➤ Việc sai lệch so với giới hạn Weaving WPS có thể dẫn đến mối hàn bị loại bỏ trong quá trình kiểm tra.
—
Kiểm soát Weaving đúng cách là điều cần thiết để đảm bảo chất lượng mối hàn, tính tuân thủ và tính toàn vẹn lâu dài. Nó không chỉ là một kỹ thuật mà còn là một thông số quan trọng trong thực hành hàn chất lượng.
Báo cáo thử nghiệm vật liệu (MTR), còn được gọi là Báo cáo thử nghiệm nhà máy hoặc Giấy chứng nhận thử nghiệm nhà máy (MTC), là một tài liệu đảm bảo chất lượng được sử dụng chủ yếu trong ngành kim loại để chứng nhận rằng một lô vật liệu cụ thể đáp ứng các tính chất hóa học, vật lý và cơ học cần thiết theo các tiêu chuẩn quy định (chẳng hạn như ASTM, ASME, ANSI hoặc EN). Nó đóng vai trò là bằng chứng cho thấy vật liệu được cung cấp tuân thủ các yêu cầu quy định và khách hàng cần thiết và cung cấp khả năng truy xuất nguồn gốc trở lại nhà sản xuất ban đầu.
Các yếu tố chính của báo cáo thử nghiệm vật liệu
Nhận dạng vật liệu: Các chi tiết như loại, cấp, tiêu chuẩn liên quan và thông số kỹ thuật của vật liệu.
Thành phần hóa học: Tỷ lệ phần trăm các nguyên tố như cacbon, mangan, lưu huỳnh, phốt pho, crom, niken, molypden, v.v., để đảm bảo tuân thủ các tiêu chuẩn.
Tính chất cơ học: Bao gồm độ bền chảy, độ bền kéo cuối cùng, độ giãn dài, độ cứng, giảm diện tích và đôi khi là độ dẻo dai va đập.
Xử lý nhiệt: Thông tin về bất kỳ quy trình xử lý nhiệt nào mà vật liệu đã trải qua.
Kết quả kiểm tra: Kết quả từ các thử nghiệm khác nhau như phân tích hóa học, thử nghiệm cơ học, thử nghiệm không phá hủy, thử nghiệm độ cứng và kiểm tra cấu trúc vi mô.
Truy xuất nguồn gốc và tuân thủ: MTR liên kết trở lại nhà sản xuất và xác nhận tuân thủ các tiêu chuẩn ngành, đảm bảo chất lượng và an toàn.
Mục đích và tầm quan trọng
Đảm bảo vật liệu phù hợp với ứng dụng dự kiến và đáp ứng các yêu cầu về an toàn và quy định.
Hoạt động như một tài liệu có thể truy xuất nguồn gốc cho trách nhiệm giải trình và kiểm soát chất lượng trong suốt quá trình sản xuất và xây dựng.
Ngăn ngừa hỏng hóc vật liệu bằng cách xác nhận tuân thủ các tiêu chí nghiêm ngặt, điều này rất quan trọng trong các ngành như xây dựng, sản xuất và kỹ thuật.
Tài liệu này rất quan trọng đối với cả nhà sản xuất và người dùng cuối để duy trì đảm bảo chất lượng và tuân thủ quy định trong toàn bộ chuỗi cung ứng.
Jeff Molyneaux, C.E.T.
Cách đọc Báo cáo kiểm tra vật liệu (MTR):
Ý nghĩa thực sự của những con số này
Bạn nhận được MTR kèm theo lô hàng thép của mình. Những con số này trông có vẻ chính thức, nhưng bạn có biết mình thực sự đang xem gì không? Dưới đây là những điều quan trọng và cần lưu ý.
MTR là gì?
Báo cáo kiểm tra vật liệu (Giấy chứng nhận kiểm tra nhà máy) là tài liệu từ nhà máy thép chứng nhận thành phần hóa học và tính chất cơ học của vật liệu. Nó là bằng chứng cho thấy những gì bạn đặt hàng là những gì bạn nhận được.
Thông tin chính về mỗi MTR:
Thông số kỹ thuật và cấp vật liệu. MTR phải nêu rõ thông số kỹ thuật (ASTM A36, CSA G40.21 350W, v.v.) và phù hợp với đơn đặt hàng của bạn.
Cấp sai = tính chất sai cho ứng dụng của bạn.
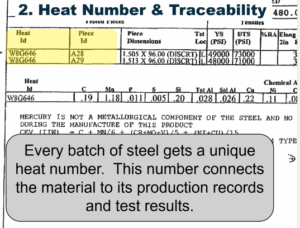
Mã số heat và khả năng truy xuất nguồn gốc Mỗi lô hàng đều có một mã số nhiệt duy nhất, kết nối vật liệu với hồ sơ sản xuất và kết quả thử nghiệm.
