Các nguyên tố hợp kim chính trong thép không gỉ
-
Crom (Cr): Hiện diện thường ở mức 10-25%, crom là nguyên tố hợp kim quan trọng nhất. Nó tạo thành một màng oxit thụ động trên bề mặt thép cung cấp khả năng chống ăn mòn, đặc biệt là chống ăn mòn rỗ và kẽ hở. Hàm lượng crom cao hơn cũng cải thiện độ bền cơ học và khả năng chịu nhiệt. Crom ổn định ferit, đòi hỏi phải bổ sung niken trong các loại austenit để duy trì cấu trúc.
-
Niken (Ni): Thường 8-10% trong thép không gỉ austenit, niken tăng cường độ dẻo dai, chống ăn mòn và ổn định cấu trúc austenit, cải thiện độ bền trong các phạm vi nhiệt độ.
-
Molypden (Mo): Được sử dụng khoảng 0,8-7,5%, molypden tăng cường đáng kể khả năng chống ăn mòn, đặc biệt là trong môi trường axit và kỵ khí. Nó cải thiện độ bền cơ học và khả năng hàn nhưng tương đối đắt. Molypden cũng là một chất ổn định ferit.
-
Cacbon (C): Được thêm vào với một lượng nhỏ, carbon làm tăng độ bền và độ cứng nhưng có thể làm giảm khả năng chống ăn mòn và độ dẻo dai ở một số loại. Hàm lượng cacbon cao được tránh trong thép không gỉ ferit và austenit để giảm kết tủa cacbua trong quá trình hàn.
-
Mangan (Mn): Cải thiện đặc tính làm việc nóng, độ dẻo dai, độ bền và độ cứng. Nó đóng vai trò như một loại austenit và có thể thay thế một phần niken trong một số loại thép không gỉ.
-
Các yếu tố khác:
-
Silicon (Si): Thường được thêm vào như một chất khử oxy và để cải thiện khả năng chống oxy hóa.
-
Titan (Ti) và nhôm (Al): Được sử dụng trong các loại cụ thể để ổn định và tăng cường khả năng chống oxy hóa ở nhiệt độ cao.
-
Nitơ (N): Được thêm vào để cải thiện độ bền và khả năng chống ăn mòn trong một số loại thép không gỉ.
Tóm tắt vai trò
| Yếu tố |
Nội dung tiêu biểu (%) |
Hiệu ứng chính |
| Crom |
10 – 25 |
Chống ăn mòn, ổn định ferit |
| Niken |
8 – 10 |
Ổn định Austenit, độ dẻo dai |
| Molypđen |
0.8 – 7.5 |
Chống ăn mòn (axit), sức mạnh |
| Cacbon |
Theo dõi đến 0,1 |
Độ bền và độ cứng, ảnh hưởng đến ăn mòn |
| Mangan |
~1 – 2 |
Gia công nóng, độ dẻo dai, thay thế niken một phần |
| Silic |
Truy tìm đến 1 |
Chất khử oxy, chống oxy hóa |
| Titan |
Dấu vết |
Ổn định, ngăn ngừa sự hình thành cacbua |
| Nitơ |
Theo dõi đến 0,2 |
Tăng cường sức mạnh và khả năng chống ăn mòn |
Các nguyên tố hợp kim này kết hợp độc đáo trong các loại thép không gỉ khác nhau (austenit, ferit, martensitic, duplex) để điều chỉnh hiệu suất của chúng cho các ứng dụng cụ thể.
Thành phần nguyên tố này xác định các đặc tính thiết yếu của thép không gỉ như chống ăn mòn, độ bền, khả năng chịu nhiệt và khả năng hàn.
Nếu bạn muốn biết chi tiết về một loại thép không gỉ hoặc ứng dụng cụ thể, có thể thảo luận thêm về việc điều chỉnh các yếu tố hợp kim.
Govind Tiwari,PhD
Các nguyên tố hợp kim trong thép không gỉ 🔥
Hợp kim trong thép không gỉ bao gồm việc thêm các nguyên tố được chọn lọc vào sắt để cải thiện các tính chất cơ học, hóa học và vật lý của nó. Mỗi nguyên tố đóng góp những đặc tính riêng biệt, xác định hiệu suất trong các điều kiện sử dụng khác nhau.
