Vết nứt mỏi tại quá trình chuyển tiếp mối hàn bằng thép không gỉ (NW 10 & 15)
Các vết nứt mỏi ở các chuyển tiếp mối hàn bằng thép không gỉ, chẳng hạn như trong phụ kiện cổ hàn (NW) 10 và 15, chủ yếu bị ảnh hưởng bởi một số yếu tố liên quan đến quá trình hàn, tính chất vật liệu và điều kiện môi trường.
Các điểm chính về vết nứt mỏi khi chuyển tiếp mối hàn trong thép không gỉ bao gồm:
-
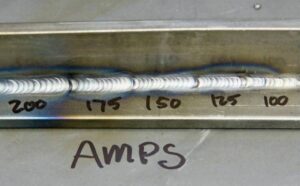
Tập trung ứng suất và hình học mối hàn: Các khu vực gần ngón mối hàn và rễ mối hàn trải qua sự tập trung ứng suất, là những vị trí phổ biến để bắt đầu nứt mỏi. Hình dạng của hồ sơ mối hàn ảnh hưởng mạnh mẽ đến độ bền mỏi. Ví dụ, mối hàn GTAW (Hàn hồ quang vonfram khí) thường có cấu hình thuận lợi hơn và độ bền mỏi cao hơn so với mối hàn GMAW (Hàn hồ quang kim loại khí), trong đó các mối hàn ứng suất nghiêm trọng hơn làm giảm đáng kể hiệu suất mỏi.
-
Cấu trúc vi mô và loại vật liệu: Thép không gỉ duplex thường thể hiện độ bền mỏi vượt trội so với thép không gỉ austenit thông thường do cấu trúc vi mô hai pha của chúng, hoạt động như một rào cản chống lại sự bắt đầu và lan truyền của vết nứt. Sự ức chế cấu trúc vi mô này làm chậm sự phát triển của vết nứt và cải thiện khả năng chống mỏi.
-
Ảnh hưởng của môi trường ăn mòn: Mệt mỏi do ăn mòn, đặc biệt là trong môi trường chứa clorua như nước biển, có thể làm giảm đáng kể độ bền mỏi. Ví dụ, các mối hàn thử nghiệm bằng thép không gỉ 316L cho thấy độ bền mỏi trong nước biển tổng hợp giảm khoảng 25% so với mức giảm nhỏ hơn của các loại duplex như 2205.
-
Tải và tần số: Tuổi thọ mỏi phụ thuộc vào độ lớn tải và tần suất đạp xe. Ở mức ứng suất tác dụng cao hơn gần độ bền kéo cuối cùng của vật liệu (UTS), tuổi thọ mỏi giảm mạnh. Độ dày không khớp trong mối hàn có thể gây mất cân bằng nhiệt trong quá trình hàn và tạo ra các cốm mối hàn không đối xứng, làm giảm tuổi thọ mỏi hơn nữa.
-
Cơ chế bắt đầu vết nứt mỏi: Đối với thép không gỉ austenit được sử dụng trong các ứng dụng hạt nhân, sự khởi tạo vết nứt do mỏi bị ảnh hưởng bởi cả yếu tố cơ học (ví dụ: phạm vi biến dạng, tốc độ) và các thông số môi trường như hóa học và nhiệt độ của nước. Trong môi trường lò phản ứng nước nhẹ (LWR), các vết nứt mỏi có thể bắt đầu và lan truyền khác nhau do đặc tính màng oxit bề mặt và hiệu ứng hóa học chất làm mát.
-
Hiệu ứng quá trình hàn: Phương pháp và thông số hàn ảnh hưởng đáng kể đến tuổi thọ mỏi. Ví dụ, mối hàn điểm có sự kết hợp độ dày khác nhau của thép không gỉ và titan cho thấy tuổi thọ mỏi khác nhau do sự khác biệt về nhiệt đầu vào và đối xứng cốm.
Tóm lại, các vết nứt mỏi ở quá trình chuyển tiếp mối hàn bằng thép không gỉ như NW 10 và 15 phát sinh chủ yếu từ sự tập trung ứng suất ở các ngón mối hàn, cấu trúc vi mô vật liệu, hiệu ứng ăn mòn môi trường và các thông số quá trình hàn. Thép không gỉ song công với cấu hình mối hàn thích hợp thể hiện khả năng chống mỏi được nâng cao, nhưng môi trường ăn mòn và hình dạng hàn không thuận lợi có thể làm giảm đáng kể tuổi thọ mỏi. Sự hiểu biết này cung cấp thông tin cho các thực hành thiết kế và kiểm tra để giảm thiểu sự cố mỏi trong các thành phần thép không gỉ hàn.









#7: “Hàn dưới kính hiển vi”
“Sắc nét về mặt kỹ thuật và độ tương phản cao”
“Không có khuyết tật hàn. Không bị ăn mòn. Vẫn bị gãy.”