Không có mã số heat = không thể truy xuất nguồn gốc = tiềm ẩn các vấn đề về tuân thủ.
Thành phần hóa học: Liệt kê tỷ lệ phần trăm cacbon, mangan, silic, lưu huỳnh, phốt pho và các nguyên tố hợp kim khác. Các nguyên tố này phải nằm trong giới hạn thông số kỹ thuật. Hầu hết các loại thép hàn đều có Mã số tương đương cacbon (CE). Hãy chú ý đến hàm lượng cacbon và giá trị CE. Các giá trị này ảnh hưởng đến khả năng hàn và phản ứng xử lý nhiệt.
Tính chất cơ học
▪️Độ bền kéo: Ứng suất tối đa mà vật liệu có thể chịu được
▪️Độ bền chảy: Ứng suất mà tại đó biến dạng vĩnh viễn bắt đầu
▪️Độ giãn dài: Đo độ dẻo
▪️Độ giảm diện tích: Một chỉ số dẻo khác (nếu cần)
Các giá trị này phải đáp ứng hoặc vượt quá mức tối thiểu của thông số kỹ thuật.
Năng lượng hấp thụ và Nhiệt độ thử nghiệm (nếu có) Đối với các vật liệu yêu cầu thử nghiệm va đập (Charpy V-notch), nhiệt độ thử nghiệm rất quan trọng. Vật liệu có thể đạt ở nhiệt độ phòng nhưng không đạt ở -40°C khi thực tế được sử dụng.
Những dấu hiệu cảnh báo cần lưu ý:
▪️Thiếu số heat
▪️Thành phần hóa học vượt quá giới hạn thông số kỹ thuật
▪️Tính chất cơ học dưới mức tối thiểu
▪️Nhiệt độ thử nghiệm không phù hợp với điều kiện vận hành
▪️Tài liệu không rõ ràng hoặc bị thay đổi
▪️MTR không khớp với đơn đặt hàng
Tại sao MTR lại quan trọng:
Đối với bình chịu áp lực, thép kết cấu và các ứng dụng quan trọng về an toàn, MTR là tài liệu pháp lý về việc tuân thủ vật liệu. Thanh tra viên, kỹ sư và các công ty bảo hiểm dựa vào chúng để xác minh vật liệu đáp ứng các yêu cầu của quy chuẩn.
Sử dụng vật liệu không có MTR phù hợp có thể dẫn đến:
▪️Kiểm tra không đạt và dự án bị trì hoãn
▪️Các vấn đề về trách nhiệm pháp lý nếu xảy ra lỗi
▪️Không thể chứng minh việc tuân thủ quy chuẩn
▪️Quy trình hàn bị từ chối
Mẹo chuyên nghiệp: Luôn kiểm tra số heat được đóng dấu trên vật liệu thực tế có khớp với MTR hay không. Chúng tôi đã chứng kiến MTR bị tráo đổi giữa các lô hàng, dẫn đến việc sử dụng sai vật liệu trong các ứng dụng quan trọng.
Khi còn nghi ngờ, việc kiểm tra xác minh độc lập có thể xác nhận những gì bạn nhận được. Chỉ cần vài trăm đô la cho việc kiểm tra có thể giúp bạn tránh được hàng chục ngàn đô la chi phí sửa chữa hoặc trách nhiệm pháp lý.
Số heat là một số nhận dạng duy nhất được gán cho một lô kim loại cụ thể được sản xuất trong một quy trình nấu chảy duy nhất tại một nhà máy thép.
Nó được sử dụng để truy tìm:
a. Nguồn gốc vật liệu
b. Thành phần hóa học
c. Tính chất cơ học
d. Lịch sử xử lý nhiệt
🔹 Tầm quan trọng của Số heat trong Đường ống.
Số heat rất quan trọng trong ngành công nghiệp dầu khí để đảm bảo:
1️⃣ Khả năng truy xuất nguồn gốc vật liệu
Giúp truy tìm đường ống trở lại lô sản xuất ban đầu.
Xác nhận sự tuân thủ các thông số kỹ thuật hóa học và cơ học.
Quan trọng đối với các ứng dụng áp suất cao và nhiệt độ cao.
2️⃣ Đảm bảo chất lượng
Liên kết với Báo cáo kiểm tra vật liệu (MTR) hoặc Báo cáo kiểm tra tại nhà máy.
Được sử dụng trong quá trình kiểm tra và đánh giá để xác minh sự tuân thủ các tiêu chuẩn.
3️⃣ Phân tích lỗi
Nếu xảy ra lỗi, số lô sản xuất giúp xác định lô sản xuất và nguyên nhân gốc rễ.
4️⃣ Tuân thủ tiêu chuẩn
Bắt buộc theo các tiêu chuẩn như:
ASME B31.3 (Ống dẫn công nghiệp)
API 5L (Ống dẫn)
Tiêu chuẩn ASTM (ví dụ: ASTM A106)
🔹 Số heat sản xuất nằm ở đâu?