🚀 Mục đích của hợp kim:
Cải thiện khả năng chống ăn mòn và oxy hóa.
Tăng cường độ, độ cứng và độ dai.
Tăng khả năng hàn và tạo hình.
Tăng khả năng chống gỉ và chịu nhiệt độ cao.
Đạt được cấu trúc vi mô mong muốn — ferritic, austenitic, duplex hoặc martensitic.
🎯 Các nguyên tố hợp kim chính và vai trò của chúng:
Cr (Crom): Chống ăn mòn và oxy hóa; tạo màng thụ động.
Ni (Niken): Chất ổn định austenit; cải thiện độ dẻo và độ dai.
Mo (Molypden): Tăng cường khả năng chống rỗ và ăn mòn khe.
Mn (Mangan): Chất khử oxy; cải thiện khả năng gia công nóng.
Si (Silic): Cải thiện khả năng chống oxy hóa và đóng cặn.
Al (Nhôm): Tăng cường khả năng chống nhiệt và đóng cặn.
Cu (Đồng): Cải thiện khả năng chống axit sunfuric.
Ti (Titan): Ngăn ngừa ăn mòn giữa các hạt (chất ổn định).
Nb (Niobi): Ngăn ngừa kết tủa cacbua tại ranh giới hạt.
N (Nitơ): Tăng cường độ bền austenit; cải thiện khả năng chống rỗ và đóng cặn SCC.
C (Cacbon): Tăng độ cứng; hàm lượng quá cao làm giảm khả năng chống ăn mòn.
🌍 Nitơ — Sức mạnh tiềm ẩn trong thép không gỉ:
Tăng độ ổn định austenit → giảm nhu cầu sử dụng Ni đắt tiền.
Tăng khả năng chống rỗ, liên hạt và SCC với Cr và Mo.
Giảm nứt nóng trong quá trình hàn.
Được bổ sung vào thép Cacbon Siêu Thấp (ELC) để duy trì độ bền.
Tăng tốc độ khuếch tán nhanh hơn 100–1000 lần trong thép ferritic so với thép austenit.
Tránh sự hình thành nitrit giòn và các hiệu ứng lão hóa — một lợi thế độc đáo.
❓ Những thách thức trong quá trình hợp kim hóa thép không gỉ:
Duy trì sự cân bằng hợp kim chính xác để đạt được cấu trúc vi mô mục tiêu.
Kiểm soát hàm lượng cacbon và nitơ để ngăn ngừa nhạy cảm.
Quản lý sự phân tách và nứt nóng trong thép hợp kim cao.
Cân bằng chi phí so với hiệu suất (đặc biệt là Ni và Mo).
Đảm bảo khả năng hàn trong khi vẫn duy trì khả năng chống ăn mòn.
📢 Những điểm chính cần ghi nhớ:
✅ Hợp kim hóa xác định bản sắc của thép không gỉ — cấu trúc, độ bền và tuổi thọ.
✅ Nitơ là yếu tố đột phá cho các loại thép hiệu suất cao hiện đại.
✅ Sự cân bằng chính xác giữa các thành phần ferit và austenit đảm bảo độ bền và độ tin cậy.
✒️ Nếu bạn thấy bài viết này hữu ích, hãy thích 👍, chia sẻ 🔁 và theo dõi để biết thêm thông tin chuyên sâu về chất lượng, hse, hàn, nde và luyện kim!
====
Govind Tiwari,PhD
#qms #quality #iso9001 #qa #qc #steel #ss
qms, chất lượng, iso 9001, qa, qc, thép, ss

🔧 Tìm hiểu vai trò của Molypden (Mo) trong thép không gỉ | Kiến thức chuyên sâu về kỹ thuật vật liệu
Molypden (Mo) là một trong những nguyên tố hợp kim quan trọng nhất trong thép không gỉ, đặc biệt là khi chúng ta yêu cầu khả năng chống ăn mòn, chống rỗ và độ bền cao trong các môi trường khắc nghiệt như hàng hải, hóa chất và dầu khí.