“Các vết nứt mỏi tại điểm chuyển tiếp mối hàn thép không gỉ (NW 10 & 15)”
“Vết nứt ở 90% đã vỡ ở 100%”
Thành phần: Ống nước khử khoáng
Vật liệu: 1.4571 (thép không gỉ 316 đã ổn định)
Đường kính ống: NW 10 & NW 15
Môi trường: Nước khử khoáng ở nhiệt độ phòng, áp suất hệ thống 160 bar.
Nghiên cứu điển hình này tiếp nối trực tiếp từ ấn phẩm trước đây của tôi:
“Thép không gỉ biến dạng kể chuyện không cần lời nói.”
Trong đó, tôi đã chứng minh rằng biến dạng và các dấu hiệu ứng suất tinh tế thường cho thấy toàn bộ câu chuyện trước khi xảy ra gãy. Những gì sau đó là quan sát trực quan được xác nhận ở đây bằng bằng chứng kim loại học và phân tích gãy.
Điều gì đã xảy ra?
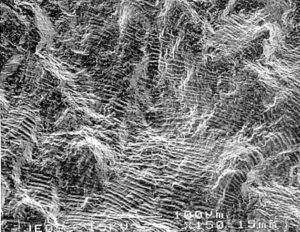
Hai đoạn ống thép không gỉ, một đoạn đo lưu lượng (NW10), một đoạn ống vòi (NW15), bị vỡ một phần hoặc hoàn toàn tại điểm chuyển tiếp giữa ống và mối hàn. Phân tích kính hiển vi và SEM cho thấy: các vết nứt mỏi xuyên tinh thể, bắt đầu từ bề mặt ngoài, với các vết khía rõ ràng.
Phân tích FPP (Điểm phòng ngừa hư hỏng)
1) Giao diện ống hàn = điểm yếu toàn hệ thống.
Không có khuyết tật mối hàn. Không bị ăn mòn. Tuy nhiên: ứng suất tập trung + tải trọng tuần hoàn –> mỏi.
Kiểm tra viên: giao diện mối hàn không phải là hạng mục cuối cùng, mà là điểm khởi đầu.
2) Biến dạng nói lên rất nhiều điều, nếu bạn lắng nghe.
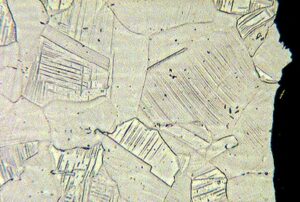
Các đường trượt và độ cứng tăng lên (lên đến >340 HV) chứng minh: vật liệu đã chịu được, bị biến dạng và được cảnh báo.
–> Tham khảo bài đăng của bạn: “Thép không gỉ bị biến dạng kể toàn bộ câu chuyện mà không cần lời nói.”
Ở đó, bạn đã chỉ ra rằng biến dạng trước khi gãy cũng kể toàn bộ câu chuyện.
3) Đường kính nhỏ = rủi ro cao.
NW 10 & NW 15 cực kỳ nhạy cảm với ngay cả những rung động hoặc xung áp suất nhỏ.
Nhỏ = vô hại. Nhỏ = nhạy cảm.
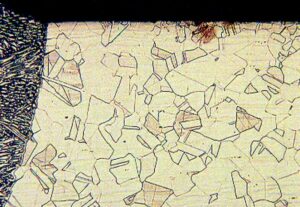
4) Không bị thoái hóa, không có hư hỏng giữa các hạt.
Cấu trúc vật liệu còn nguyên vẹn; Đây là hiện tượng mỏi thuần túy, được khuếch đại bởi hình học và động lực học.
5) Kiểm tra bằng mắt thường, nhưng tín hiệu thực sự nằm ở kim loại.
Chỉ có kim loại học, SEM và phân tích độ cứng mới cho thấy sự hư hỏng thực sự.
Khám nghiệm sau khi hàn cho thấy những gì mà khám nghiệm trước khi hàn có thể đã cảnh báo.
Lời khuyên thực tế (phòng ngừa thay vì giải thích):
– Các chuyển tiếp mối hàn của ống thép không gỉ nhỏ nên được kiểm tra NDT định kỳ, ngay cả đối với các hệ thống ở nhiệt độ phòng.
Kiểm tra lại đường ống và vị trí đỡ cho các vòi và đường đo, đặc biệt là đối với các đường kính nhỏ.
Cứng cục bộ = dấu hiệu mỏi đầu tiên. Thực hiện các phép đo độ cứng vi mô trên các mối hàn nghi ngờ hoặc ống bị biến dạng.
Trí nhớ trực quan về vật liệu = trí thông minh kiểm tra
Và như tôi đã viết lúc đó:
“Đây không phải là hư hỏng. Đây là trí nhớ.” “Trí nhớ về một kim loại đã từng chịu được những lực mà bạn không thể nhìn thấy.”
© Farid Farnia 2025
#InspectieIntelligentie #Vermoeiingsbreuk #RVS #Koperleidingen #NonFerro #Lastechniek #FailureAnalysis #Fractografie #MaterialBehaviour #KleineDiameterGrootRisico #LasOnderDeLoep