Thông thường:
Được đóng dấu hoặc đánh dấu trên bề mặt ống
Gần đầu ống
Trên thẻ gắn kèm (đối với ống đường kính nhỏ)
🔹 Số heat sản xuất trong MTR (Báo cáo kiểm tra vật liệu)
MTR chứa:
a. Thành phần hóa học
b. Tính chất cơ học (độ bền kéo, giới hạn chảy, độ giãn dài)
Xác nhận tuân thủ
Số heat sản xuất trên ống phải khớp với MTR.
🔹 Cách sử dụng Mã số lô hàn
Trong quá trình mua sắm
a. Được kiểm tra đối chiếu với bảng kê vật liệu (MTR) để đáp ứng các thông số kỹ thuật của dự án.
b. Trong quá trình chế tạo
Được ghi lại trong các tài liệu hàn và chế tạo.
c. Trong quá trình kiểm tra
Được kiểm tra để xác nhận sự tuân thủ các tiêu chuẩn.
d. Trong quá trình vận hành
Được sử dụng cho bảo trì, sửa chữa và điều tra sự cố.
🔹 Tóm tắt (Ngắn gọn)
Số heat hàn đảm bảo khả năng truy xuất nguồn gốc vật liệu đầy đủ, kiểm soát chất lượng, an toàn và tuân thủ trong hệ thống đường ống.
Nó liên kết đường ống vật lý với các chứng chỉ kiểm tra và hồ sơ sản xuất, làm cho nó trở nên thiết yếu trong ngành dầu khí và công nghiệp chế biến.
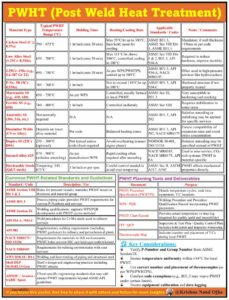
Xử lý nhiệt sau hàn (PWHT) là một quá trình nhiệt có kiểm soát được áp dụng cho vật liệu sau khi hàn, trong đó vật liệu được làm nóng lại đến nhiệt độ thấp hơn nhiệt độ biến đổi tới hạn thấp hơn và được giữ ở đó trong một thời gian xác định. Mục đích chính của PWHT là giảm ứng suất dư hình thành trong quá trình hàn do gia nhiệt và làm mát nhanh, có thể gây biến dạng, nứt và giảm hiệu suất cơ học. Ngoài ra, PWHT giúp giải quyết những thay đổi cấu trúc vi mô từ hàn có thể làm tăng độ cứng và giảm độ dẻo dai và độ dẻo. Bằng cách giảm những ứng suất này và tinh chỉnh cấu trúc luyện kim, PWHT cải thiện độ dẻo dai, độ dẻo, độ bền của mối hàn và đôi khi phục hồi khả năng chống ăn mòn. Quá trình này rất cần thiết cho sự an toàn và hiệu suất tối ưu, đặc biệt là trong các ngành công nghiệp như dầu khí, hóa dầu, nhà máy điện, bình chịu áp lực và hàng không vũ trụ, nơi các mối hàn tiếp xúc với ứng suất cao và điều kiện khắc nghiệt.
Các phương pháp PWHT phổ biến bao gồm giảm ứng suất (gia nhiệt đến nhiệt độ xác định, thường là 550-650 ° C đối với thép cacbon, sau đó giữ và làm mát có kiểm soát), bình thường hóa, ủ, ủ và gia nhiệt cảm ứng. Các thông số chính xác phụ thuộc vào vật liệu, loại mối hàn và yêu cầu dịch vụ.
Shahid Shabbir
𝗪𝗵𝗮𝘁 𝗶𝘀 𝗣𝗪𝗛𝗧 (𝗣𝗼𝘀𝘁 𝗪𝗲𝗹𝗱 𝗛𝗲𝗮𝘁 𝗧𝗿𝗲𝗮𝘁𝗺𝗲𝗻𝘁)?
Xử lý nhiệt sau hàn (PWHT) là một quy trình được áp dụng sau khi hàn để nâng cao chất lượng, độ bền và độ an toàn của các chi tiết hàn. Quá trình hàn tạo ra ứng suất dư và thay đổi các đặc tính vật liệu, có thể ảnh hưởng đến độ bền và độ tin cậy. PWHT làm giảm các ứng suất này, phục hồi các đặc tính cơ học và giảm nguy cơ nứt hoặc hỏng.
PWHT có thể giúp gì?
1. Giảm ứng suất dư: Hàn gây ra sự gia nhiệt và làm nguội không đều, để lại các ứng suất bên trong. PWHT giúp cân bằng và giảm các ứng suất này.