🟦 Tại sao Mo được thêm vào thép không gỉ?
• Tăng cường khả năng chống ăn mòn và rỗ do clorua
• Cải thiện độ bền nhiệt độ cao và khả năng chống rão
• Ổn định cấu trúc vi mô và tăng độ bền
• Hỗ trợ độ ổn định màng thụ động trên bề mặt thép không gỉ
🟩 Mo % trong các loại thép không gỉ phổ biến:
• 316 / 316L: 2–3% – Khả năng chống ăn mòn được cải thiện
• 317 / 317L: 3–4% – Khả năng chống rỗ tốt hơn
• 904L: 4–5% – Siêu austenit, môi trường khắc nghiệt
• 2205 Duplex: 2,5–3,5% – Độ bền cao + khả năng chống ăn mòn
🟦 Ứng dụng của thép không gỉ chứa Mo:
Hàng hải | Nhà máy hóa chất | Ngoài khơi | Đường ống | Bộ trao đổi nhiệt | Y tế | Nhà máy điện
Là một Kỹ sư Cơ khí QA/QC, việc hiểu rõ các nguyên tố hợp kim là rất quan trọng để lựa chọn vật liệu, kiểm tra và ngăn ngừa hư hỏng trong các ứng dụng công nghiệp.
#StainlessSteel #Molybdenum #MoAlloy #MaterialScience #Metallurgy #EngineeringKnowledge #MechanicalEngineering #QualityControl #QAQC #NDT #NDTLevel2 #InspectionEngineering #WeldingEngineering #WPS #PQR #WPQR #ASME #ASTM #ISO9001 #ISO14001 #ISO45001 #ThirdPartyInspection #PittingResistance #CorrosionResistance #MaterialSelection #HeatTreatment #ManufacturingIndustry #Fabrication #WeldingInspector #MechanicalDesign #IndustrialEngineering #EngineeringLife #OilAndGas #Petrochemical #Refinery #ProcessIndustry #PowerPlant #ThermalPower #BoilerInspection #PipelineEngineering #MarineEngineering #OffshoreEngineering #StructuralEngineering #PressureVessel #HeatExchanger #PipingEngineering #SS316 #SS316L #SS317 #SS904L #DuplexSteel #SuperDuplex #HighStrengthSteel #AlloySteel #SteelIndustry #MetalIndustry #IndustrialSafety #EquipmentInspection #FailureAnalysis #RootCauseAnalysis #WeldQuality #WeldInspection #DimensionalInspection #RT #UT #MT #PT #HardnessTesting #SurfaceFinish #CNCManufacturing #PrecisionEngineering #Machinery #IndustrialMaintenance #MaterialTesting #ChemicalIndustry #AerospaceEngineering #AutomotiveIndustry #ValveEngineering #PumpIndustry #Instrumentation #FabricationShop #HeavyEngineering #SteelFabrication #EngineeringStandards #EngineeringCommunity #IndianEngineer #QualityEngineer #QCEngineer #MechanicalQAQC #EngineerLife #ProductionEngineer #ManufacturingEngineer #PlantMaintenance #TechnicalPost #TechnicalKnowledge #LinkedInEngineering #DailyEngineeringLearning #EngineeringWorld