2. Ngăn ngừa nứt: Nó giảm thiểu nguy cơ nứt, đặc biệt là trong các mối hàn dày hoặc chịu ứng suất cao.
3. Cải thiện độ bền: PWHT làm cho vật liệu hàn ít giòn hơn và bền hơn.
4. Phục hồi các đặc tính: Nó phục hồi độ bền, độ cứng và độ dẻo bị mất trong quá trình hàn.
Bạn có biết cách nào để xử lý bề mặt kim loại không?
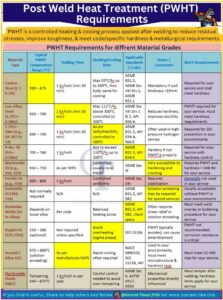
Các yêu cầu về PWHT phụ thuộc vào:
• Loại vật liệu: Thép cacbon, thép hợp kim thấp và một số loại thép không gỉ thường yêu cầu PWHT.
• Độ dày: Vật liệu trên 19 mm thường cần PWHT để giảm ứng suất sâu hơn.
• Điều kiện vận hành: Các bộ phận tiếp xúc với môi trường áp suất cao, nhiệt độ cao hoặc ăn mòn.
• Tuân thủ quy định: Các tiêu chuẩn như ASME Mục VIII, B31.3 và API 570 yêu cầu PWHT trong một số trường hợp cụ thể.
Thép hợp kim thấp (ví dụ: Cr-Mo):
• Được sử dụng trong môi trường áp suất cao, nhiệt độ cao.
• Nhiệt độ: 600°C–750°C (1112°F–1382°F).
• Thép cacbon:
• Thường được sử dụng cho độ dày >19 mm.
• Nhiệt độ: 590°C–675°C (1094°F–1247°F).
2. Thép hợp kim thấp (ví dụ: Cr-Mo):
• Được sử dụng trong môi trường áp suất cao, nhiệt độ cao.
• Nhiệt độ: 600°C–750°C (1112°F–1382°F).
3. Thép không gỉ:
• Một số loại thép (ví dụ: martensitic hoặc ferritic) có thể cần hàn phủ kim loại (PWHT) để ngăn ngừa nứt do ăn mòn ứng suất.
• Nhiệt độ thay đổi tùy theo loại.
4. Mối hàn kim loại khác nhau:
• Hàn phủ kim loại (PWHT) rất quan trọng để tránh nứt do sự khác biệt về độ giãn nở nhiệt.
• Nhiệt độ được thiết lập dựa trên vật liệu có yêu cầu PWHT thấp hơn.
𝗛𝗼𝘄 𝗗𝗼𝗲𝘀 𝗣𝗪𝗛𝗧 𝗪𝗼𝗿𝗸?
1. Làm nóng: Làm nóng dần vật liệu đến nhiệt độ quy định.
2. Thời gian giữ: Duy trì nhiệt độ trong một khoảng thời gian nhất định, tùy thuộc vào vật liệu và độ dày.
3. Làm nguội: Làm nguội vật liệu từ từ để tránh tạo ra ứng suất mới.
Hàn PWHT là một quy trình hàn thiết yếu cho:
• Bình chịu áp lực, đường ống và nồi hơi.
• Các chi tiết trong môi trường chịu ứng suất cao hoặc nhiệt độ cao.
• Hàn trong điều kiện ăn mòn.
• Hàn PWHT không chỉ là một quy trình kỹ thuật; nó còn thiết yếu để đảm bảo an toàn, độ tin cậy và tuổi thọ của các chi tiết hàn. Bằng cách giảm ứng suất, cải thiện tính chất vật liệu và đáp ứng các tiêu chuẩn công nghiệp, PWHT nâng cao hiệu suất và độ bền của các kết cấu quan trọng. Luôn tuân thủ các yêu cầu về vật liệu và quy chuẩn để đạt được
PWHT, Xử lý nhiệt sau hàn, Chất lượng hàn, Kiểm tra hàn, Chế tạo, Kỹ thuật đường ống, Kỹ thuật cơ khí, Quy chuẩn hàn, Chất lượng dầu khí
Govind Tiwari, PhD,CQP FCQI
Tổng quan về các yêu cầu của PWHT🔥
PWHT là phương pháp xử lý nhiệt có kiểm soát được áp dụng sau khi hàn để giảm ứng suất dư và tinh chỉnh cấu trúc vi mô của mối hàn và kim loại cơ bản. Phương pháp này ngăn ngừa các vấn đề như gãy giòn, HIC và nứt do ăn mòn ứng suất—đặc biệt là trong môi trường axit có tiếp xúc với H₂S.
📣 PWHT giảm thiểu những rủi ro này bằng cách:
🔹Cho phép hydro bị giữ lại khuếch tán (nếu không có thể gây ra nứt chậm)
🔹Làm mềm các vùng chịu ảnh hưởng nhiệt đã cứng (HAZ)
🔹Giảm sự tập trung ứng suất
🔹Khôi phục độ dẻo và độ bền
🔹Cải thiện khả năng chống rão cho các ứng dụng nhiệt độ cao
Khi nào cần sử dụng PWHT?
✅ Dựa trên:
– Loại vật liệu: CS, Cr-Mo, thép hợp kim thấp, thép không gỉ martensitic
– Độ dày mối hàn: Ví dụ: ASME B31.3 yêu cầu hàn PWHT cho mối hàn CS >19 mm
– Điều kiện làm việc: Làm việc với nhiệt độ cao (H₂S), tải tuần hoàn, áp suất cao/nhiệt độ cao
– Thông số kỹ thuật của khách hàng: Shell DEP, ADNOC, ARAMCO, SABIC
– Mã áp dụng: ASME Sec VIII, B31.3, B31.1, B31.4, API 582, NACE MR0175
🚀 Quy trình hàn PWHT từng bước:
→ Xác định các thông số trong WPS/PQR, chỉ định vị trí đặt cặp nhiệt điện
Nung nóng sơ bộ (nếu có)
→ Ngăn ngừa sốc nhiệt trong vật liệu có thể tôi cứng
Nung nóng có kiểm soát
→ Thông thường ≤55°C/giờ cho CS để tránh nứt
Ngâm
→ Giữ ở nhiệt độ mục tiêu (ví dụ: 620–740°C) trong 1 giờ/inch độ dày
Làm mát có kiểm soát
→ Làm mát chậm đến 300°C; sau đó làm mát bằng không khí
Kiểm tra & Ghi chép
→ Biểu đồ đánh giá QA/QC; Dữ liệu có trong MDR/TOP
⚠️ Những thách thức thường gặp về PWHT:
🔸 Vị trí đặt cặp nhiệt điện không chính xác ảnh hưởng đến độ chính xác của quá trình ngâm
🔸 Hiệu chuẩn thiết bị kém → không tuân thủ WPS
🔸 Ram quá mức hoặc ram dưới mức dẫn đến suy giảm tính chất cơ học
🔸 Hiểu sai ngưỡng độ dày của quy định
🔸 Gia nhiệt không đồng đều trong các mối hàn lớn hoặc không đồng đều
🔸 Thiếu sót trong tài liệu trong quá trình kiểm toán hoặc đánh giá MDR của khách hàng
🎯 Những điểm chính cần lưu ý:
✅ PWHT không phải là giải pháp phù hợp cho tất cả – hãy điều chỉnh nó theo vật liệu, độ dày và dịch vụ
✅ WPS/PQR phải phù hợp với các thông số PWHT cụ thể của công việc
✅ Khả năng truy xuất nguồn gốc và hiệu chuẩn phù hợp là không thể thương lượng
✅ Việc tuân thủ NACE MR0175 đòi hỏi phải kiểm soát độ cứng—không chỉ nhiệt độ
✅ Các tiêu chuẩn cụ thể của khách hàng (Shell, ADNOC, v.v.) có thể áp dụng Yêu cầu khắt khe hơn
======
qms, chất lượng, iso9001, qa, qc, PWHT, Kỹ thuật hàn, QAQC, Chế tạo, Luyện kim, ASME, API, NACE, Xử lý nhiệt, Dầu khí, Nhà máy lọc dầu, Đường ống quy trình, Kỹ thuật xuất sắc, Dịch vụ chu đáo, WPS, PQR, Cải tiến liên tục, Lãnh đạo về chất lượng
Xử lý nhiệt sau hàn (PWHT) là một quá trình nhiệt có kiểm soát áp dụng cho các thành phần hàn sau khi hàn. Nó liên quan đến việc hâm nóng vật liệu hàn đến nhiệt độ thấp hơn nhiệt độ biến đổi tới hạn thấp hơn, giữ nó ở nhiệt độ đó trong một khoảng thời gian xác định và sau đó làm mát nó ở tốc độ được kiểm soát. Mục đích chính của PWHT là giảm ứng suất dư do quá trình hàn gây ra, giảm nguy cơ nứt, cải thiện các tính chất cơ học như độ dẻo dai và độ dẻo, đồng thời khôi phục hoặc điều chỉnh mức độ cứng trong vùng ảnh hưởng nhiệt và vật liệu cơ bản.
PWHT rất cần thiết vì hàn tạo ra gradient nhiệt đáng kể gây ra ứng suất dư và có thể làm thay đổi cấu trúc vi mô của kim loại, dẫn đến tăng độ cứng nhưng giảm độ dẻo dai. Bằng cách áp dụng PWHT một cách cẩn thận, các ứng suất này được phân bổ lại và giảm xuống mức chấp nhận được, giảm thiểu sự hình thành pha giòn và ngăn ngừa các hỏng hóc như nứt hoặc gãy nghiêm trọng trong các bộ phận quan trọng. PWHT là bắt buộc hoặc được khuyến nghị mạnh mẽ trong nhiều ngành công nghiệp, bao gồm dầu khí, hạt nhân, hóa dầu và sản xuất điện, đặc biệt đối với các vật liệu có độ bền cao hoặc dày, nơi nhạy cảm với nứt do ăn mòn do ứng suất là mối quan tâm.