Thép không gỉ, Molypden, Hợp kim Mo, Khoa học vật liệu, Luyện kim, Kiến thức kỹ thuật, Kỹ thuật cơ khí, Kiểm soát chất lượng, QAQC, NDT, NDTLevel2, Kỹ thuật kiểm tra, Kỹ thuật hàn, WPS, PQR, WPQR, ASME, ASTM, ISO 9001, ISO 14001, ISO 45001, Kiểm tra của bên thứ ba, Chống rỗ, Chống ăn mòn, Lựa chọn vật liệu, Xử lý nhiệt, Ngành sản xuất, Chế tạo, Kiểm tra hàn, Thiết kế cơ khí, Kỹ thuật công nghiệp, Kỹ thuật cuộc sống, Dầu khí, Hóa dầu, Nhà máy lọc dầu, Ngành công nghiệp chế biến, Nhà máy điện, Nhiệt điện, Kiểm tra nồi hơi, Kỹ thuật đường ống, Kỹ thuật hàng hải, Kỹ thuật ngoài khơi, Kỹ thuật kết cấu, Bình áp lực, Bộ trao đổi nhiệt, Kỹ thuật đường ống, SS316, SS316L, SS317, SS904L, Thép song công, Siêu song công, Thép cường độ cao, Thép hợp kim, Ngành công nghiệp thép, Ngành công nghiệp kim loại, An toàn công nghiệp, Kiểm tra thiết bị, Phân tích lỗi, Phân tích nguyên nhân gốc rễ, Chất lượng mối hàn, Kiểm tra mối hàn, Kiểm tra kích thước, RT, UT, MT, PT, Kiểm tra độ cứng, Hoàn thiện bề mặt, Sản xuất CNC, Kỹ thuật chính xác, Máy móc, Bảo trì công nghiệp, Kiểm tra vật liệu, Ngành công nghiệp hóa chất, Kỹ thuật hàng không vũ trụ, Ngành công nghiệp ô tô, Kỹ thuật van, Ngành công nghiệp bơm, Thiết bị đo lường, Xưởng chế tạo, Kỹ thuật nặng, Thép Chế tạo, Tiêu chuẩn Kỹ thuật, Cộng đồng Kỹ thuật, Kỹ sư Ấn Độ, Kỹ sư Chất lượng, Kỹ sư QCE, QAQC Cơ khí, Cuộc sống Kỹ sư, Kỹ sư Sản xuất, Kỹ sư Sản xuất, Bảo trì Nhà máy, Bài đăng Kỹ thuật, Kiến thức Kỹ thuật, Kỹ thuật LinkedIn, Học tập Kỹ thuật Hàng ngày, Thế giới Kỹ thuật

(10) Post | Feed | LinkedIn
(St.)


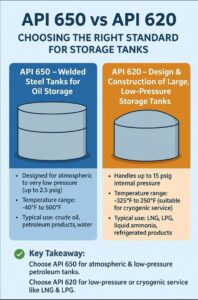


🚀 #API_650 và #API_620 – Lựa chọn Tiêu chuẩn Phù hợp cho Bồn chứa*
Việc lựa chọn tiêu chuẩn API chính xác là điều cần thiết để đảm bảo *an toàn, tuân thủ và hiệu quả* trong thiết kế bồn chứa. Hai tiêu chuẩn được sử dụng rộng rãi là *API 650* và *API 620*—mỗi tiêu chuẩn phù hợp với các ứng dụng khác nhau:
—
🔹 *API 650 – Bồn thép hàn để chứa dầu*
• Được thiết kế cho áp suất từ khí quyển đến rất thấp* (≤ 2,5 psig)
• Phạm vi nhiệt độ: *-40°F đến 500°F*
• Ứng dụng điển hình: *dầu thô, sản phẩm dầu mỏ, nước*
• Bồn hình trụ đứng có *mái cố định hoặc mái nổi*
—
🔹 *API 620 – Thiết kế & Thi công Bồn chứa lớn, áp suất thấp*
• Chịu được áp suất bên trong *lên đến 15 psig*
• Phạm vi nhiệt độ: *-325°F đến 250°F*
• Phù hợp cho *LNG, LPG, sản phẩm đông lạnh*
• Cho phép *đáy phẳng, Mái hai lớp, hình cầu/hình elip*
—
✅ *Điểm chính*
• Sử dụng *API 650* cho *bồn chứa dầu khí áp suất thấp và áp suất cao*
• Sử dụng *API 620* cho *kho chứa áp suất thấp hoặc đông lạnh* như *LNG/LPG*
🔧 Chọn đúng tiêu chuẩn = *vận hành an toàn hơn* & *hiệu suất tối ưu*
#APITanks #WeldingEngineering #StorageTanks #API650 #API620 #Engineering