Các thông số quy trình như nhiệt độ, thời gian giữ và tốc độ làm mát phụ thuộc vào các yếu tố như loại vật liệu, độ dày, quy trình hàn và điều kiện sử dụng. Các mã và tiêu chuẩn như ASME Phần VIII và ASME B31.3 quy định các yêu cầu đối với PWHT, bao gồm cả sự cần thiết dựa trên hóa học và độ dày của vật liệu. PWHT được thực hiện chính xác duy trì độ bền, chất lượng và độ dẻo của vật liệu, trong khi PWHT không chính xác hoặc bỏ qua có thể dẫn đến giảm độ bền kéo, độ bền rão, độ dẻo dai của rãnh và tăng tính nhạy cảm với ăn mòn.
Tóm lại, PWHT cải thiện chất lượng và độ bền của mối hàn bằng cách giảm ứng suất, tăng cường tính chất luyện kim và đảm bảo tuân thủ các quy tắc an toàn cho các ứng dụng quan trọng. Đây là một bước quan trọng trong quy trình hàn, nơi tính toàn vẹn của cấu trúc và hiệu suất lâu dài là điều tối quan trọng.
Tham khảo:
Xử lý nhiệt sau mối hàn (PWHT) là gì? Quy trình, ưu điểm của nó và hơn thế nữa
Xử lý nhiệt sau hàn – Wikipedia tiếng Việt
Xử lý nhiệt sau mối hàn (PWHT): Hướng dẫn chuyên sâu – EPCLand
Xử lý nhiệt sau hàn | Quá nhiệt
Krishna Nand Ojha
🔥Xử lý Nhiệt Sau Hàn (PWHT) – Xương sống Ẩn của Tính Toàn vẹn Mối hàn
Trong các ngành công nghiệp có rủi ro cao như Dầu khí, Hóa dầu, Điện và Lọc dầu, PWHT không chỉ là một mục kiểm tra — mà còn là một quy trình kỹ thuật quan trọng, quyết định tính an toàn, độ tin cậy và tuổi thọ của thiết bị áp lực và hệ thống đường ống.
🔍 PWHT chính xác là gì? Xử lý nhiệt sau hàn (PWHT) là quá trình gia nhiệt và làm nguội có kiểm soát được áp dụng cho chi tiết hàn sau khi hàn.
Mục đích của nó là gì? Để giảm ứng suất dư, tinh chỉnh cấu trúc vi mô và khôi phục các đặc tính cơ học bị ảnh hưởng trong quá trình hàn.
Trong quá trình hàn, quá trình gia nhiệt và làm nguội nhanh tạo ra ứng suất kéo dư trong và xung quanh vùng hàn. Nếu không được xử lý, những ứng suất này có thể dẫn đến:
⚠️ Gãy giòn
⚠️ Nứt do hydro (HIC)
⚠️ Nứt do ăn mòn ứng suất (SCC) – đặc biệt là trong môi trường làm việc chua (H₂S).
🎯 Tại sao nên thực hiện PWHT
PWHT mang lại nhiều lợi ích về mặt luyện kim và cơ học:
🔹 Giảm ứng suất bên trong và ứng suất dư
🔹 Cho phép khuếch tán hydro bị giữ lại (ngăn ngừa nứt chậm)
🔹 Giảm độ cứng và phục hồi độ dẻo trong vùng HAZ
🔹 Tăng cường khả năng chống rão và mỏi cho ứng dụng nhiệt độ cao
🔹 Cải thiện độ bền mối hàn tổng thể và độ ổn định kích thước
Khi nào cần sử dụng PWHT?
Nhu cầu về PWHT phụ thuộc vào một số yếu tố, bao gồm:
🔹 Vật liệu – Thép cacbon, hợp kim Cr-Mo, thép hợp kim thấp, thép không gỉ martensitic
🔹 Độ dày – Theo ASME B31.3, PWHT được yêu cầu cho các mối hàn thép cacbon >19 mm
🔹 Ứng dụng – Điều kiện tải trọng áp suất cao, nhiệt độ cao, tải trọng chua hoặc tải trọng tuần hoàn
🔹 Tiêu chuẩn & Thông số kỹ thuật – ASME Mục VIII, ASME B31.3, API 582, API 934-A, NACE MR0175/MR0103
🔹 Yêu cầu của khách hàng – Tùy thuộc vào triết lý thiết kế và mức độ quan trọng của dịch vụ
PWHT – Tổng quan từng bước
1️⃣ Lập kế hoạch & Thẩm định:
Xác định nhiệt độ PWHT, thời gian giữ và tốc độ gia nhiệt/làm nguội trong WPS, được xác nhận thông qua PQR. Xác định vị trí cặp nhiệt điện và đảm bảo hiệu chuẩn.
2️⃣ Gia nhiệt sơ bộ (nếu cần):
Được áp dụng trước khi hàn hoặc PWHT đối với thép Cr-Mo hoặc thép hợp kim để tránh nứt nguội và sốc nhiệt.
3️⃣ Gia nhiệt có kiểm soát:
Tăng nhiệt độ từ từ (thường ≤55°C/giờ đối với thép cacbon) để tránh biến dạng và nứt.
4️⃣ Ngâm:
Duy trì nhiệt độ quy định (thường là 620–740°C) trong thời gian giữ nhiệt cần thiết — thường là 1 giờ cho mỗi inch độ dày.
5️⃣ Làm nguội có kiểm soát:
Làm nguội dần (≤55°C/giờ xuống 300°C), sau đó làm mát bằng không khí để giảm thiểu sự hình thành ứng suất mới.
6️⃣ Kiểm tra & Xem xét hồ sơ:
Tất cả biểu đồ PWHT, số đọc cặp nhiệt điện và hồ sơ hiệu chuẩn đều được QA/QC và Đại diện Khách hàng xác minh và lưu trữ trong MDR/TOP để tuân thủ.
Thử nghiệm va đập được yêu cầu theo ASME B31.3 khi đáp ứng một số điều kiện nhất định liên quan đến loại vật liệu, nhiệt độ kim loại thiết kế tối thiểu (MDMT) và độ dày thành ống. Đặc biệt:
Thử nghiệm va đập là bắt buộc nếu sự kết hợp giữa độ dày vật liệu và MDMT giảm xuống dưới một đường cong quy định trong ASME B31.3. Điều này có nghĩa là nếu nhiệt độ thiết kế tối thiểu của vật liệu dưới -18 ° C (0 ° F) và độ dày sao cho đường cong không được đáp ứng, thì cần phải kiểm tra va đập của kim loại mối hàn.
Đối với thử nghiệm va đập kim loại mối hàn, phiếu kiểm tra chất lượng phải được thử nghiệm ở nhiệt độ bằng hoặc thấp hơn MDMT nếu nó nhỏ hơn -18 °C, ngoại trừ khi vật tư hàn đã được phân loại để đáp ứng các yêu cầu va đập ở nhiệt độ đó.
Thử nghiệm va đập bao gồm vật liệu cơ bản, trình độ quy trình hàn và mối hàn sản xuất khi có thể.
Miễn trừ tồn tại khi tỷ lệ ứng suất thiết kế so với ứng suất cho phép thấp (dưới khoảng 0,35) hoặc khi vật tư hàn đủ tiêu chuẩn đã đáp ứng các yêu cầu về độ bền va đập.
Đối với nhiệt độ cực thấp (như dưới -320 ° F / -196 ° C), các thử nghiệm va đập phải được thực hiện trên tất cả các nguyên liệu thô và trình độ quy trình hàn bất kể MDMT.
Mã cung cấp các đường cong và bảng cụ thể để xác định xem có cần thử nghiệm va đập hay không dựa trên nhóm vật liệu, độ dày và MDMT.
Tóm lại, thử nghiệm va đập theo ASME B31.3 thường được yêu cầu đối với vật liệu đường ống xử lý và mối hàn khi hoạt động ở hoặc dưới nhiệt độ thấp nhất định với độ dày quy định để đảm bảo độ dẻo dai và ngăn ngừa đứt gãy giòn, nhưng các trường hợp miễn trừ và relaxations tồn tại tùy thuộc vào tỷ lệ ứng suất, cấp vật liệu và vật tư tiêu hao được sử dụng.
Mahmoud Khaled
🎯 Hiểu rõ khi nào cần Kiểm tra Va đập theo ASME B31.3
Kiểm tra va đập được yêu cầu khi nhiệt độ kim loại thiết kế tối thiểu (MDMT) thấp hơn nhiệt độ tối thiểu cho phép của vật liệu đã chọn.
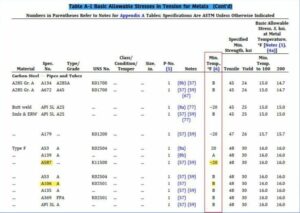
Theo ASME B31.3, bạn có thể tìm thấy thông tin này trong Bảng A-1, liệt kê các vật liệu và nhiệt độ thiết kế tối thiểu tương ứng.
Nếu bảng hiển thị giá trị số, đó là nhiệt độ thấp nhất mà vật liệu có thể được sử dụng mà không cần kiểm tra va đập.
👉 Nếu nhiệt độ thiết kế thấp hơn giá trị này — kiểm tra va đập trở nên bắt buộc.
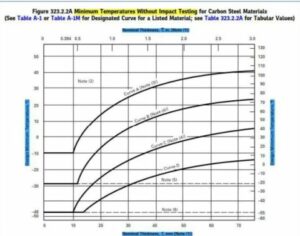
Nếu bảng hiển thị ký hiệu chữ cái (A, B, C hoặc D) thay vì số, bạn phải tham khảo Hình 323.2.2A, trong đó cung cấp các đường cong độ dẻo dai (đường cong A–D) cho từng nhóm vật liệu.
👉 Bằng cách sử dụng độ dày của vật liệu, bạn xác định vị trí giao điểm của đường cong tương ứng để xác định nhiệt độ thấp nhất cho phép mà không cần thử nghiệm va đập.
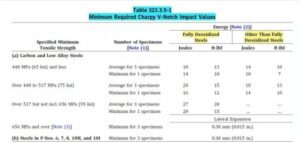
Nếu nhiệt độ thiết kế của bạn thấp hơn giá trị này, thử nghiệm va đập sẽ được thực hiện ở nhiệt độ thiết kế và kết quả phải đáp ứng các tiêu chí chấp nhận trong Bảng 323.3.5-1
ASME, B31.3, Thử nghiệm Va đập, Kỹ thuật Hàn, Tính toàn vẹn Cơ học, Đường ống Áp lực, Tiêu chuẩn Kỹ thuật, Lựa chọn Vật liệu, Đường ống Quy trình, Luyện kim, Kiểm tra Hàn




Tại sao slide này quan trọng?
Trong môi trường chuyên nghiệp, việc sử dụng hướng dẫn này đảm bảo hiệu quả chi phí (không sử dụng quy trình chậm như TIG cho tấm dày 50mm) và tính toàn vẹn cấu trúc (không sử dụng MMA trên titan, điều này sẽ làm hỏng kim loại).
1. Phân tích theo loại vật liệu
Các kim loại khác nhau phản ứng khác nhau với nhiệt và môi trường. Việc lựa chọn quy trình ở đây chủ yếu liên quan đến việc sử dụng khí bảo vệ và kiểm soát ô nhiễm.
Thép: Loại vật liệu này rất đa dụng. Vì chúng tương đối ổn định dưới tác động của nhiệt (so với các kim loại phản ứng), hầu hết các quy trình (MMA, TIG, MIG/MAG, SAW) đều có thể được sử dụng tùy thuộc vào ứng dụng.
Kim loại phản ứng (Nhôm, Titan): Các kim loại này bị oxy hóa ngay lập tức khi tiếp xúc với không khí ở nhiệt độ cao. Do đó, chúng yêu cầu hàn TIG hoặc MIG vì các quy trình này sử dụng khí bảo vệ trơ (như Argon) để bảo vệ hoàn toàn vũng hàn khỏi không khí.
Hợp kim gốc Niken: Tương tự như thép, các hợp kim này rất bền và có thể được hàn bằng hầu hết các quy trình, mặc dù cần có các vật liệu phụ chuyên dụng.
Hợp kim gốc Đồng: Đồng có độ dẫn nhiệt cực cao (nó hút nhiệt ra khỏi mối hàn rất nhanh). Hàn TIG và MIG được ưa chuộng vì chúng cung cấp lượng nhiệt cao và tập trung cần thiết để duy trì vũng nóng chảy.
2. Phân loại theo độ dày vật liệu
Độ dày của kim loại quyết định lượng “độ xuyên thấu” và “lượng kim loại được thêm vào” (lượng kim loại được lắng đọng) cần thiết.
MMA (Hàn hồ quang kim loại thủ công/Hàn que): Thường được sử dụng cho các tiết diện trên 3mm. Khó sử dụng trên các tấm rất mỏng vì nhiệt độ cao có thể “cháy xuyên” kim loại.
TIG (Hàn khí trơ vonfram): Tốt nhất cho các tiết diện mỏng (< 10mm). Nó cung cấp độ chính xác và khả năng kiểm soát cao nhất nhưng “năng suất thấp” vì quá trình này chậm.
MIG/MAG/FCAW (Hàn dây): Đây là những “công cụ chủ lực” cho độ dày trung bình (3 đến 30mm). Chúng là bán tự động và nhanh hơn nhiều so với TIG hoặc MMA.
SAW (Hàn hồ quang chìm): Đây là một quy trình tự động, mạnh mẽ dành cho các tấm rất dày (15mm đến 150mm trở lên). Nó sử dụng một lớp thuốc hàn dạng hạt để tạo ra nhiệt lượng lớn và độ xuyên thấu sâu mà không bị bắn tóe.
#WeldingEngineering #MaterialScience #Metallurgy #StructuralEngineering #NondestructiveTesting #WeldingInspection #Manufacturing #IndustrialEngineering #ProjectManagement #TWI